1
Изобретение относится к переработке полимерных материалов литьем под давлением и предназначено для использования в литьевом оборудовании для переработки резиновых смесей.
Известен шнекорый пластикатор литьевой машины, содержащий пластикационный цилиндр и размещенный в нем шнек 1.
В известном пяастикаторе при вращении шнека происходит накопление дозы расплава в полости между концом шнека , который перемешается в осевом направлении, и стенками пластикационного цилиндра.
Недостатком пластикатора является то, что разность температур материала в накопленной дня впрыскивания дозе составляет 20 - 50 и поле; температур неоднородно как в радиальном, так и аксиальном направлениях .Неоднократность температуры полимерного материала в дозе ухудшает качество и вызывает брак изделий.
Наиболее близким по технической сущности и достигаемому результату к изобретению является шнековый пластикатор литьевой машины, содержащий пластикационный цилиндр со средствами термостатирования и размещенный в нем шн.ек с наконечником 2 .
В последнем пластикаторе температурное поле в дозе накапливаемого для впрыскивания материала шлравнивается за счет дополнительного дисспативного нагрева при его прохождении через малый зазор между стенкой пластикационного цилиндра и наконечником на конце шнека, выполняющим роль торпеды.
К недостаткам известного пластикатора относится снижение производительности шнекового пластикатора во время набора дозы, вызванное вынужденным уменьшением сечения выходного какала, которое определяется
