Изобретение относится к металлур гическому производству, преимущественно к прокатному производству, и может быть использовано для регулирования профипя и толщины прок 1тьгоа мых полос , Целью изобретения является повышение точности размеров прокатываемых полос за счет исключения дополнительного нагружения клети при регулировании толщины полосы. На чертеже представлено устройство для регулирования толщины и пр филя полосы с системой,управления. Устройство содержит опорные и ра бочие валки 1 и 2, на шейках которых установлены подушки 3 - 5. По- душки 4 опорных валков через подпят ник 6 опираются на траверсу 7, последняя - на гидроцилиндры 8 и 9, смонтированные в станине 10 клети. Траверса 7 через тягу 11 связана с подушкой 5, установленной на шейке рабочего валка 2. Требуемое давление в гидрощшиндрах 8 и 9 создается с помощью насосов 12 и 13 и ре гулируется регуляторами 14 и 15 дав ления по сигналам от блока 16 управ ления . Гидроцилиндры 8 и 9 через ре гуляторы 14 и 15 давления соединены между собой с помощью перепускного трехходового клапана 17, третей канал которого соединен со сливньм ба ком 18. Устройство работает следуюп1им об разом. В зависимости от ожидаемого давления металла на валки и требуемого усилия противоизгиба (дополнительного изгиба) в блоке 16 управления формируется сигнал, пропорциональньш давлению в гидроцилиндре 8 согласно уравнению Р -Ра в гидроцилиндре 9 согласно уравнениюР -L + Q - Р, 9 2 где Р - давление металла на валки; Q - требуемая сила противоизгиба (дополнительного изгиба рабочих валков; - коэффициент пропорциональности, постоянный для данно го стана; 21 f и 6 - расстояния между осью подпятника и осями гидроцилиндров (см. чертеж). При противоизгибе в формуле (1) ставят знак минус, при дополнительном изгибе - знак плюс. Сигнал подается на регуляторы 14 и 15 давления в гидроцилиндрах 8 и 9. При положительной разности давлений Р Рд - Рд траверса 7, поворачиваясь вокруг оси подушки, создает на тяге 11 усилие противоизгиба, а при отрицательной - усилие дополни- . тельного изгиба. Эти силы через тягу II передаются на подушку 5., установленную на удлиненной шейке рабочего валка 2. В случае отклонения режима прокатки от номинального и необходимости снижения силы противоизгиба (дополнительного изгиба) новое cooTHonieние сил в гидроцилиндрах 8 и 9 вычисляется по уравнениям (1) и (2) блоком 16 управления и передается на регуляторы 14 и 15 давления, которые в этом случае работают в двух режимах. При первом режиме усилие противоизгиба (дополнительного изгиба) необходимо снизить, т.е. уменьшить перепад давлений в гидроцилиндрах 8 и 9. В этом случае открывается трехходовой клапан 17 и жидкость из гидроцилиндра с более высоким давлением перетекает в требуемом количестве в гидроцилиндр с более низким давлением. Если в гидроцилиндре с низким давлением достигнут требуемый уровень давления, а в гидроцилиндрё с высоким еще нет, то с помощью трехходового клапана 17 излишек жидкости перетекает в сливной бак 18. При втором режиме усилие противоизгиба (дополнительного изгиба) необходимо поднять, т.е. увеличить разность давлений в гидроцнлиндрах 8 и 9. При этом гидроцилиндр, в котором необходимо снизить давление, через трехходовой клапан 17 подсоединяется к сливному баку 18, а гидроцилиндр, в котором необходимо поднять давление, подключается к соответствующему насосу. При изменении давления металла на валки при сохранении постоянства усилий противоизгиба(дополнительного
31
изгиба) , давление в гидроцилиндрах 8 и 9 изменяется на величину, равную половине прироста давления металла на валки.
Соотношениедавлений в гидроцилиндрах при этом остается прежним. Этим обеспечивается регулирование толщины полосы. Если при изменении давления металла требуется изменить профиль полосы т.е. усилие изгиба рабочих валков, то новое давление в гидроцилиндрах 8 и 9 определяется по уравнениям (1) и (2) в зависимости от нового давления металла на валки и по сигналу от блока 16 управления в гидроцилиндрах 8 и 9 проводится изменение давления, осуществляя одновременную перестройку рабочей клети как на новую толщину, так и на новый профиль.
