Изобретение относится к устройствам для обработки металлов давлением и может быть использовано при маркировании изделий цилиндрической формы.
Цель изобретения - повышение качества отпечатка путем обеспечения необходимого усилия вдавливания для клейм с различным профилем знака.
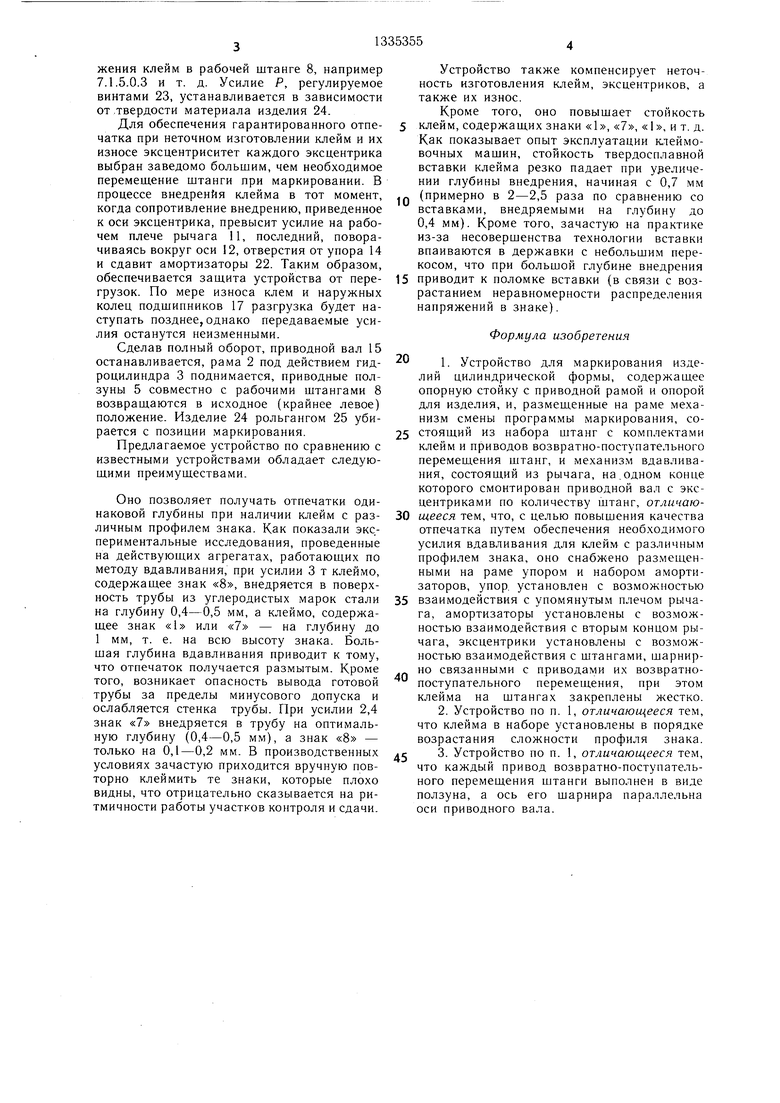
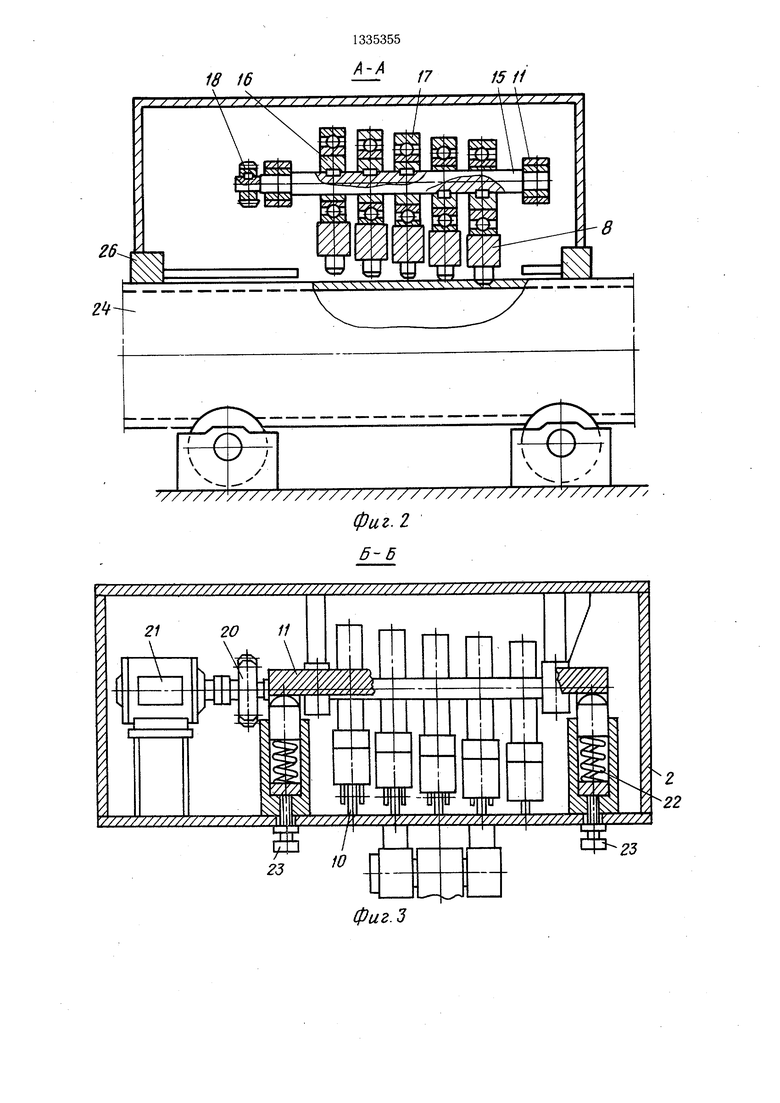
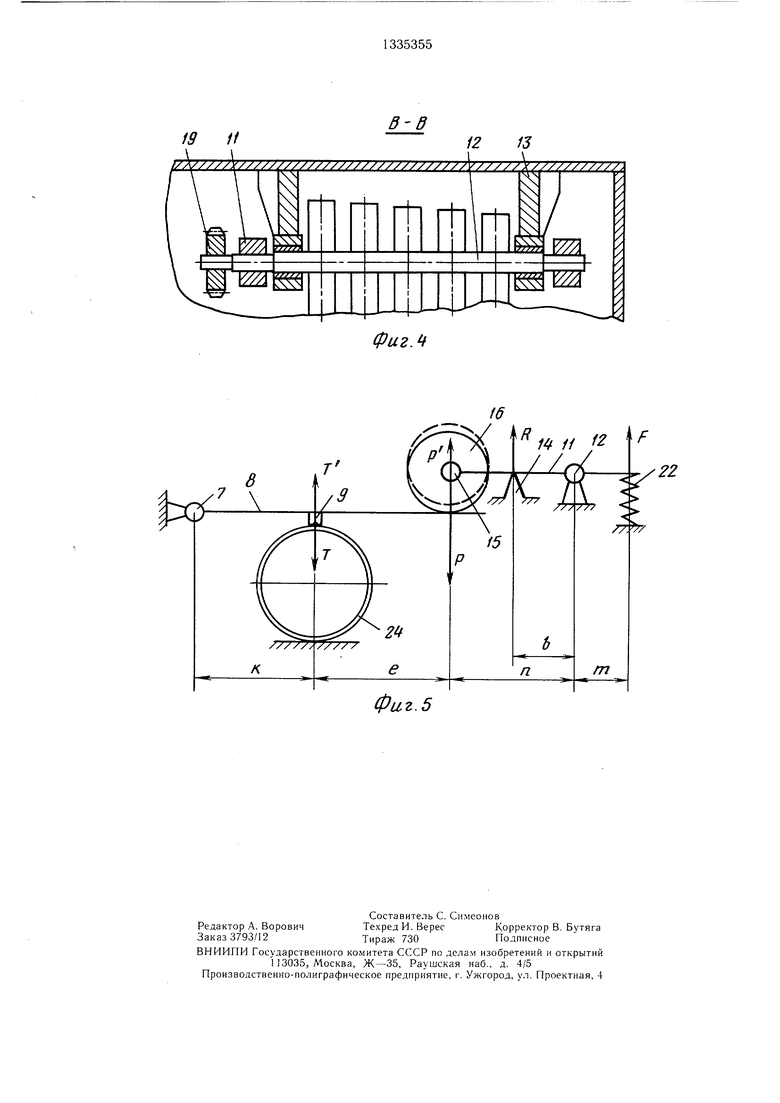
На фиг. 1 представлено устройство для маркирования, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - схема действующих сил.