20 зазором между наконечником и стенкой пластикационного цилиндра; отсутствие возможности регулирования температуры накапливаемой дозы материала без изменения конструкции (величины за25 вора, длины торпеды) и производительности пластикатора; неуниверсальность данного типа пластикатора, так как конструкция наконечника и величина зазора между наконечником и
30 пластикационным цилиндром находятся
в большой зависимости от перерабатываемого, материала предра.сположенность к перегреву полимерного материала во время его прохождения в зазоре наконечником и пластикационным цилиндром пластикации.
Цель изобретения - повышение качес,тва продукции из резины за счет обеспечения температурной однород-ности материала.
Достигается указанная цель тем, что в шнековом пластикаторё литьевой м 1шины, содержащем пластикационный цилиндр со средствами термостатирования и размещенный в нем шнек с наконечником, наконечник шнека снабжен, по меньшей мере, двумя . изогнутыми лопастями, вогнутая боковая поверхность которых имеет цилиндрический участок с образующей, параллельной оси шнека, и участок, ограниченный отрезком логарифмической спирали с полюсом на оси шнека, причем длина наконечника выбрана в пределах от 1 до 2,5 диаметров шнека
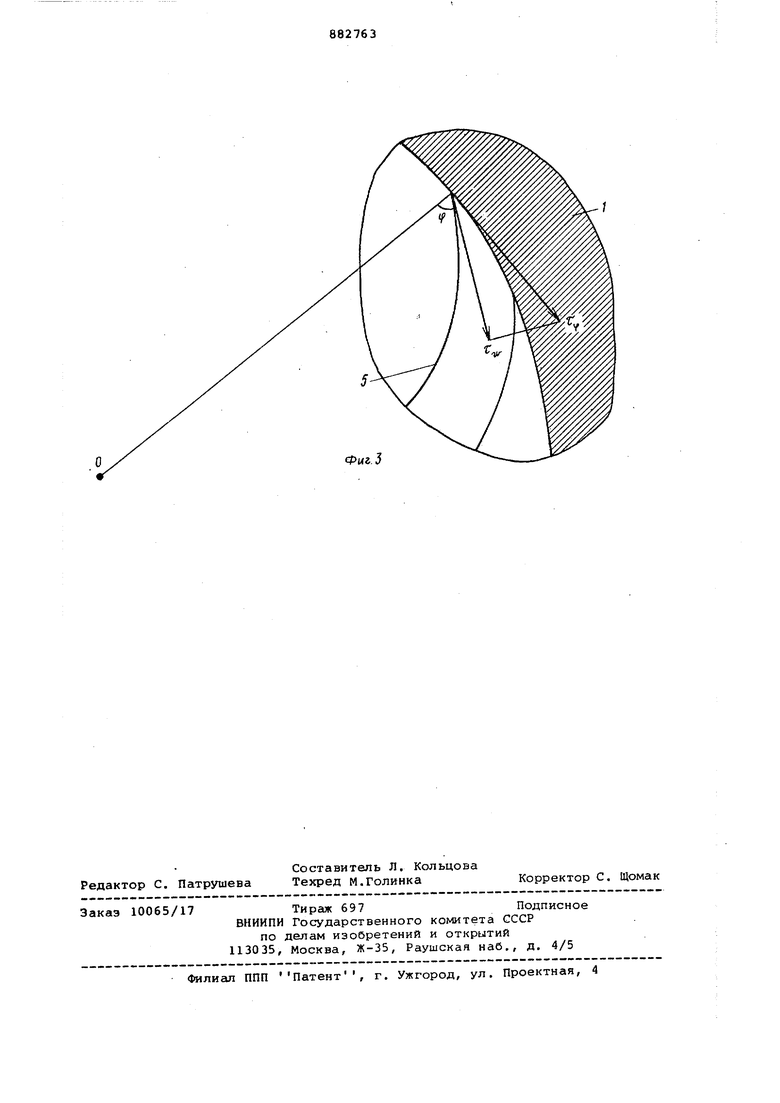
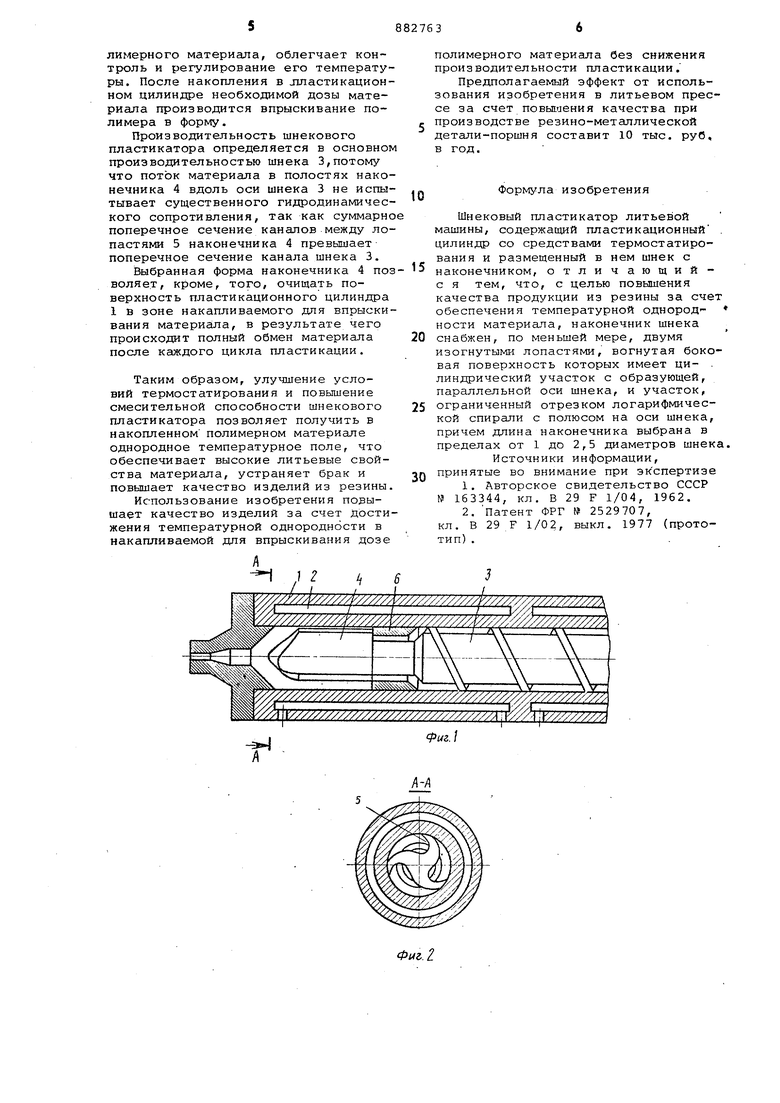
На фиг. 1 изображен шнековый пластикатор, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - касание одной из лопастейшнека со стенкой цилиндра пластикатора..
