Изобретение относится к металлургическому производству, преимущественно к прокатному производству; оно может быть использовано для регулирования толпдины и профиля полосы.
Известно устройство для регулирования толщины и профиля полосы, содержащее рабочие и опорные валки, гидроцилиндры с приложением усилий непосредственно к шейкам валков 1.
Недостатком указанного устройства является перегрузка подщипников и шеек валков, что приводит к преждевременному выходу из строя подщипников и поломке щеек валков.
Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является гидравлическое нажимное устройство, содержащее главный рабочий цилиндр, ось которого совмещена с осью подщипника опорного валка, уравновещивающие цилиндры, механизм установки валков, устройства компенсации, дроссельную группу для регулирования давления и усилий прокатки 2. Однако при регулировании толщины известным устройством происходит }худшение профиля полосы.
Целью изобретения является повыщение точности размеров прокатываемых полос и увеличение срока службы подщипников валков. Это достигается тем, что в устройстве установлено по крайней мере по два гидроцилиндра вдоль оси каждого подщипника опорного валка симметрично относительно их вертикальной оси, а в систему управления введены дополнительно функциональный преобразователь и сумматор, причем вход функционального преобразователя подключен к выходам задатчиков толщины и профиля, а его выход соединен с входом регулятора давления
одного гидроцилиндра и через сумматор - с входом регулятора давления другого гидроцилиндра.
Суммарное усилие в гидроцилиндрах равно величине опорной реакции, а соотношение давлений в гидроцилиндрах, задаваемое и поддерживаемое системой управления, колеблется в пределах от нуля до величины опорной реакции:
О PI /
О Р2
PI + Ра /
где PI-давление в одном гидроцилиндре; 25Р2 - давление в другом гидроцилиндре;
R- величина опорной реакции. Установка двух гидроцилиндров дает возможность изменять характер нагрузки и положение равнодействующей на шейках опор30 ных валков, что приводит к измеиеиию прогиба и профиля валков, а следовательно, и прокатываемой полосы.
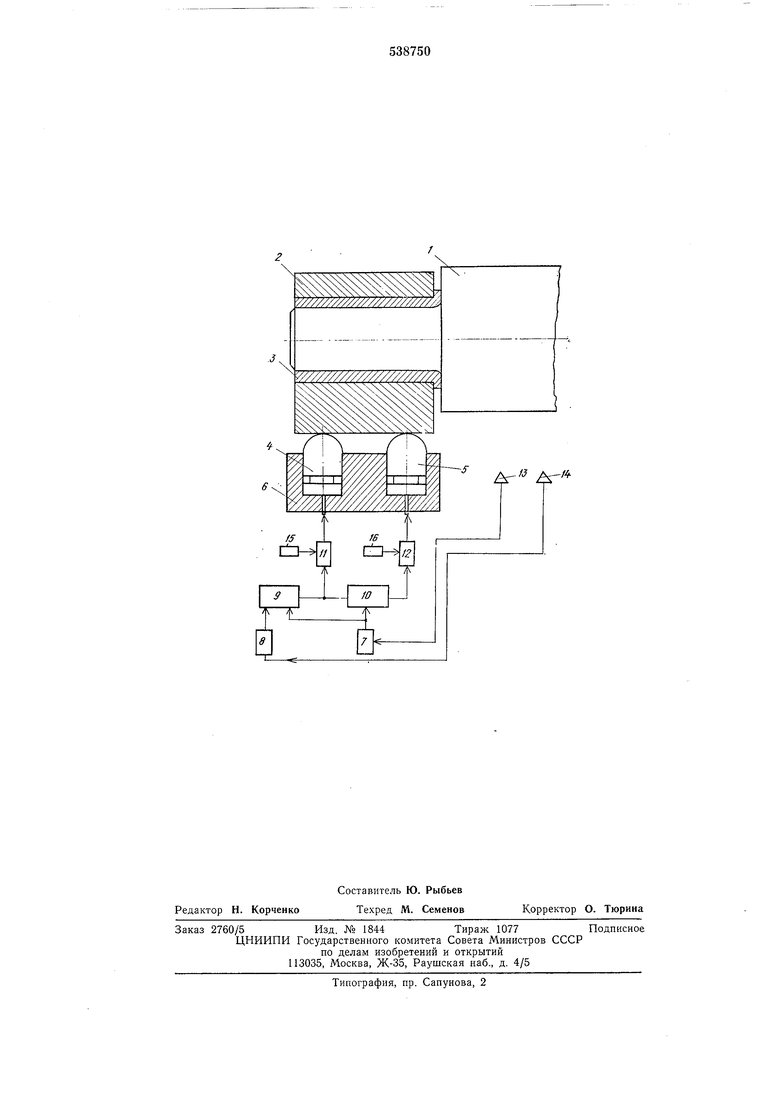
На чертеже показана схема предлагаемого устройства для регулирования толщины и профиля полосы.
