Изобретение относится к металлорежущим станкам, оснащенным несколькими суппортами, каждый из которых на своей позиции выполняет определенную операцию, в частности, к станкам, обрабатывающим заготовки с различными выступами, приливами.
Известны устройства, содержащие индексируемый шпиндельный блок барабанного типа для заготовок, суппорт для токарной обработки и инструментальные щпиндели со сверлами и фрезами, установленные на станке Недостатком этого станка является то, что поперечная или наклонная обработка производится при вращении щпинделя с зажатой в нем заготовкой и синхронном с ним вращении обрабатывающего инструмента, например сверла. Это усложняет конструкцию станка, поскольку требуется применение соответствующих механизмов, обеспечивающих вращение заготовки (со шпинделем) и инструментальной головки. Наладка и наблюдение за работой такого станка затруднительны, кроме того, он является зоной повышепной опасности для обслуживающего персонала. Кроме того, на этом станке невозможна обработка поперечных отверстий, пазов и т. п. элементов заготовки, расположенных на гранях, выступах или приливах, так как щпиндель с заготовкой и инструментом вращаются
и сориентировать их начальное угловое расположение невозможно.
Целью изобретения является создание конструкции станка, которая обеспечивает фиксацию вращаемых заготовок на позициях, не требующих вращения заготовок.
Это достигается тем, что станок снабжен кольцевым сектором, расположенным соосно шпиндельному блоку на станине, а на шпинделях шпиндельного блока выполнены лыскн, взаимодействующие с кольцевым сектором.
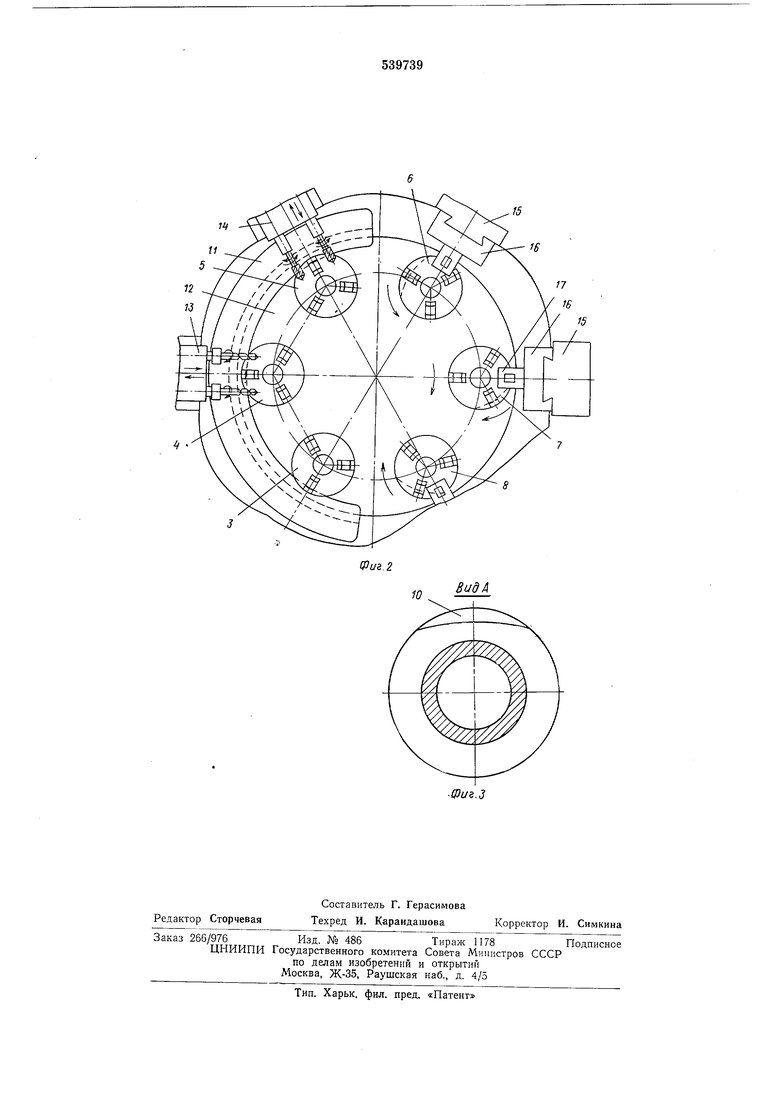
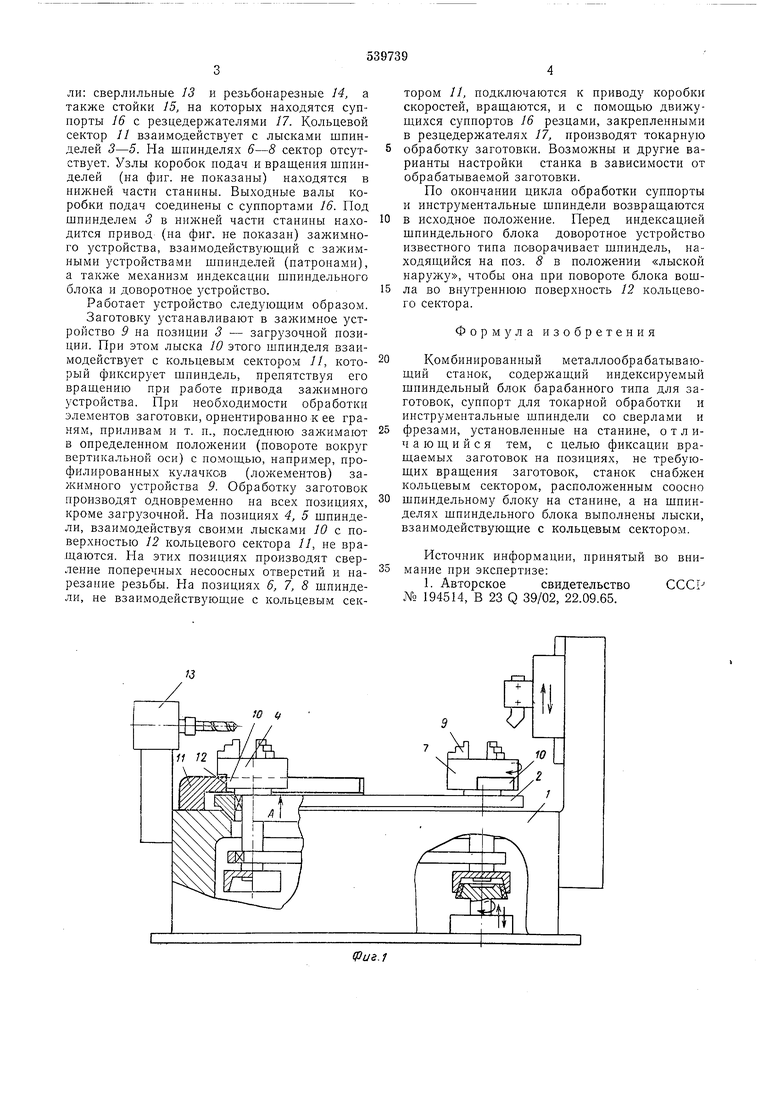
На фиг. 1 - изображен общий вид станка; на фиг. 2 - вид сверху на шпиндельный блок и кольцевой сектор; на фиг. 3 - вид по стрелке А на верхнюю часть щпинделя с лыской.
Станок содержит станину /, внутри которой находится индексируемь1й блок 2, в котором установлены щпиндели 3-8. На верхнем конце каледого щпинделя укреплено зажимное устройство обычного типа 9, в котором закреплена заготовка. На каждом щнинделе выполнена лыска 10, т. е. удален сегмент. На станине укреплен кольцевой сектор 1J. Его внутренняя поверхность 12 возвыщается над станиной и помещается над поверхностью щпиндельного блока 2. Поверхность 12 плотно без зазора входит в пространство здаленного сегмента - лыски 10. На станине / установлены обычные инструментальные щпиндели: сверлильные 13 и резьбонарезные 14, а также стойки 15, на которых находятся суппорты 16 с резцедержателями 17. Кольцевой сектор 11 взаимодействует с лысками шпинделей 3-5. На шпинделях 6-8 сектор отсутствует. Узлы коробок подач и вращения шпинделей (на фиг. не показаны) находятся в нижней части станины. Выходные валы коробки подач соединены с суппортами 16. Под шпинделем 3 в нижней части станины находится привод (на фиг. не показан) зажимного устройства, взаимодействуюпдий с зажимными устройствами шпинделей (патронами), а также механизм индексации шпиндельного блока и доворотное устройство.
