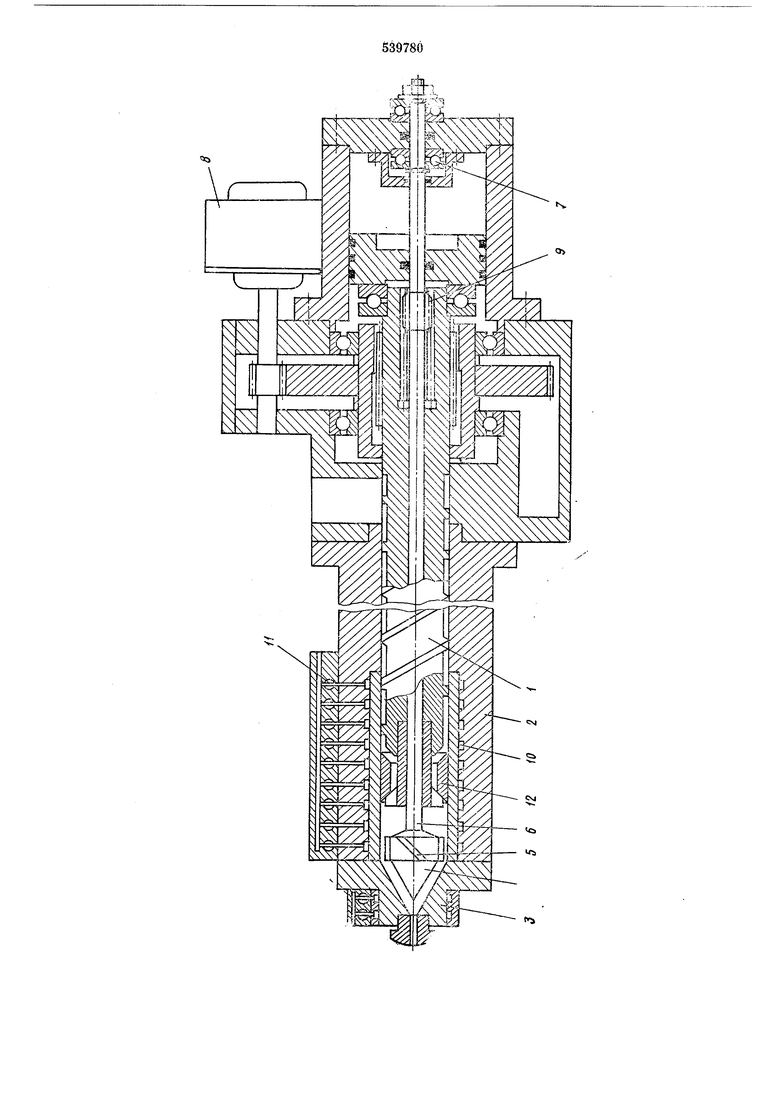
до заданной температуры, включают электродвигатель привода вращевия 8 червяка 1. Червяк 1 и вал 6 с крыльчаткой 5 иачинают вращаться. Полимерный материал или в виде ленты с катушки питания, или в виде гранул из бункера поступает в корпус 2, захватывается витками червяка 1, транспортируется и накапливается в передней сопловой части корпуса 2 для влрыска. Нака1пливаемый материал интенсивно перемешивается вращающейся крыльчаткой 5. Взаимодействие потоков циркуляционного материала, определяемого вращением крыльчатки 5, потока материала через клапаи 12 в переднюю часть кор-пуса 2 и потока материала, обусловленного вращением элемента 4, создает благоприятные условия для перемешивания материала и его гомогенизации, устраняет температурную неоднородность, улучшает теплообмен через 1стенку корпуса между материалом и термостатирующей жидкостью.
После накопления в передней ча1сти корпуса 2 заданной порции материала производится впрыск его через сопло 3 в полость литьевой формы («а чертеже не показана). Червяк 1 с обратным клапаном 12 выполняет при етом функции плунжера, а крыльчатка 5 - функции «торпеды, при прохождении через зазоры которой происходит дололнительный разогрев смеси.
Выравнивание температуры материала по длине накапливаемой для Впрыска порции, а при необходимости и обеспечение заданного распределения температуры в ней осуществляется изменением расхода тер мостатирующей жидкости, циркулирующей в кольцевых камерах термостатирования 10. Изменение расхода жидкости осуществляется кранами И, управление работой которых может быть как ручным, так и автоматическим.
После впрыска цикл работы механизма .повторяется.
При устранении темпе ратурной неоднородности материала, набранного для впрыска в полость формы, повышается качество изделий, 1не происходит коробления изделий, увеличивается точность размеров изделий, улучшаются физико-механические показатели изделий.
Формула изобретения
1.Узел впрыска литьевой машины по авт. св. № 291803, отличающийся тем, что,
с целью повыщения качества формуемых изделий, он снабжен крыльчаткой, наклон лопастей которой противоположен наклону витков червяка, размещенной на элементе в виде тела вращения.
2.Узел впрыска пол. 1, отличающийся тем, что элемент в виде тела вращения и червяк имеют общий привод вращения.
3.Узел впрыска по ffn. 1 и 2, отличаюЩийся тем, что он снабжен кольцевыми камерами термостатировання, расположенными на передней части корпуса в зоне дозирования и имеющими краны для регулирования расхода термостатирующей жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шнековый пластикатор литьевой машины | 1980 |
|
SU882763A1 |
| САТУРАТОР | 1995 |
|
RU2085269C1 |
| ШНЕКОВЫЙ ПЛАСТИКАТОР ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324592C2 |
| Узел дозирования червячной машины | 1978 |
|
SU712255A1 |
| УЗЕЛ ВПРЫСКА ЛИТЬЕВОЙ МАШИНЫ | 1971 |
|
SU291803A1 |
| УСТРОЙСТВО ПЛАСТИКАЦИИ И ИНЖЕКЦИИ ДЛЯ ЛИТЬЕВОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2015019C1 |
| Устройство управления литьевой машиной | 1983 |
|
SU1164056A1 |
| Способ автоматического управления стадией формования при литье под давлением изделий из пластмасс | 1983 |
|
SU1140994A1 |
| СПОСОБ ТЕРМОРЕГУЛИРОВАНИЯ ПРЕСС-ФОРМЫ ЛИТЬЕВОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2403125C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ НЕОРИЕНТИРОВАННЫХ ПОЛУКРИСТАЛЛИЧЕСКИХ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392118C1 |