Устройство содержит опорные валки 1, подушки 2, подшипники 3, гидроцилиндры 4 и 5, станину 6, задатчик 7 толш,ины, задатчик 8 профиля, функциональный преобразователь 9, сумматор 10, регуляторы 11 и 12 давления;, датчик 13 толщины, датчик 14 профиля и гидравлические насосы 15 и 16.
Устройство работает следующим образом.
При помощи задатчика 7 толщины вручную или автоматически в зависимости от требуемой толщины Лзад задается суммарное усилие в гидроцилиндрах 4 и 5 , равное половине давления металла на валки. Этот сигнал поступает на вход функционального преобразователя 9, в котором в зависимости от требуемого профиля полосы (Дзад) вырабатывается сигнал, пропорциональный усилию PI в гидроцилиндре 4:
,
где /С- передаточный коэффициент;
Д - поперечная разнотолщинность полосы.
Указанный сигнал подается на вход регулятора давления в гидроцилиндре 4 и на вход сумматора 10, в котором вырабатывается сигнал, пропорциональный давлению в гидроцилиндре 5:
,.
Этот сигнал поступает на вход регулятора 12 давления гидроцилиндра 5.
Если в процессе прокатки профиль полосы отклоняется от заданного (), то задатчик профиля по сигналу датчика 14 профиля вырабатывает сигнал рассогласования, пропорциональный изменению профиля, и подает его в функциональный преобразователь
9, который изменяет импульс, регулирующий усилие РЗ в гидроцилиндре 4, а сумматор изменяет импульс, регулирующий усилие в гидроцилиндре 5.
Если при этом происходит отклонение толщины от заданной (h зад), то задатчик толщины по сигналу датчика толщины выдает новый импульс, пропорциональный давлению металла на валки, с учетом которого блоки 9 и 10 изменяют усилие в гидроцилипдрах 4 и 5.
Устройство производит регулирование профиля полосы без применения дополнительного нагружения валков и подшипников. Это приводит к повыщению долговечности подшипников валков прокатного стана.
Формула изобретения
Устройство для регулирования толщины и профиля полосы, содержащее гидроцилиндры, регуляторы давления, датчики и задатчики толщины и профиля полосы, отличающееся тем, что, с целью повышения точности размеров прокатываемой полосы и увеличения срока службы подшипников валков, гидроцилиндры установлены вдоль шейки валка, а устройство дополнительно содержит функциональный преобразователь и сумматор, причем вход функционального преобразователя соединен с выходами задатчиков толщины и профиля, а его выход соединен с входом регулятора давления одного гидроцилиндра и через сумматор -с входом регулятора давления другого гидроцилиндра.
Источники информации, принятые во внимание при экспертизе:
1.А. Д. Филатов и др. «Снижение продольной разнотолщипности полосы с помощью
устройства для распора подушек опорных валков. Сталь, № 7, 1968, стр. 620-624 (аналог).
2.Авторское свидетельство № 198274, М. Кл.2 В 21В 31/32, 1965 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины и профиля полосы | 1985 |
|
SU1271602A1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| Устройство для регулирования раствора и профиля валков листопрокатного стана | 1981 |
|
SU1014615A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков | 1980 |
|
SU908455A1 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| Способ регулирования толщины проката и устройство для его осуществления | 1989 |
|
SU1620168A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1983 |
|
SU1176988A1 |
| Устройство совмещенного регулирования продольной и поперечной разнотолщинности полосы в процессе прокатки | 1980 |
|
SU899183A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |