(5k) БЛОК МАГНИТНЫХ ГОЛОВОК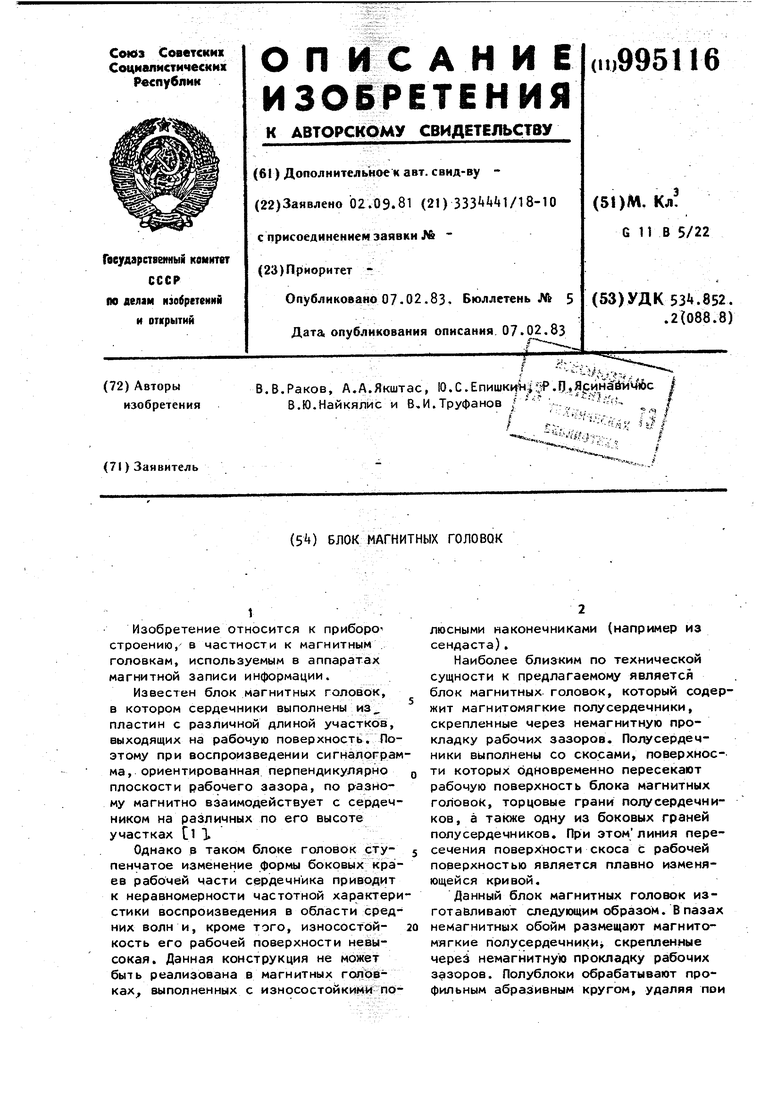
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Двухдорожечный блок магнитных головок | 1982 |
|
SU1081655A1 |
| Многодорожечный блок стирающих магнитных головок и способ его изготовления | 1981 |
|
SU980140A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Магнитная головка | 1990 |
|
SU1705859A1 |
.1
Изобретение относится к приборе строению, в частности к магнитным головкам, используемым в аппаратах магнитной записи информации.
Известен блок магнитных головок, в котором сердечники выполнены из, пластин с различной длиной участков, выходящих на рабочую поверхность. Поэтому при воспроизведении сигналограмма, ориентированная перпендикулярно Q плоскости рабочего зазора, по разному магнитно взаимодействует с сердечником на различных по его высоте участках til.
Однако в таком блоке головок сту- j пенчатое изменение формы боковых краев рабочей части сердечника приводит к неравномерности частотной характеристики воспроизведения в области средних волн и, кроме того, износостой- 20 кость его рабочей поверхности невысокая. Данная конструкция не может быть реализована в магнитных головках, выполненных с износостойким полюсными наконечниками (например из сендаста).
