нием металла шва осуществлять управление процессом катодного распыления окисной пленки А12Оз.
Цель изобретения - измельчение структуры и снижение пористости металла шва при сварке алюминия и его сплавов.
Для этого по предлагаемому способу в процессе сварки с электромагнитным перемешиванием магнитное поле накладывают на расплав сварочной ванны в виде асимметричных разнополярных импульсов, амплитуда которых при прямой полярности сварочного тока превышает амплитудное значение тех же импульсов при обратной полярности горения дуги. Импульсы объединяются в группы и реверсируются с требуемой частотой.
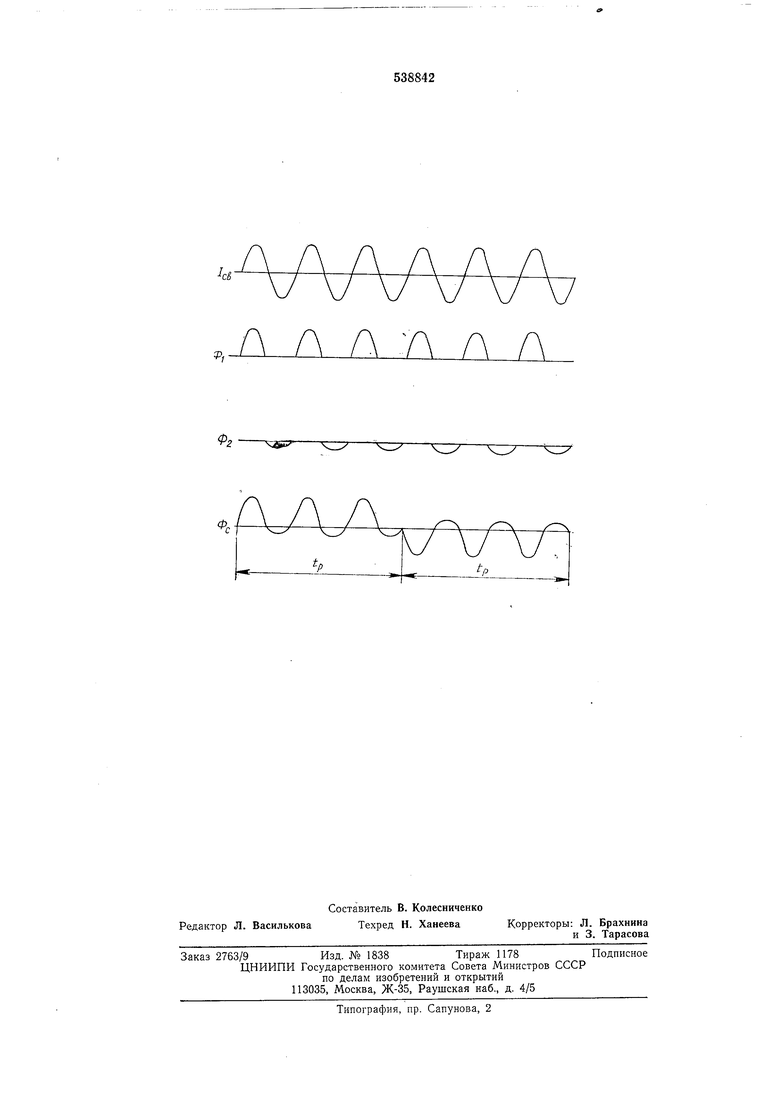
На чертеже изображены временные диаграммы магнитных полей.
В процессе сварки магнитные потоки Ф: и Ф2 создают соленоидом при прохождении однополупериодно выпрямленных импульсов, выделенных из синусоидального напряжения промышленной частоты. Импульсы объединяют в группы таким образом, чтобы импульс магнитного поля, полученный от прохождения положительной полуволны тока, совпадал с положительной полуволной сварочного тока ICB, а отрицательный - с отрицательной. Группы импульсов реверсируют с интервалом р.
При этом амплитудное значение разнополярных импульсов выбирают таким, чтобы независимо от реверсирования ноложительный импульс магнитного поля, взаимодействующий с положительной полуволной сварочного тока, всегда был больше отрицательного.
Взаимодействие положительного магнитного потока Oi с положительной полуволной сварочного тока обеспечивает интенсивное перемешивание расплава сварочной ванны, достаточное для управления процессом кристаллизации и получения измельченной структуры металла шва. При этом сохраняется устойчивость сварочного процесса и удовлетворительное формирование поверхности сварного шва.
Взаимодействие отрицательного магнитного потока Ф2 с поперечной составляюшей дуги, горящей в полупериоды обратной полярности, приводит к ее вращению с перемещением активного пятна на изделии. Интенсифицируется процесс катодного распыления, расширяется зона очищенной поверхности от окисной плены , что приводит к значительному снижению пористости металла шва.
Стабильность сварочного процесса из-за недостаточной величины сил взаимодействия не нарушается.
В результате такого комплексного воздействия внешнего магнитного поля на процесс
кристаллизации и исключения пористости повышается качество сварного соединения.
Формула изобретения
Способ электродуговой сварки с электромагнитным перемешиванием расплава сварочной ванны под действием аксиальных реверсируемых магнитных полей, отличаюшийся тем, что, с целью измельчения структуры и снижения пористости металла шва при сварке алюминия и его сплавов, магнитное поле накладывают на расплав сварочной ванны в виде асимметричных разнополярных импульсов, амплитуда которых при прямой полярности сварочного тока превышает амплитудное значение тех же импульсов при обратной полярности горения дуги.
Источник информации, принятый во внимание при экспертизе изобретения:
1. Авторское свидетельство № 213234, М. Кл.2В 23К9/08, 1966 г.
сГ
V W V V7
J,
Л Л Л
/АЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ РАСПЛАВА СВАРОЧНОЙ ВАННЫBCFCOiO^NAf! | 1973 |
|
SU364398A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| Способ дуговой точечной сварки | 1980 |
|
SU958053A1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2607296C1 |
| Способ дуговой сварки | 1987 |
|
SU1496944A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |