(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЛЗНИЯ
СКОРОСТЬЮ ПРОКАТКИ НА НЕПРЕРЫВНОМ Ilf-OKATHOA
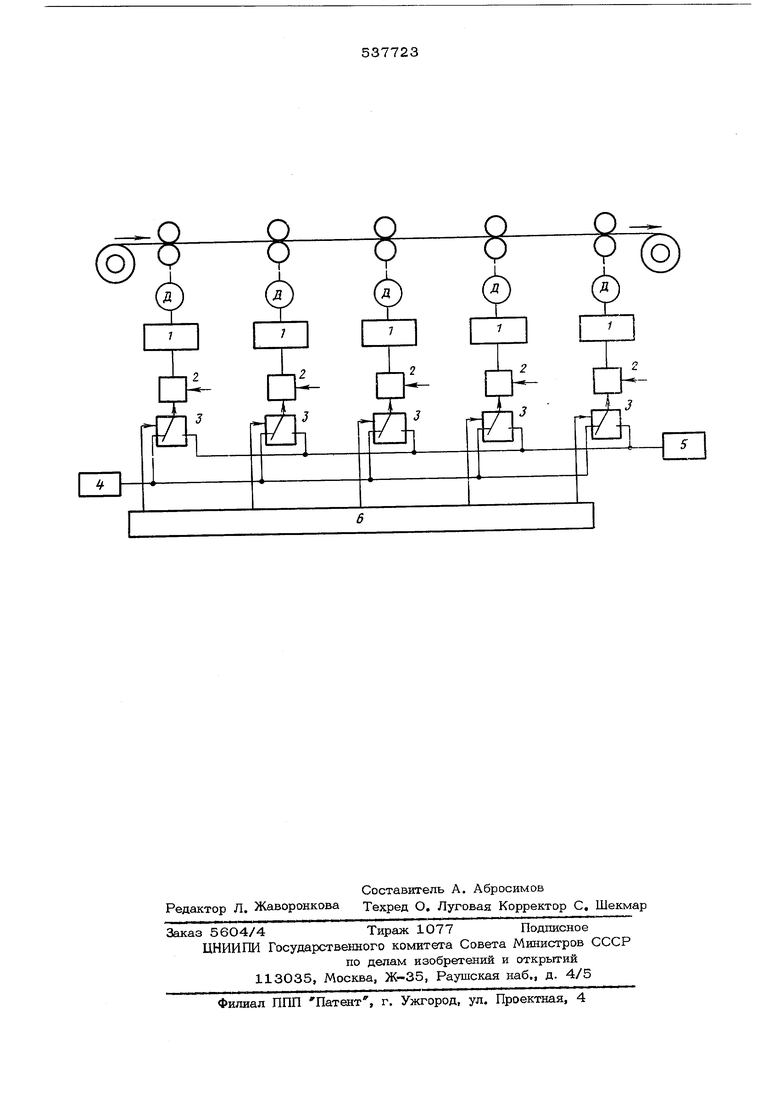
СТАНЕ регулированием ск л-га и с оптимальным /ости каждого процесса, Эта цель в описываемом изобретении дос оиглется тем,что каждый канал регулирования скорости электродвигателей валков клетей дополнительно содержит управляемый ключ, через который выходы задатчиков эталона скорости соединены со входом множительного блока, а управляющий вход управляемого ключа соединен с выходом блока сопровождения кснпа полосы. На чертеже приведена структурная схема устройства автоматического управления скоростью прокатки на непрерывном прокатном стане. Устройство содержит регуляторы 1 скорости электродвигателей валков клетей, на которые поступают сигналы с множительных блоков 2, входы которых соединяются через управляемые ключи 3 с задатчиками 4 и 5 эталона скорости, а управляющие входы клю чей 3 соединены с выходами блока 6 сопровождения конца полосы. Устройство работает следующим образом. При прокатке первого рулона управляемы ключи 3 соединяют входы всех множительных блоков 2 с задатчиком 4, и управление станом осуществляется от задатчика 4. При окончании прокатки рулона в процессе выпуска заднего конца полосы производится последовательное переключение управляемых ключей 3 по мере выпуска заднего конца из каждой клети, начиная с первой, так, что управление скоростью клетей последовательно переходит к задатчику 5. Благодаря это- му одновременно с выпуском заднего конца полосы из последующих клетей, управляемых от задатчика 4, может начаться заправка переднего конца в клети, управляемой задат чиком 5. После выхода заднего конца поло- сы из стана все множительные блоки оказываются подключенными к задатчику 5, который и управляет скоростью стана при прокатке следующего рулона. Таким образом, управление станом произ-45 водится поочередно от задатчиков 4 и 5, а их переключение производится в момент времени между выпуском заднего конца полосы и заправкой переднего конца полосы следующего рулона. Возможен и другой вариант функционирования устройства, при котором заправка переднего конца полосы и прокатка рулона производится с управлением от одного задатчика, например 4, а выпуск заднего конца полосы с управлением от второго задатчика 5. При этом в конце прокатки напряжение задатчика 4 и 5 должно быть одинаковым ; перед выпуском заднего конца полосы входы всех множительных блоков одновременно переключаются на задатчик 5, а по мере выпуска заднего конца входы множительных блоков последовательно переключаются на задатчик 4. Таким образом, устройство позволяет сократить до минимума потери времени между выпуском заднего конца полосы и заправкой переднего с возможностью полу1ения оптимальйых скоростных режимов для каждого режима, что повыщает производительность прокатного стана. Формула изобретения Устройство для автоматического управления скоростью прокатки на непрерывном прокатном стане, содержащее задатчики эталона скорости, блок сопровождения конца полосы и автономные каналы регултфования скорости электродвигателей валков клетей., каждый из которых состоит из последовательно соединенных множительного блока и регулятора скорости, отличающееся тем, что, с целью пррыщения производительности стана, каждый канал регулироBaifflH скорости дополнительно содержит управляемый ключ, через который выходы задат- чинов эталона скорости соединены со входом множительного блока, а управляющий вход управляемого ключа соединен с выходом блока сопровождения конца полосы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №240074, кл. В 21 В 37/00,28. 11.67г. 2.Устройство для регулирования скорости электродвигателей клетей. Тосиба ревью, т. 23, 1963 г. № 12, стр. 1561,

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления скоростью прокатки на непрерывном прокатном стане | 1978 |
|
SU768510A2 |
| Устройство управления скоростью непрерывного стана | 1982 |
|
SU1053919A1 |
| Устройство для регулирования толщины полосы на входе непрерывного прокатного стана | 1979 |
|
SU900903A1 |
| Устройство регулирования скорости и толщины фольги на непрерывном фольгопрокатном стане | 1981 |
|
SU988395A1 |
| Устройство для ограничения натяжения полосы | 1981 |
|
SU1003950A1 |
| Устройство регулирования толщины полосы на непрерывном прокатном стане | 1979 |
|
SU865457A1 |
| Устройство для автоматического регулирования толщины полосы на стане холодной прокатки-волочения без охвата валков полосой | 1982 |
|
SU1101309A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство для автоматического регулирования формы полосы | 1984 |
|
SU1235577A1 |
| Устройство регулирования натяжения полосы в межклетевых промежутках непрерывного прокатного стана | 1987 |
|
SU1519806A1 |