Таким образом, регулирование толщины и профиля полосы осуществляется как независимо, так и совместно от одного блока регулирования, что способствует повышению точности прокатываемой полосы, исключая дополнительное силовое нагружение клети при регулировании толщины полосы, путем гидрораспора валков.
602 Формула
изобретения
Устройство для регулирования толщины и профиля полосы, содержащее два гидроцилиндра, установленных вдоль шейки валка, два регудятора давления, два гидронасоса и блок управления, содержащий датчики-задатчики толщины и профиля полосы, функциональный преобразователь и сумматор, причем вход функционального . преобразователя соединен с выходами задатчиков толщины и профиля, а его выход соединен с входом регулятора давления одного гидроцилиндра и через сумматор - с входом регулятора давления другого гидроцилиндра, о тличающееся тем, что, с целью повышения точности размеров прокатываемых полос за счет исключения дополнительного нагружения клети при регулировании толщины полосы, оно снабжено траверсой, тягой и трехходовым краном, соединенчым с гидроцилиндрами, траверса установлена между подушкой опорного валка и гидроцилиндрами, а тяга соединена одним концом с подушкой иа шейке рабочего валка, а другим - с траверсой .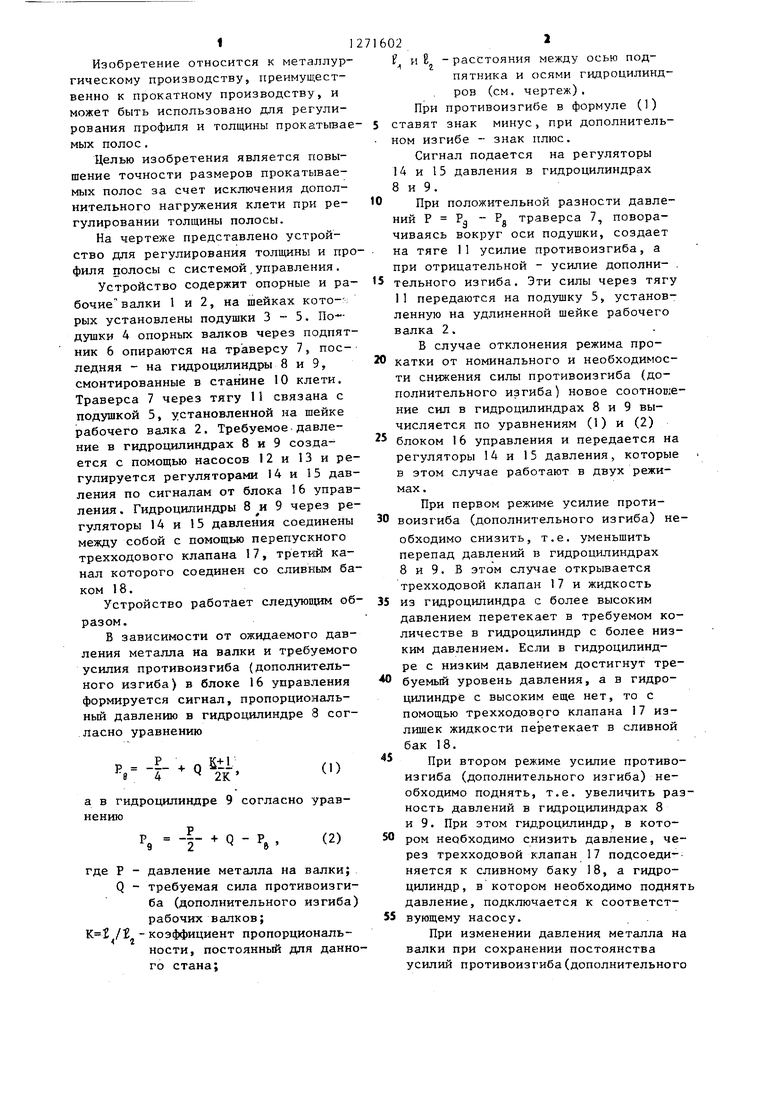
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| Прокатная клеть | 1982 |