Устройство для маркирования изделий цилиндрической формы содержит опорную стойку 1, щарнирно связанную с ней раму 2 и гидроцилиндр 3 качания рамы.
На раме 2 установлены механизм 4 набора программы маркирования и механизм вдавливания. Механизм 4 набора программы маркирования кинематически .связан с приводными ползунами 5, каждый из которых установлен в замкнутых направляющих 6. Приводные ползуны 5 соединены посредством щарниров 7, оси которых параллельны линии маркирования, с рабочими штангами 8, несущими неподвижно закрепленные на них наборы клейм 9. Для удержания рабочих штанг 8 в горизонтальном положении при их передвижении во время набора программы они снабжены подпружиненными роликами 10, контактирующими с поверхностью рамы 2.
Механизм вдавливания выполнен в виде рычага 11 первого рода с осью 12 качания, установленной в опорах 13 рамы 2. На рабочем плече рычага 11, взаимодействующем со стационарным упором 14 рамы 2, установлен приводной вал 15 с жестко закрепленными на нем круговыми эксцентриками 16, расположенными веерообразно с одинаковым угловым шагом. Каждый эксцентрик 16 через напрессованный на него подшипник 17 качения контактирует со свободным концом соответствующей рабочей штанги 8. Приводной вал 15 через систему зубчатых колес 18-20 связан с электродвигателем 21, расположенным на раме 2. Свободное плечо рычага 11 опирается на амортизаторы 22. Регулировка упругих элементов амортизаторов выполняется с помощью винтов 23.
Устройство для маркирования изделий цилиндрической формы работает следующим образом.
В исходном положении при поднятой раме 2 включается механизм 4 набора программы маркирования. При этом рабочие штанги 8, перемещаясь совместно с приводными ползунами 5, выводят на линию маркирования соответствующие клейма 9.
Изделие 24 рольгангом 25 подается на позицию маркироания. Рама 2 под действием гидроцилиндра 3 опускается до соприкосновения ее башмаков 26 с изделием 24.
При включении электродвигателя 21 механизма накатки крутящий момент через систему зубчатых колес 18-20 передается на приводной вал 15. Эксцентрики 16, вращаясь, поочередно воздействуют через подшипники 17 качения на свободные концы соответствующих рабочих щтанг 8. Каждая рабочая щтанга 8 при этом поворачивается в шарнире 7 и вдавливает клеймо 9 в поверхность изделия 24.
В исходном положении рычаг 11 находится в равновесии, поскольку момент от усилия F настройки амортизаторов равен моменту от реакции R со стороны упора 14, т. е. , и в исходном положении эксцентрик 16 не касается рабочей штанги 8.
При вращении приводного вала 15 эксцентрик 16 входит в контакт с рабочей штангой 8, при этом клеймо 9, воздействуя на изделие 24 усилием Т, внедряется. По мере внедрения клейма сопротивление его перемещению Т () возрастает, соответственно возрастает и усилие Р. Рычаг 11 по-прежнему находится в равновесии, но уже под действием трех сил F, R Р , где Р - реакция со стороны штанги 8 на эксцент- рик 16 ():
F-m R-b- -P -n.
При достижении некоторого критического значения сопротивления Г кр реакция Р до- стигает такой величины, что , и ры чаг 11, преодолевая сопротивление амортизатора 22, поворачивается по часовой стрелке на некоторую величину, разгружая тем самым механизм вдавливания.
При этом поворот рычага прекращается, поскольку он приходит в состояние равновесия
Гкр.Якр(/( + /)
(1)
и внедрение клейма заканчивается. Если за- ранее знать, какое нужно усилие, чтобы внедрять клеймо заданного профиля на оптимальную глубину, т. е. Гкр, то можно определить усилие, которое требуется для настройки амортизаторов:
45Р Ркр.п.