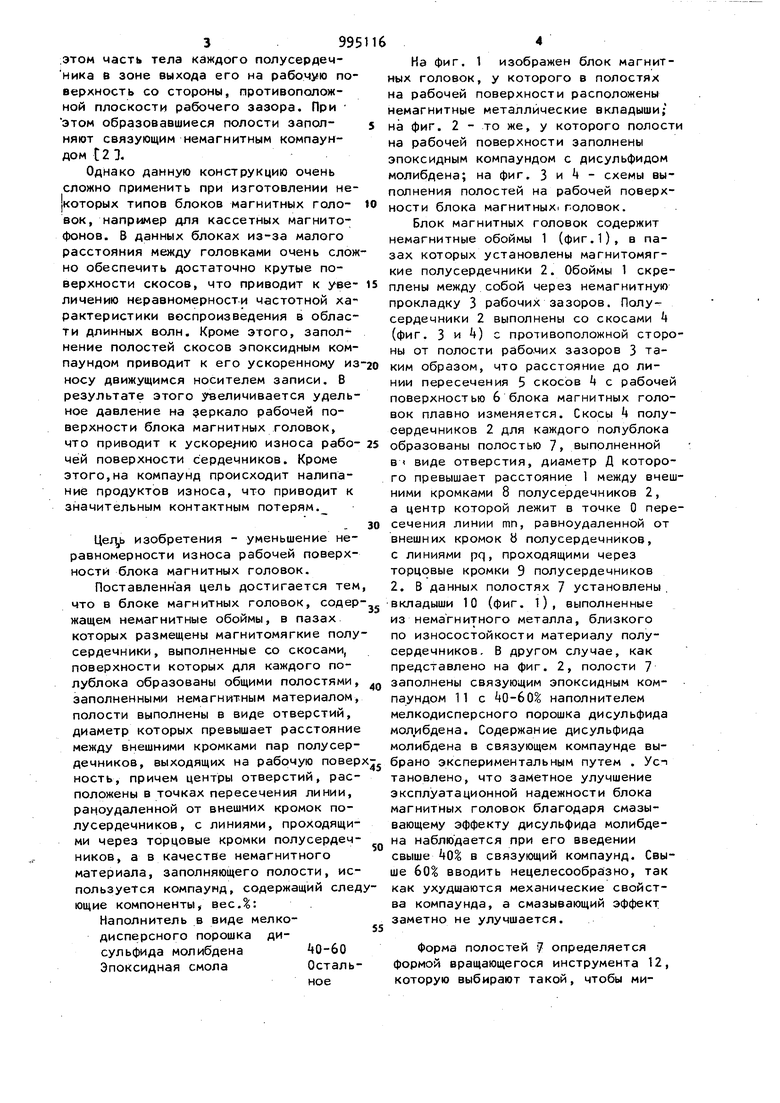
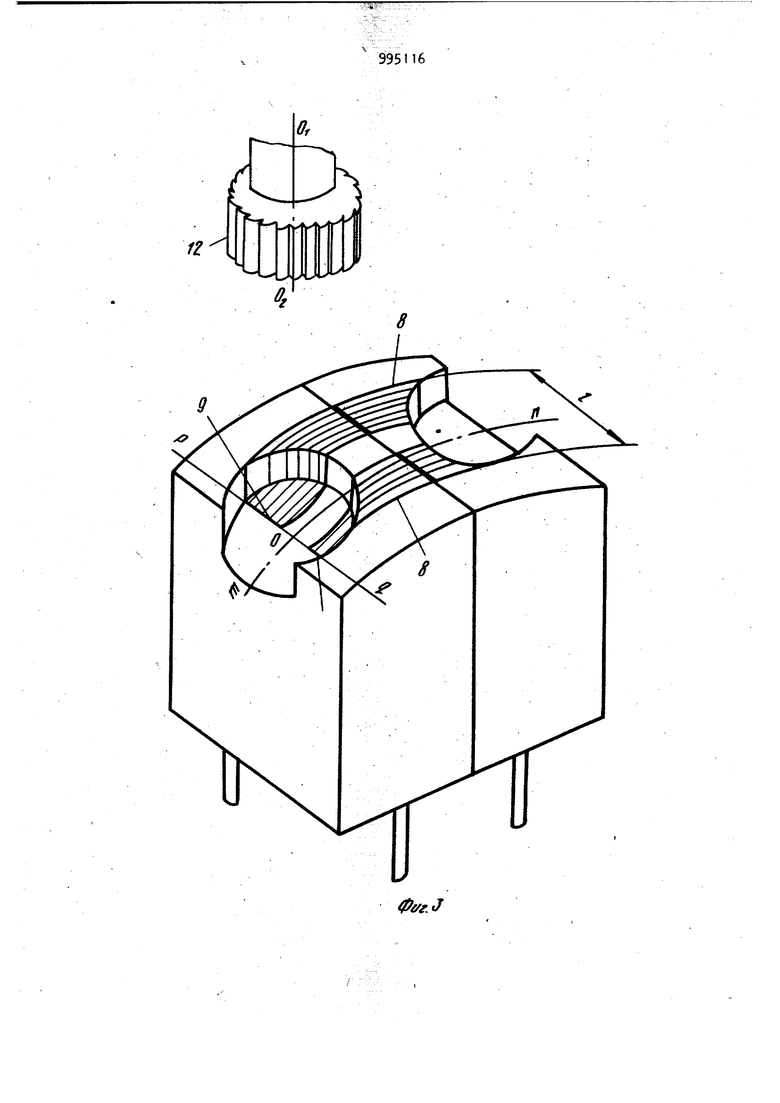
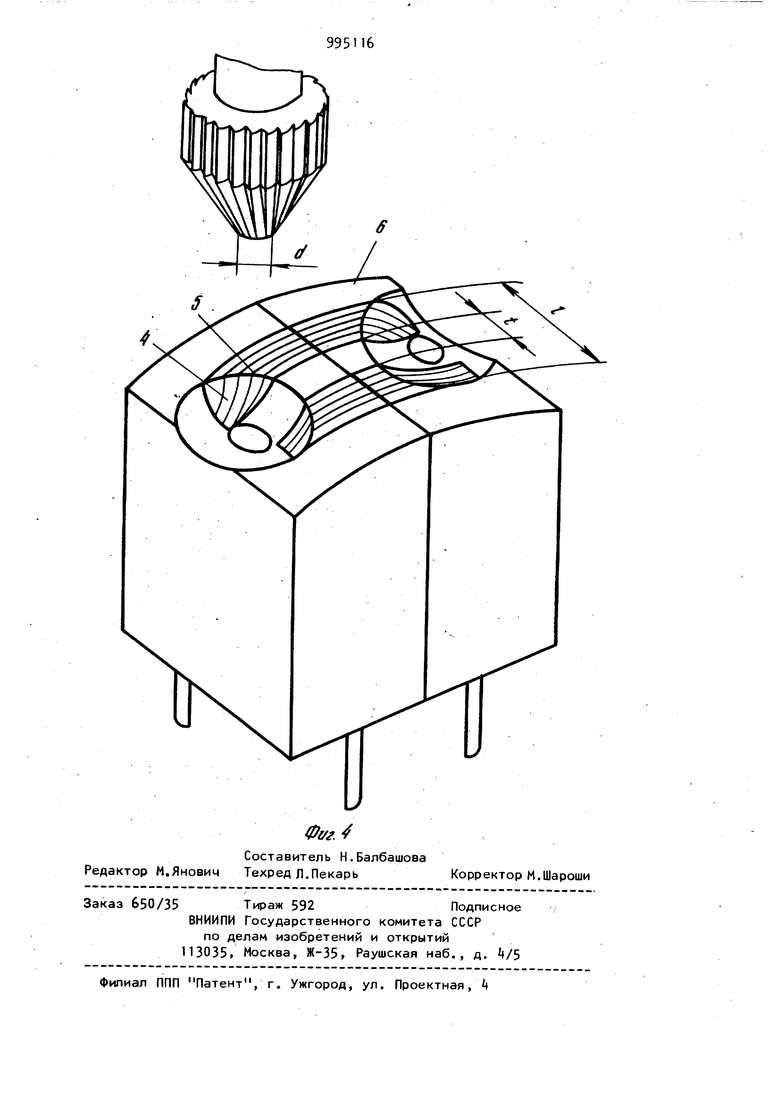
Наиболее близким по технической сущности к предлагаемому является блок магнитных головок, который содержит магнитомягкие полусердечники, скрепленные через немагнитную прокладку рабочих зазоров. Полусердечники выполнены со скосами, поверхности которых одновременно пересекают рабочую поверхность блока магнитных головок, торцовые грани полусердечников , а также одну из боковых граней полусердечников. При этомлиния пересечения поверхности скоса с рабочей поверхностью является плавно изменяющейся кривой.
