Mpa.MQp.35-45
Плавиковый шпат25-35
Хром в виде феррохрома 8-12 Ферромарганец4-7
Алюминий8-12
Графит3-5
Поташ2-3
Для повышения стойкости наплавленного металла нротив абразивного износа, образования трещин и коррозии предлагаемое электродное покрытие дополнительно содержит хром и феррованадий нри следующем соотношении компонентов, вес. %:
Мрамор12-22
Плавиковый шнат6-18
Хром30-35
Графит2-5
Феррованадий35-40
Алюминий3-4
Потащ1-2
Алюминий и ноташ введены в состав нокрытия для улучщения сварочно-технологических свойств материала для наплавки.
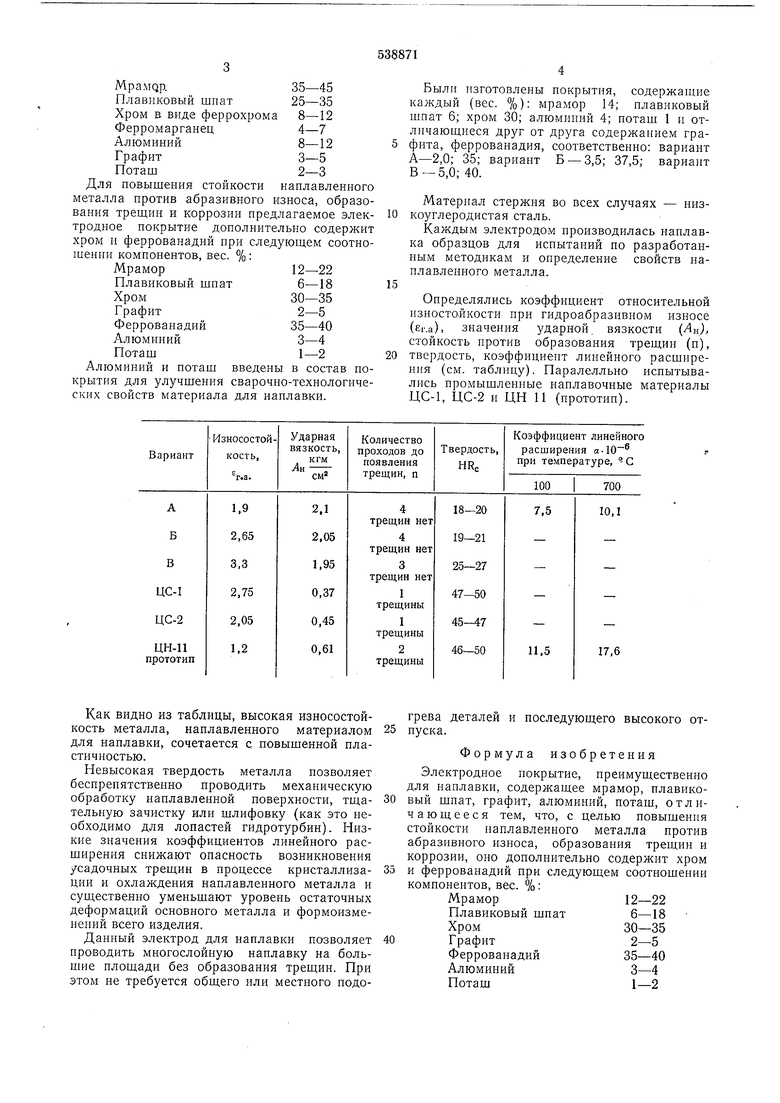
Были изготовлены покрытия, содержащие каждый (вес. %): мрамор 14; плавиковый шпат 6; хром 30; алюминий 4; поташ 1 и отличающиеся друг от друга содержанием графита, феррованадия, соответственно: вариант А-2,0; 35; вариант Б -3,5; 37,5; вариант В -5,0; 40.
Матернал стержня во всех случаях - низкоуглеродистая сталь.
Каждым электродом производилась наплавка образцов для испытаний но разработанным методикам и онределение свойств нанлавленного металла.
Онределялись коэффициент относительной изностойкости при гидроабразивном износе (вг.а), значения ударной, вязкости () стойкость против образования трещин (п), твердость, коэффициент линейного расширения (см. таблицу). Паралелльно испытывались промыщленные нанлавочные материалы ЦС-1, ЦС-2 и ЦН 11 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродное покрытие | 1975 |
|
SU564943A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1992 |
|
RU2028900C1 |
| ЭКОНОМНОЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2002 |
|
RU2219033C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ СРЕДНЕЙ ТВЕРДОСТИ | 1996 |
|
RU2104140C1 |
| МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ФЕРРОМАГНИТНОЙ ШИХТОЙ ПОВЕРХНОСТИ РОЛИКОВ СИСТЕМЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2613801C2 |
| СОСТАВ САМОЗАЩИТНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2015 |
|
RU2645828C2 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ НАПЛАВКИ | 1972 |
|
SU325142A1 |
| Порошковая проволока | 2016 |
|
RU2641590C2 |
| Состав электродного покрытия | 1975 |
|
SU569420A1 |
| ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1999 |
|
RU2148485C1 |
Как видно из таблицы, высокая износостойкость металла, наплавленного материалом для наплавки, сочетается с повышенной пластичностью.
Невысокая твердость металла позволяет беснренятственно проводить механическую обработку наплавленной поверхности, тщательную зачистку или шлифовку (как это необходимо для лопастей гидротурбин). Низкие значения коэффициентов линейного расщирения снижают опасность возникновения /садочных трещин в процессе кристаллизации и охлаждения наплавленного металла и существенно уменьшают уровень остаточных деформаций основного металла и формоизменений всего изделия.
Данный электрод для наплавки позволяет ироводить многослойную наплавку на большие площади без образования трещин. При этом не требуется общего или местного подогрева деталей и последующего высокого отпуска.
Формула изобретения
Электродное покрытие, преимущественно для наплавки, содержащее мрамор, плавиковый щпат, графит, алюминий, ноташ, отличающееся тем, что, с целью повыщення стойкости наплавленного металла нротив абразивного износа, образования трещин и коррозии, оно дополнительно содержит хром и феррованадий при следующем соотнощенин компонентов, вес. %:
Мрамор12-22
Плавиковый щпат6-18
Хром30-35
Графит2-5
Феррованадий35-40
Алюминий3-4
Потащ1-2 5 Источники информации, принятые во внимание при экспертизе1. Авт. св. № 361045, М. Кл. В 23К 35/365, 1971.5 6 2. И. Д. Давыденко «Справочник по сварочным электродам, Ростовское книжное изд., 1961, стр. 106 (электрод ЦС-1). 2. Авт. св. № 273901, М. Кл. В 23К 35/365, 1968 (прототип).