- ni
т Ткр-k
Т+Г
где для определенной настройки амортиза- 50 торов величина Ркр постоянна (так как постоянные F, m и п). Из выражения (1) имеем
k - т D
/ кр - fKf
55 Подставляя сюда значение Гкр для клейм с различными профилями знаков, получим необходимые расстояния К от оси 7 до соответствующих клейм, т. е. порядок расположения клейм в рабочей штанге 8, например 7.1.5.0.3 и т. д. Усилие Р, регулируемое винтами 23, устанавливается в зависимости от твердости материала изделия 24.
Для обеспечения гарантированного отпечатка при неточном изготовлении клейм и их износе эксцентриситет каждого эксцентрика выбран заведомо большим, чем необходимое перемещение штанги при маркировании. В процессе внедрения клейма в тот момент, когда сопротивление внедрению, приведенное к оси эксцентрика, превысит усилие на рабочем плече рычага 11, последний, поворачиваясь вокруг оси 12, отверстия от упора 14 и сдавит амортизаторы 22. Таким образом, обеспечивается защита устройства от перегрузок. По мере износа клем и наружных колец подшипников 17 разгрузка будет наступать позднее, однако передаваемые усилия останутся неизменными.
Сделав полный оборот, приводной вал 15 останавливается, рама 2 под действием гидроцилиндра 3 поднимается, приводные ползуны 5 совместно с рабочими штангами 8 возвращаются в исходное (крайнее левое) положение. Изделие 24 рольгангом 25 убирается с позиции маркирования.
Предлагаемое устройство по сравнению с известными устройствами обладает следующими преимуществами.
Оно позволяет получать отпечатки одинаковой глубины при наличии клейм с различным профилем знака. Как показали экс.- периментальные исследования, проведенные на действующих агрегатах, работающих по методу вдавливания, при усилии 3 т клеймо, содержащее знак «8, внедряется в поверхность трубы из углеродистых марок стали на глубину 0,4-0,5 мм, а клеймо, содержащее знак «1 или «7 - на глубину до 1 мм, т. е. на всю высоту знака. Большая глубина вдавливания приводит к тому, что отпечаток получается размытым. Кроме того, возникает опасность вывода готовой трубы за пределы минусового допуска и ослабляется стенка трубы. При усилии 2,4 знак «7 внедряется в трубу на оптимальную глубину (0,4-0,5 мм), а знак «8 - только на 0,1-0,2 мм. В производственных условиях зачастую приходится вручную повторно клеймить те знаки, которые плохо видны, что отрицательно сказывается на ритмичности работы участков контроля и сдачи.
Устройство также компенсирует неточность изготовления клейм, эксцентриков, а также их износ.
Кроме того, оно повышает стойкость
клейм, содержащих знаки «1, «7, «1, и т. д. Как показывает опыт эксплуатации к теймо- вочных мащин, стойкость твердосплавной вставки клейма резко падает при увеличении глубины внедрения, начиная с 0,7 мм
Q (примерно в 2-2,5 раза по сравнению со вставками, внедряемыми на глубину до 0,4 мм). Кроме того, зачастую на практике из-за несовершенства технологии вставки впаиваются в державки с небольшим перекосом, что при большой глубине внедрения
приводит к поломке вставки (в связи с возрастанием неравномерности распределения напряжений в знаке).
Формула изобретения
0 1. Устройство для маркирования изделий цилиндрической формы, содержащее опорную стойку с приводной рамой и опорой для изделия, и, размещенные на раме механизм смены программы маркирования, со5 стоящий из набора штанг с комплектами клейм и приводов возвратно-поступательного перемещения штанг, и механизм вдавлива- иия, состоящий из рычага, на одном конце которого смонтирован приводной вал с эксцентриками по количеству штанг, отличаю0 щееся тем, что, с целью повышения качества отпечатка путем обеспечения необходимого усилия вдавливания для клейм с различным профилем знака, оно снабжено размещенными на раме упором и набором амортизаторов, упор, установлен с возможностью
5 взаимодействия с упомянутым плечом рычага, амортизаторы установлены с возможностью взаимодействия с вторым концом рычага, эксцентрики установлены с возможностью взаимодействия с штангами, шарнир
но связанными с приводами их возвратнопоступательного перемещения, при этом клейма на щтангах закреплены жестко. 2. Устройство по п. 1, отличающееся тем, что клейма в наборе установлены в порядке возрастания сложности профиля знака. 3. Устройство по п. 1, отличающееся тем, что каждый привод возвратно-поступательного перемещения штанги выполнен в виде ползуна, а ось его шарнира параллельна оси приводного вала.