Данный блок магнитных головок изготавливают следукщим образом. В пазах немагнитных обойм размещают магнитомягкие полусердечники скрепленные через немагнитную прокладку рабочих зазоров. Полублоки обрабатывают профильным абразивным кругом, удаляя пои 3995 этом часть тела каждого полусердечника в зоне выхода его на рабочую поверхность со стороны, противоположной плоскости рабочего зазора. При этом образовавшиеся полости заполняют связующим немагнитным компаундом 21 Однако данную конструкцию очень сложно применить при изготовлении не}которых типов блоков магнитных головок, например для кассетных магнитофонов. В данных блоках из-за малого расстояния между головками очень слож но обеспечить достаточно крутые поверхности скосов, что приводит к увеличению неравномерности частотной характеристики воспроизведения в области длинных волн. Кроме этого, заполнение полостей скосов эпоксидным компаундом приводит к его ускоренному из носу движущимся носителем записи. В результате этого увеличивается удельное давление на еркало рабочей поверхности блока магнитных головок, что приводит к ускоре|нию износа рабочей поверхности Сердечников. Кроме этого,на компаунд происходит налипание продуктов износа, что приводит к значительным контактным потерям. Цеху) изобретения - уменьшение неравномерности износа рабочей поверхности блока магнитных головок. Поставленная цель достигается тем что в блоке магнитных головок, содер жащем немагнитные обоймы, в пазах которых размещены магнитомягкие полу сердечники, выполненные со скосами, поверхности которых для каждого полублока образованы общими полостями, заполненными немагнитным материалом, полости выполнены в виде отверстий, диаметр которых превышает расстояние между внешними кромками пар полусердечников, выходящих на рабочую повер ность, причем центры отверстии, расположены в точках пересечения линии, раноудаленной от внешних кромок полусердечников, с линиями, проходящими через торцовые кромки полусердечников, а в качестве немагнитного материала, заполняющего полости, используется компаунд, содержащий след ющие компоненты, вес.%: Наполнитель в виде мелкодисперсного порошка дисульфида молибдена 40-60 Эпоксидная смола ОстальноеНа фиг. 1 изображен блок магнитных головок, у которого в полостях на рабочей поверхности расположены немагнитные металлические вкладыши; на фиг. 2 - то же, у которого полости на рабочей поверхности заполнены эпоксидным компаундом с дисульфидом молибдена; на фиг, 3 и - схемы выполнения полостей на рабочей поверхности блока магнитных головок. Блок магнитных головок содержит немагнитные обоймы 1 (фиг.1), в пазах которых установлены магнитомягкие полусердечники 2. Обоймы 1 скреплены между собой через немагнитную прокладку 3 рабочих зазоров. Полусердечники 2 выполнены со скосами k (фиг. 3 и 4) с противоположной стороны от полости рабо.чих зазоров 3 таким образом, что расстояние до лиНИИ пересечения 5 скосов k с рабочей поверхностью 6 блока магнитных головок плавно изменяется. Скосы k полусердечников 2 для каждого полублока образованы полостью 7, выполненной в виде отверстия, диаметр Д которого превышает расстояние 1 между внешними кромками 8 полусердечников 2, а центр которой лежит в точке О пересечения линии тп, равноудаленной от внешних кромок b полусердечников, с линиями pq, проходящими через торцовые кромки 9 полусердечников 2. В данных полостях 7 установлены . вкладыши 10 (фиг. 1), выполненные из немагнитного металла, близкого по износостойкости материалу полусердечников, В другом случае, как представлено на фиг. 2, полости 7 заполнены связующим эпоксидным компаундом 11 с наполнителем мелкодисперсного порошка дисульфида мол.ибдена. Содержание дисульфида молибдена в связующем компаунде выбрано экспериментальным путем . Уст тановлено, что заметное улучшение эксплуатационной надежности блока магнитных головок благодаря смазывающему эффекту дисульфида молибдена наблюдается при его введении свыше kO% в связующий компаунд. Свыше 60% вводить нецелесообразно, так как ухудшаются механические свойства компаунда, а смазывающий эффект заметно не улучшается. Форма полостей 7 определяется формой вращающегося инструмента 12, которую выбирают такой, чтобы ми5нимальный диаметр режущих кромок превышал расстояние 1 между внешними кромками полусердечников 2, Инструмент может быть как цилиндричес кой формы (фиг. 3), так и конической (фиг. ). Во втором случае минимальный диаметр d задают меньшим расстояния t между внутренними кром ками этих полусердечников. Угол d , при вершине инструмента выбирают в пределах kS -90° в зависимости от конструкции блока магнитных головок и от требуемой формы скосов А полусердечников 2. Угол наклона оси вращения инструмента к обрабатываемой рабочей поверхности блок магнитных головок находится в преде лах О -90. При этом скорость резания при изготовлении магнитных голо вок с пермаллоевыми полусердечниками задают равной / 15-20 м/мин, а подача инструмента составляет S 0,005-0,01 мм/зуб. Предлагаемая конструкция позволя ет достигнуть равномерный износ зер кала рабочей поверхности блока магнитных головок на всем участке сопр косновения движущегося магнитного носителя записи с бликом магнитных головок. В свою очередь, равномерный, заранее расчитанный износ обес печивает качественную работу блока магнитных головок в процессе его эксплуатации, гарантирует возможно достижимый срок службы блока. Наличие в полостях 7 эпоксидного компау да с содержанием Ц0-60% наполнителя из мелкодисперсного порошка дисульфида молибдена способствует не толь ко увеличению срока службы блока, так как дисульфид молибдена обладает эффективным смазывающим свойством и значительно уменьшает коэффициент трения при движении носйте66ля записи по рабочей поверхности блока но также предотвращает ферромагнитное лаковое покрытие магнитного носителя записи от выкрашивания и отслаивания, что улучшает эксплуатационные характеристики носителя. Формула изобретения Блок магнитных головок, содержащий немагнитные обоймы, в пазах которых размещены, магнитно-мягкие полусердечники, выполненные со скосами поверхности которых для каждого полублока образованы общими полостями, заполненными немагнитным материалом, отличающийся тем, что, с целью уменьшения неравномерности износа рабочей поверхности блока, полости выполнены в виде отверстий, диаметр которых превышает расстояние между внешними кромками пар полусердечников, выходящих на рабочую поверхность, причем центры отверстий расположены в точках пересечения линии, равноудаленной от внешних кромок полусердечников, с линиями, проходящими через торцо&ые мромки полусердечнижзв, а в качестве немагнитного материала, заполняющего полости,используется компаунд, содержащий следующие компоненты, вес.%: Наполнитель в виде мелкодисперсного порошка дисульфида молибдена .40-60 Эпоксидная смолаОстальное Источники информации, принятые во внимание при экспертизе 1.Патент Японии № 8- 20б7б, кл. 102 Е 5,07.10.63. 2.Патент США ff , кл. 360-125, 13.01.81 (прототип).
