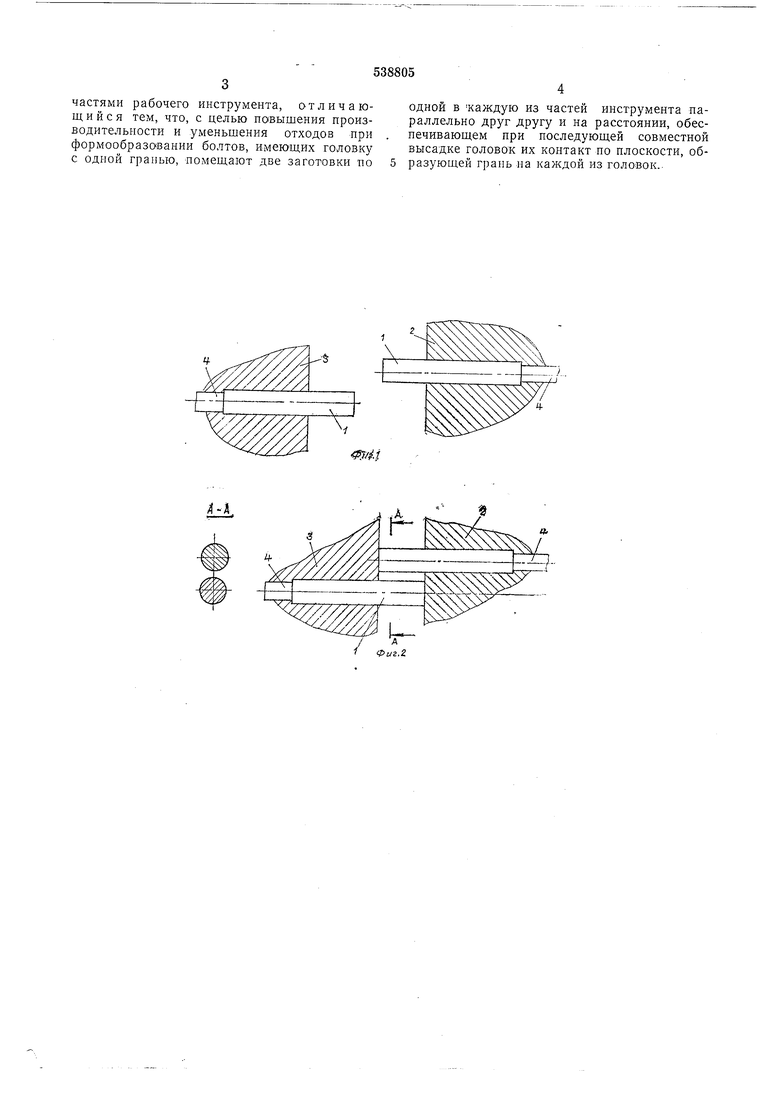
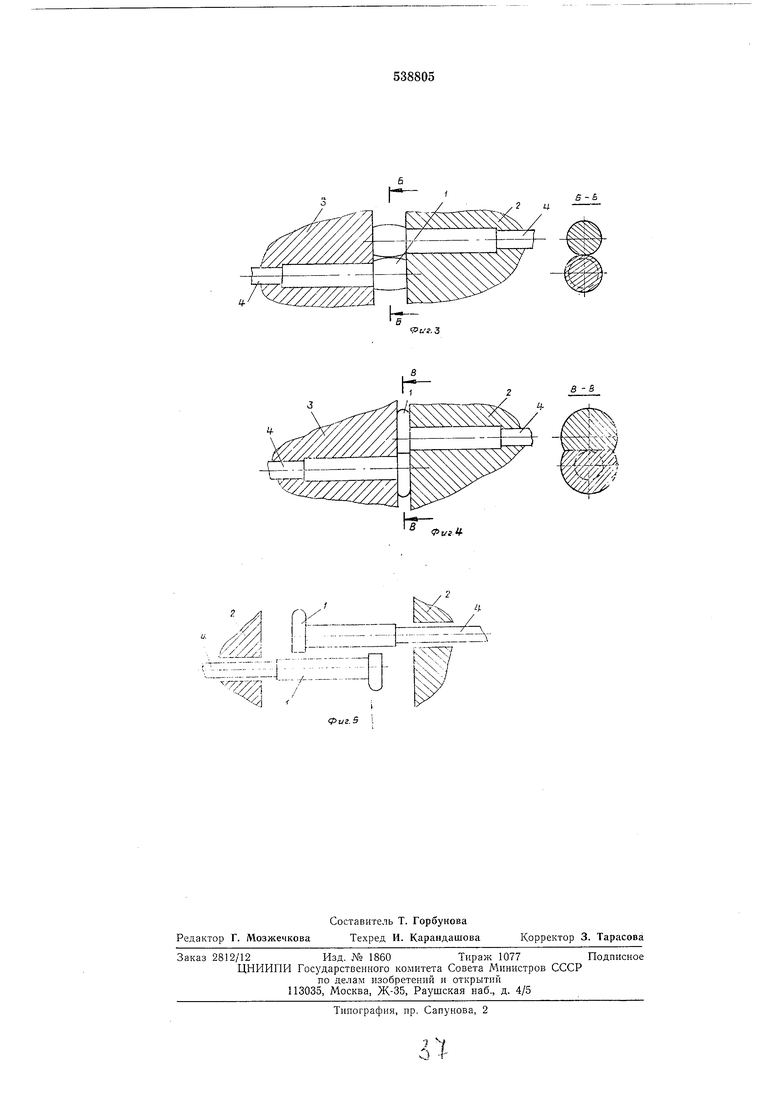
частями рабочего инструмента, отличающийся тем, что, с целью повышения производительности и уменьшения отходов при формообразовании болтов, имеющих головку с одной гранью, номеш,ают две заготовки rio
одной в каждую из частей инструмента параллельно друг другу и на расстоянии, обеспечивающем при последующей совместной высадке головок их контакт по плоскости, образующей грань иа каждой из головок..
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1988 |
|
SU1625676A1 |
| Режущая вставка | 1978 |
|
SU751507A1 |
| Станок для сверления отверстий в щитовых деталях | 1976 |
|
SU644619A1 |
| Способ настройки инструмента правильных машин с поворотными зажимными головками и устройство для его осуществления | 1981 |
|
SU995968A1 |
| ТОКАРНЫЙ ОДНОШПИНДЕЛЫ1ЫЙ ПОЛУАВТОМАТВСЕСОЮЗНАЯПАТ1НТКО-Т[ХНИ'!Е-НАЯБИБ.П'-'О • "'КЛ | 1972 |
|
SU344928A1 |
| Инструмент для удаления изоляции с концов электрических проводов | 1985 |
|
SU1309143A1 |
| Блок магнитных головок | 1981 |
|
SU995116A1 |
| Устройство для корректировки массы роторов | 1977 |
|
SU651901A1 |
| ФРЕЗЕРНАЯ ГОЛОВКА ДЛЯ ПЕРЕРАБОТКИ ТОНКОМЕРНОЙ ДРЕВЕСИНЫ В БРУС И ТЕХНОЛОГИЧЕСКУЮ ЩЕПУ ИЛИ СТРУЖКУ | 1995 |
|
RU2146609C1 |
| Инструментальный узел для обрезки многогранных головок стержневых изделий | 1981 |
|
SU1013076A1 |
«.
Фиг. 5 1
Ё-В
В -S
Фиг.Ц