///
фаг.г
Г2 7.--22
23
фиг.З
19 if
S ff
фиг л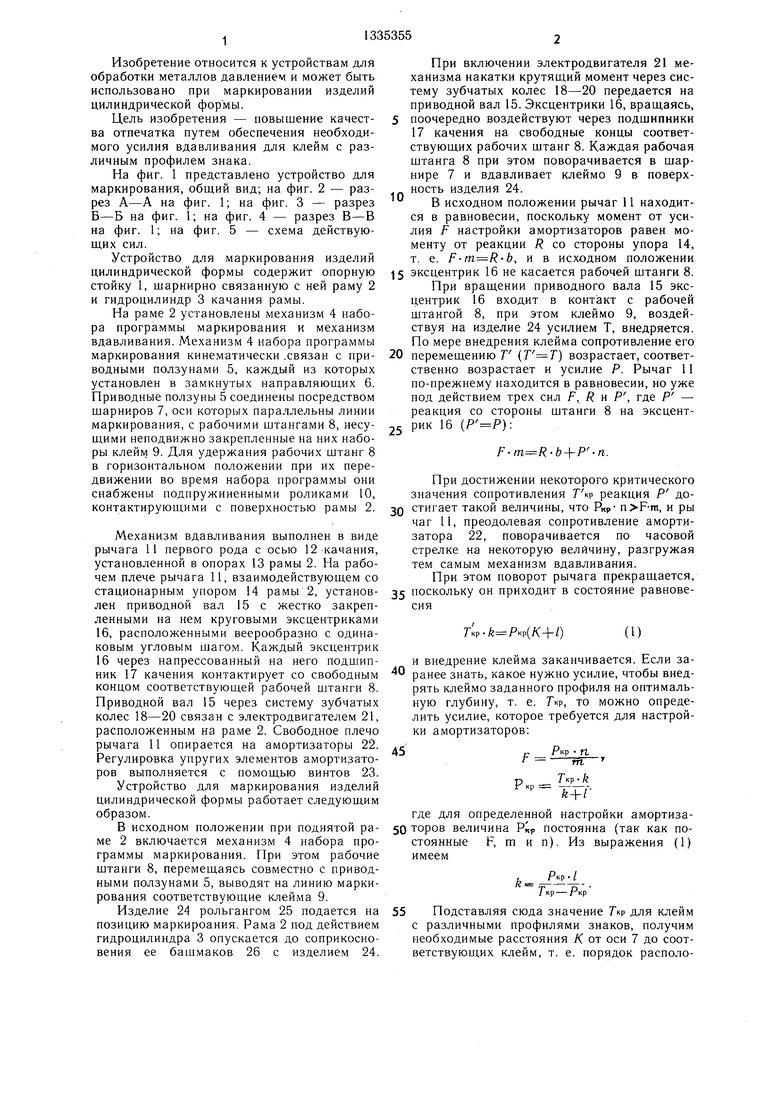
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения прокатных профилей | 1980 |
|
SU1053924A1 |
| Устройство для маркирования | 1981 |
|
SU965542A1 |
| Устройство для маркирования профилей | 1984 |
|
SU1225637A1 |
| Устройство для маркирования прокатных профилей | 1986 |
|
SU1431885A2 |
| Устройство для маркирования | 1983 |
|
SU1189691A1 |
| Устройство для маркирования | 1983 |
|
SU1419784A1 |
| Устройство для маркирования прокатныхпРОфилЕй | 1979 |
|
SU845948A2 |
| Устройство для маркировки прокатных профилей | 1977 |
|
SU634811A1 |
| Устройство для клеймения труб | 1975 |
|
SU538759A1 |
| Устройство для клеймения | 1987 |
|
SU1461556A1 |
Изобретение относится к обработке металлов давлением и может быть исноль- зовано для маркировки изделий цилиндрической формы. Цель - повышение качества. Для этого устройство содержит опорную стойку 1, подвижную приводную раму 2 с установленными на ней механизмом набора программы маркирования 4, связанным с рейками, несущими клейма 