Работает устройство следующим образом.
Заготовку устанавливают в зажимное устройство 9 на позиции 3 - загрузочной позиции. При этом лыска 10 этого шпинделя взаимодействует с кольцевым сектором И, который фиксирует шпипдель, препятствуя его врашению при работе привода залсимного устройства. При необходимости обработки элементов заготовки, ориентированно к ее граням, приливам и т. п., последнюю зажимают в определенном положении (повороте вокруг вертикальной оси) с помощью, например, профилированных кулачков (ложементов) зажимного устройства 9. Обработку заготовок производят одновременно на всех позициях, кроме загрузочной. На позициях 4, 5 шпиндели, взаимодействуя своими лысками 10 с поверхностью 12 кольцевого сектора 11, не вращаются. Па этих позициях производят сверление поперечных несоосных отверстий и нарезание резьбы. Па позициях 6, 7, 8 шпиндели, не взаимодействующие с кольцевым сектором 11, подключаются к приводу коробки скоростей, вращаются, и с помощью движущихся суппортов 16 резцами, закрепленными в резцедержателях 17, производят токарную обработку заготовки. Возможны и другие варианты настройки станка в зависимости от обрабатываемой заготовки.
По окончании цикла обработки суппорты и инструментальные шпиндели возвращаются в исходное положение. Перед индексацией шпиндельного блока доворотное устройство известного типа поворачивает шпиндель, находящийся на поз. 8 в положении «лыской наружу, чтобы она при повороте блока вошла во внутреннюю поверхпость 12 кольцевого сектора.
Формула изобретения
Комбинированный металлообрабатывающий станок, содержащий индексируемый шпиндельный блок барабанного типа для заготовок, суппорт для токарной обработки и инструментальные шпиндели со сверлами и фрезами, установленные на станине, отличающийся тем, с целью фиксации вращаемых заготовок на позициях, не требующих вращения заготовок, станок снабжен кольцевым сектором, расположенным соосно шпиндельному блоку на станине, а на шпинделях шпиндельного блока выполнены лыски, взаимодействующие с кольцевым сектором.
Псточник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР № 194514, В 23 Q 39/02, 22.09.65.
11
15
J6
В ид А
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий токарный модуль | 1987 |
|
SU1509228A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Многошпиндельный токарный автомат | 1985 |
|
SU1292923A1 |
| Агрегатный обрабатывающий центр | 1984 |
|
SU1255394A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Шпиндельная бабка | 1991 |
|
SU1816537A1 |
| Токарный многошпиндельный прутковый автомат | 1984 |
|
SU1207633A1 |
| МНОГОШПИНДЕЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК | 1970 |
|
SU279935A1 |