|
SU1088819A1 |
| Система регулирования относительного обжатия на дрессировочном стане | 1980 |
|
SU931257A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПРОФИЛЯ РАБОЧИХ ВАЛКОВ СТАНА КВАРТО | 1971 |
|
SU312634A1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |
| ЛИСТОПРОКАТНЫЙ СТАН КВАРТО | 2008 |
|
RU2381848C1 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| Прокатная клеть | 1980 |
|
SU1003948A1 |
Изобретение относится к оборудованию прокатного производства в металлургии и может использоваться в системах регулирования профиля и толщины прокатываемых полос. Цель изобретения - повышение точности размеров прокатываемых полос за счет расширения диапазона регулирования и исключения дополнительного нагружения клети при регулировании толщины. Устройство содержит подушки 4 и 5 рабочих валков 12, подпятник 6, траверсу 7, гидроцилиндры 8 и 10, тягу 11, регуляторы 14 и 15 давления, блок 16 управления и трехходовой кран I7, блок 16 управления. Траверса 7 расположена между подушкой 3 опорного валка и гидроцилиндрами 8 и 9 и соединена при помощи тяги с дополнительной подушкой 5 рабочих (Л валков. Гидроцилиндры 8 и 9 соединены между собой через трехходовой кран 17. 1 ил.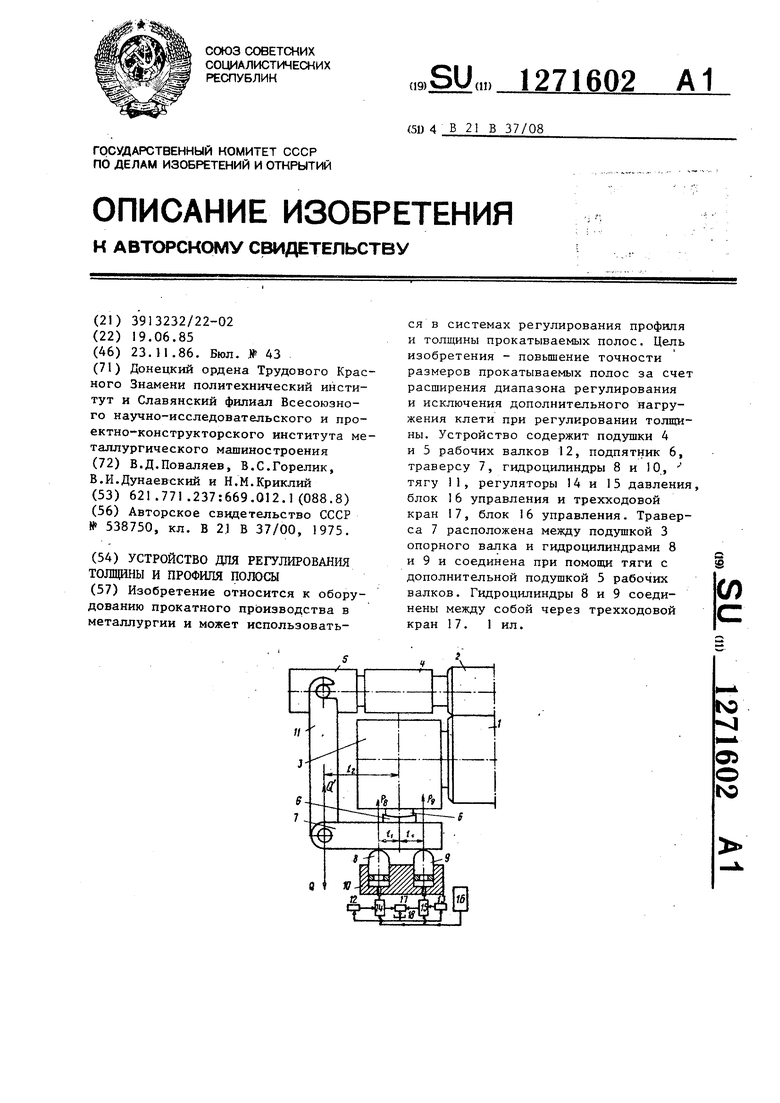
| Устройство для регулирования толщины и профиля полосы | 1975 |
|
SU538750A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