9, и механизмом вдавливания, выполненным в виде рычажно установленного приводного вала с закрепленными на нем эксцентриками. Каждая рейка выполнена в виде приводного.мюлзуна 5 и шарнирно связанной с ним рабочей штанги (РШ) 8 с неподвижно установленными в ней клеймами 9, причем ось шарнира 7 параллельна линии маркирования. Эксцентрики установлены с возможностью взаимодействия со свободными концами РШ 8, а свободное плечо рычага 11 приводного вала связано с амортизаторами 22, закрепленными на раме 2. Клейма в РШ 8 установлены в порядке возрастания сложности профиля знака. Цоскольку каждая РШ 8 нред- ставляет собой рычаг второго рода, ось качания которого совпадает с осью шарнира 7, а усилие на рабочем плече рычага 11 приводного вала постоянно, усилие на каждом конкретном клейме определяется ходом соответствующей РШ 8 во время набора программы. 2.3.П.Ф-ЛЫ, 5 ил. СЛ ч г б Я г-г- гсо 00 ел со ел ел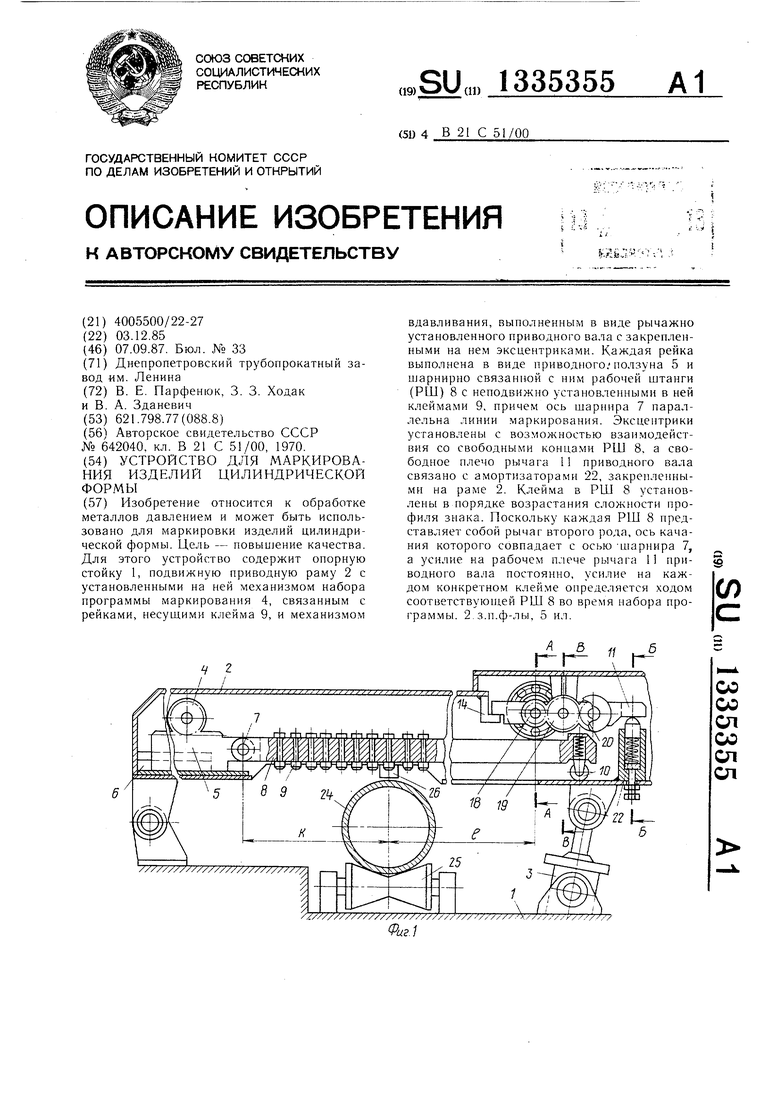
// f2
F
22
Фиг.5
| Машина для клеймения проката | 1970 |
|
SU642040A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
