полосы, причем выходы каждого из задатчиков соотношения скоростей валков через ключи соединены со вторыми входами множительных блоков, а управляемый вход каждого ключа соединен с одним из выходов второго блока сопровождения конца полосы.
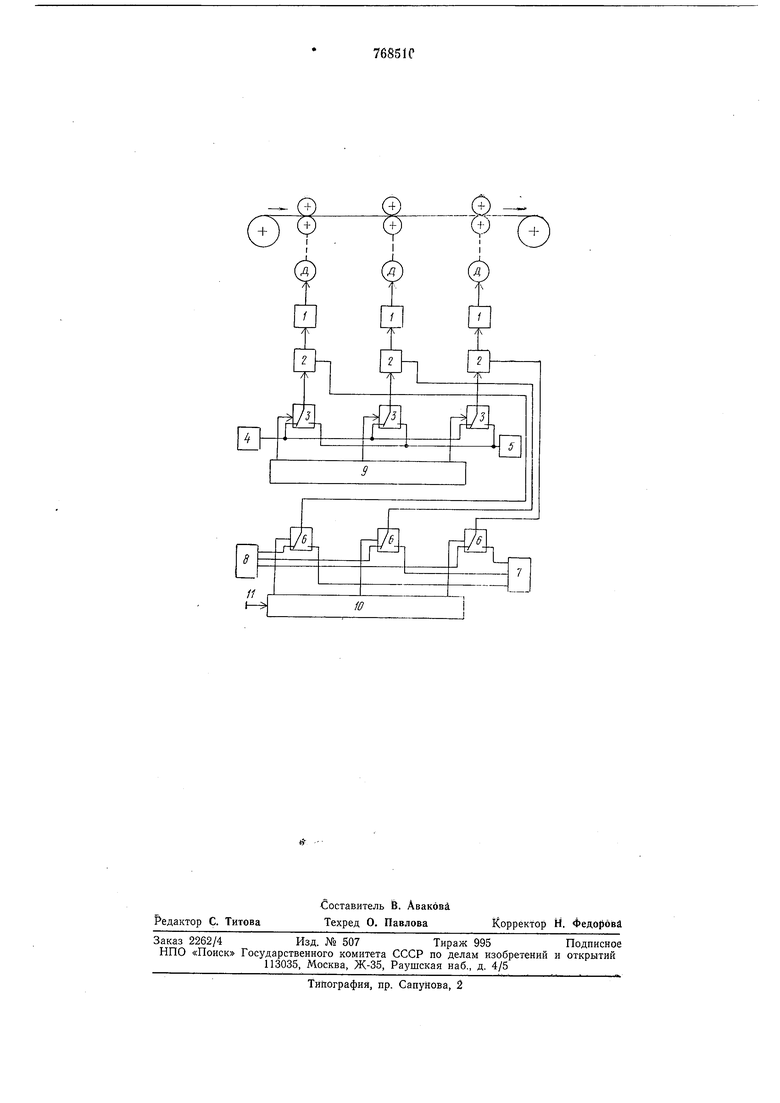
На чертеже приведена структурная схема устройства автоматического управления скоростью прокатки (например, на 3-х клетевом непрерывном прокатном стане).
Предложенное устройство содержит регуляторы 1 скорости валков клетей, соединенные с множительными блоками 2, первый вход каждого множительного блока 2 через управляемые ключи 3 соединен с выходами задатчиков 4 и 5 эталона скорости, а второй вход каждого множительного блока 2 соединен через управляемые ключи 6 с выходами задатчиков 7 и 8 соотношения скоростей валков, управляюшнй вход каждого управляемого ключа 3 соединен с одним из выходов первого блока 9 сопровождения конца полосы, а управляющий вход каждого управляемого ключа 6 соединен с одним из выходов второго блока 10 сопровождения конца полосы.
Устройство работает следующим образом.
При дрркатке первой полосы первого сортамента ключи 3 соединяют первые входы всех множительных блоков 2 с задатчиком 4 эталона скорости, ключи 6 соединяют вторйё входы этих блоков с задатчиком 7 соотношений скоростей, и управление станом осуществляется от задатчиков 4 и 7. При работе стана в режиме «Прокатка отдельных полос в период выпуска заднего конца полосы производится последовательное переключение ключей 3 по мере выпуска заднего конца из каждой клети, начиная с первой, так, что управление скоростью валков последовательно по сигналам первого блока 9 сопровождения переходит от задатчика 4 к задатчику 5, который управляет скоростью заправки и дальнейшей прокатки следующей полосы. При очередном режиме выпуска конца полосы первый блок 9 осуществляет передачу управления от задатчика 5 вновь к задатчику 4 и так далее. При работе стана в режиме «Прокатка бесконечной полосы, задатчик 5 включают в режим повторения сигнала задатчика 4, обеспечивая независимость величины управляющих сигналов на первом входе множительных блоков 2 от состояния ключей 3 (условно работают на одном задатчике эталона скоростей валков, обеспечивая согласованное управление приводами валков, связанных полосой). Перенастройка прокатки с одного сортамента на -нрокатку другого сортамента осуществляется: по команде И оператора стана. В период перенастройки соотношения скоростей вал ков второй блок 10 сопровождения переднего конца полосы осуществляет последовательное переключение управляемых ключей 6 по мере заправки переднего конца (входа сопровождаемого участка) полосы впоследующую клеть стана, начиная с первой, так, что задание требуемого соотношения скоростей последовательно переходит от задатчика 7 к задатчику 8. После выхода переднего конца полосы из стана все вторые входы множительных блоков 2 оказываются подключенными к задатчику 8, которьш задает требуемое для прокатки нового сортамента соотношение скоростей валков.
При очередной перенастройке стана осуществляется процесс переключения с задатчика 8 на задатчнк 7, аналогичный вышеописанному.
Таким образом, предлагаемое устройство позволяет производить перенастройку .соотношений скоростей валков стана без его остановки как при порулонной, так и при бесконечной прокатке полосы.
Предлагаемое устройство обеспечивает повышение производительности стана за счет сокращения потерь времени на перенастройку соотнощений скоростей валков прн смене сортамента (устранения паузы между выпуском заднего конца полосы одного и заправки переднего конца полосы другого сортамента). Экономическая эффективность предлагаемого устройства составит ориентировочно 50 тыс. руб. в год на один стан.
Формула изобретения
Устройство для автоматического управления скоростью прокатки на непрерывном прокатном стане по авт. св. № 537723, отличающееся тем, что, с целью повышения производительности стана, оно содержит два задатчика соотношения скоростей валков, управляемые ключи, блок сопровождения конца полосы, причем выходы каждого из задатчиков соотношения скоростей валков через ключи соединены со вторыми входами множительных блоков, а управляемый вход каждого ключа соединен с одним из выходов блока сопровождения конца полосы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 537723, кл. В 21В 37/00, 1975 (прототип).
а
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления скоростью проката на непрерывном прокатном стане | 1975 |
|
SU537723A1 |
| Устройство для настройки скоростей приводов клетей непрерывного прокатного стана | 1978 |
|
SU772631A1 |
| Устройство управления скоростью непрерывного стана | 1982 |
|
SU1053919A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство регулирования толщины полосы на непрерывном прокатном стане | 1979 |
|
SU865457A1 |
| Устройство адаптивного управления температурной полосы при прокатке | 1986 |
|
SU1344442A1 |
| Устройство для регулирования толщины полосы на входе непрерывного прокатного стана | 1979 |
|
SU900903A1 |
| Устройство управления скоростью непрерывного стана | 1981 |
|
SU990358A1 |
| Устройство для автоматического регулирования толщины полосы на входе стана непрерывной прокатки | 1980 |
|
SU880534A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |