1
Изобретение относится к деревообрабатывающей промышленности, а именно к станкам для сверления отверстий в щитовых деталях мебели.
Известен станок для сверления щитов, включающий раму, зажимное устройство, установленные на салазках горизонтальные и на стойках вертикальные сверлильные суппорты, обкатный ролик, расположенный на салазках горизонтальных сверлильных суппортов, снабженных пружиной, и направляющий элемент и копир, смонтированные на раме станка 1.
Недостатками указанного станка является сложность переналадки на обработку деталей различных типоразмеров и ограниченные технологические возможности в связи с размещением на вертикальных и горизонтальных суппортах ограниченного количества шпинделей с инструментом.
Известен также многооперационный станок для обработки щитовых деталей мебели, включающий станину со столом, поворотные многощпиндельные верхнюю и боковые инструментальные головки, собачки для фиксации боковых инструментальных головок в заданной позиции, толкатели для перемещения верхней инструментальной головки, взаимодействующие с кулачками, установленными на приводном валу, и шарнирно связанные с толкателями и ползунами боковых инструментальных головок щатуны 2.
Недостаток станка - ограниченные типоразмеры обрабатываемых щитовых деталей, так как боковые инструментальные головки имеют ограниченные зону перемещения и ход, зависимые от хода толкателей, с которыми они шарнирно связаны через шатуны и ползуны.
Целью изобретения является обработка на станке деталей различных типоразмеров.
Это достигается тем, что на столе установлены переставные кронштейны, на которых шарнирно смонтированы собачки, шатуны выполнены телескопическими, а шарниры соединения шатунов с толкателями установлены на последних подвижно, причем кронштейны, шатуны и шарниры шатунов снабжены фиксаторами.
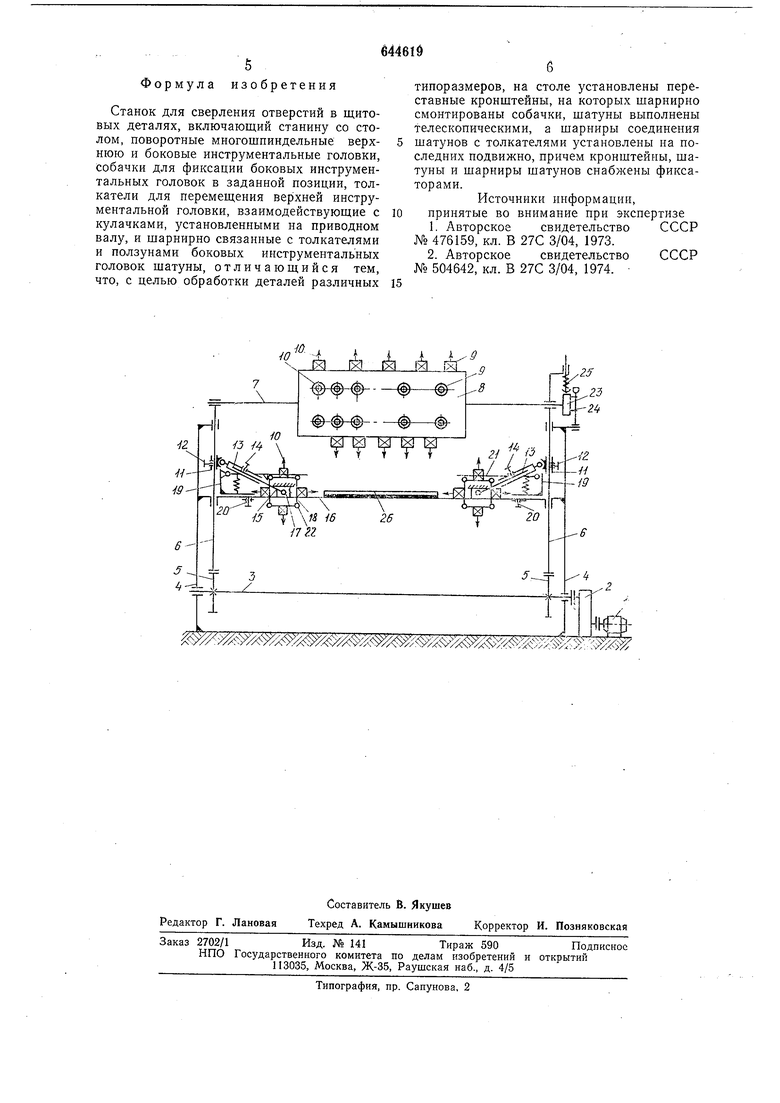
На чертеже схематично представлен предлагаемый станок.
Станок содержит электродвигатель 1, который через редуктор 2 передает движение приводному валу 3, вращающемуся в подшипниках станины 4.
На приводном валу 3 укреплены кулачки 5, приводящие в движение толкатели 6, к которым шарнирно прикреплена посредстBOM вала 7 верхняя поворотная инструменальная головка 8. На каждой грани гоовки 8 смонтированы электродвигатели 9, приводящие во вращение Щпиндели с инструментами 10.
На толкателях 6 с возможностью перемещения, например, на направляющих щпонках установлены шарниры 11, фиксация которых производится винтами 12. . К шарнирам И одними концами прикреплены телескопические шатуны 13, фиксация которых осуществляется винтами 14. Другими концами шатуны 13 шарнирно соединены с ползунами 15, движущимися в направляющих, укрепленных на столе 16.
На ползунах 15 при помощи валов 17 арнирно укреплены боковые поворотные инструментальные головки 18. На каждой грани головок смонтированы электродвигаели 9, приводящие во вращение шпиндели с инструментами 10.
На кронштейнах 19, перемещающихся в направляющих стола 16 и фиксируемых в необходимых положениях винтами 20, шарнирно укреплены и подпружинены собачки 21, находящиеся в контакте с цевками 22, смонтированными на торцах боковых инструментальных головок 18.
На валу 7 верхней инструментальной головки 8 укреплена шайба 23, также снабженная цевками 24.
На станине 4 укреплен фиксатор 25, стабилизирующий вал 7, а вместе с ним и верхнюю инструментальную головку 8 в необходимом положении при обработке. Фиксабрами; укрепленными йа ползунах 15, снабжены и валы 17 боковых инструментальных головок 18 (на чертеже не показаны) .
На столе 16 укрепляется обрабатываемая щитовая деталь 26. Настройка станка прШзводится в зависймйсти от размеров обрабатываемой щитовой детали. Для этого отпускаются винты 14, фиксирующие части телескопических шатунов 13 от взаимного смещения, и винты 20, фиксирующие на столе 16 положение кронштейнов 19, несущих собачки 21. БоКовые инструментальные головки выставляются на размер обрабатываемой щитовой детали. Нри этом они либо разводятся, либо сближаются друг с другом, перемещаясь в {гйправляюЩих стола 16. Соответственно пёрШётДаются и выставляк тся кронштейны 19, несущие собачки 21.
Отпускаются при необходимости регулирования величины хода боковых инструментальных головок (глубины сверления) и винты 12, фиксирующие положение шарниров 11 на толкателях 6. Путем изменения длины шатунов 13 и местоположения шарниров 11 на толкателях 6 устанавливается необходимая длина хода боковых инструментальных головок 18, после чего винты 12, 14, и 20 затягиваются, фиксируя длину
шатунов 13 и местоположение шарниров II и кpoншfeйнoв 19.
Станок работает следующим образом. Перед началом обработки щитовой детали 26 включают электродвигатели 9 всех инструментов 10, укрепленных на тех гранях инструментальных головок 8 и 18, которые обращены в сторону обрабатываемой детали 26. Затем включают электродвигатель 1, который через редуктор 2 поворачивает приводной вал 3.
При вращении приводного вала 3 укрепленные на нем кулачки 5 начинают опускать опирающиеся на них толкатели 6 вместе с укрепленным на них валом 7, несущим фиксированную верхнюю инструментальную головку 8 с работающими инструментами к обрабатываемой детали 26. Одновременно благодаря шатунам 13,
шарнирно закрепленным на толкателях 6, соединенные с ними ползуны 15 вместе с укрепленными на них валами 17, несущими на себе фиксированные боковые инструментальные головки 18 с работающими инструментами 10, начинают двигаться в сторону боковых граней обрабатываемой щитовой детали 26.
После одновременной обработки щитовой детали 26 инструментами 10, укрепленными на инструментальных головках 8 и 18, при помощи вращающихся кулачков 5 толкатели 6 начинают подниматься, поднимая при этом вал 7 с укрепленной на нем верхней инструментальной головкой 8 над обрабатываемой щитовой деталью 26 и отводя посредством шатунов 13 валы 17 и укрепленные на них бокбвыё инструментальные головки 18 от обрабатываемой щитовой де тали 26.
При дальнейшем движении верхней инструментальной головки 8 вверх и боковых инструментальных головок 18 в стороны от обрабатываемой щитовой детали 26 собачки 21 с помощью цевок 22 поворачивают
инструментальные головки 8 и 18 так, что в сторону обрабатываемой детали 26 будут обращены Другие грани инструментальных головок, на которых укреплены другие ннструмейты, предусмотренные технологическим циклом.
При этом фиксаторы 25 зафиксирует валы 7 и 17 в новых положениях.
В моМент, когда посредством кулачков 5 толкатели 6 начнут опускаться, перемещая
в сторону обрабатываемой детали 26 новые инструменты 10, электродвигатели 9, приводящие их во вращение, включаются.
После того, как все грани инструментальных головок 8 и 18 поочередно обрабатывают своими инструментами соответствующие грани детали 26, станок останавливается, обработанная деталь снимается со стола 16, на ее месте укрепляется новая заготовка щитовой детали 26, и цикл работы станка повторяется.
Формула изобретения
Станок для сверления отверстий в щитовых деталях, включающий станину со столом, поворотные многошниндельные верхнюю и боковые инструментальные головки, собачки для фиксации боковых инструментальных головок в заданной нозиции, толкатели для перемещения верхней инструментальной головки, взаимодействующие с кулачками, установленными на приводном валу, и шарнирно связанные с толкателями и ползунами боковых инструментальных головок шатуны, отличающийся тем, что, с целью обработки деталей различных
типоразмеров, на столе установлены переставные кронштейны, на которых шарнирно смонтированы собачки, шатуны выполнены телескопическими, а шарниры соединения шатунов с толкателями установлены на последних подвижно, причем кронштейны, шатуны и шарниры шатунов снабжены фиксаторами.
Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 476159, кл. В 27С 3/04, 1973.
2. Авторское свидетельство СССР № 504642, кл. В 27С 3/04, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок для обработки щитовых деталей мебели | 1980 |
|
SU889430A1 |
| Многооперационный станок для обработки щитовых деталей мебели | 1977 |
|
SU668802A1 |
| Многооперационный станок для обработки щитовых деталей мебели | 1974 |
|
SU504642A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙВ ПЛИТАХ | 1972 |
|
SU358104A1 |
| Полуавтомат для обработки роторов микроэлектродвигателей | 1960 |
|
SU140906A1 |
| Машина для прочесывания щетины | 1935 |
|
SU51029A1 |
| Устройство к металлорежущему станку | 1976 |
|
SU603551A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