Шнековый пластикатор содержит пластикационный цилиндр 1 со средствами 2 термостатирования, выполненными в виде рубашек для термостатирующего агента, шнек 3 с жестко соединенным с ним наконечником 4, имеющим лопасти 5, и запорное кольцо б.
Длина наконечника 4 выбирается в пределах .1 - 2,5 диаметра шнека 3, так как увеличение размеров наконечника 4 шнека 3 приводит к увеличению крутящего момента на шнеке 3 и повышению приводной мощности, а при меньших длинах наконечника 4 шнека 3 снижается смесительное воздействие на перерабатываемый материал. Опытным путем установлено, что в случае переработки резиновых смесей оптимальными являются размеры наконечника в указанных пределах.
Лопасти 5 наконечника 4 изогнуты в целях создания при его вращении циркуляционных потоков в поперечных сечениях каналов наконечника 4. Для снижения гидродинамического сопротивления циркуляционному .движению материала вогнутая боковая поверхность лопасти 5 выполнена цилиндрической, образующая которой параллельна оси шнека 3, а ее направляющая кривая (фиг. 2) представляет собой отрезок логарифмической спирали с полюсом О (фиг. 3) на оси шнека 3.
Использование в качестве направляющей логарифмической спирали для боковой поверхности лопастей 5, испытывающей максимальное динамическое
воздействие потока, обусловлено ее свойством, заключающемся в том, что в любой точке спирали угол V .между касательной TK к лопасти 5 (фиг. 3) и прямой, проходящей через данную точку и полюс О спирали, имеет постоянную величину, не з.ависящую от перемещения точки по спирали. В силу этого потери энергии на изменение направления течения в потоке вдоль вогнутой поверхности лопасти 5 наконечника 4 будут минимальными, так как.гидродинамическое сопротивление изогнутой стенки прямо пропорционально углу поворота потока, а этот угол в данном случае не возрастает и остается постоянным при переходе частиц полимера в потоке поперечных сечениях каналов наконечника 4 от поверхности пластикационного цилиндра 1 к его оси. i - касательная к пластикационному цилиндру 1 (фиг. 3) ..
Работает шнековый- пластикатор следующим образом. Полимерный материал шнеком 3 транспортируется в переднюю часть пластикационного цилиндра 1, при этом полимерный материал из канала шнека 3 проходит через кольцевой зазор запорного кольца 6 и попадает в каналы, образованные изогнутыми поверхностями лопастей 5 наконечника 4 и пластикационным цилиндром 1 (фиг. 2). Вращение наконечника 4 совместно со шнеком 3 вызывает циркуляцию полимерного материала в поперечных сечениях этих каналов в направлении по часовой стрелке. Материал, находящийся у внутренней стенки пластикационного цилиндра 1, при вращении наконечника 4 перемещается в направлении по часовой стрелке вдоль вогнутой боковой поверхности лопасти 5 наконечника 4 к оси пластикационного цилиндра 1 и затем вдоль выпуклой боковой поверхности ближайшей лопасти 5 наконечника 4 возвращается к стенке пластикационного цилиндра 1. Кроме того, под давлением , развиваемым вращающимся шнеком 3, полимерный материал течет в этих каналах и вдоль оси пластикационного цилиндра 1.
Таким образом, полимерный материал в каналах наконечника 4 шнека 3 перемещается в выходную часть пластикационного цилиндра 1 по сложной винтовой траектории, многократно мет няя свою радиальную координату. В . результате происходит перемещение материала,его диссипативный разогрев улучшение условий теплообмена между полимером и термостатирующей пластикационный цилиндр жидкостью. Все это повышает однородность подготавливаемого для впрыскивания полимерного материала, а улучшение условий теплообмена исключает перегрев полимерного материала, облегчает контроль и регулирование его температуры. После накопления в лластикационном цилиндре необходимой дозы материала производится впрыскивание полимера в форму.
Производительность шнекового пластикатора определяется в основном производительностью шнека 3,потому что поток материала в полостях наконечника 4 вдоль оси шнека 3 не испыты вает существенного гидродинамического сопротивления, так как суммарно поперечное сечение каналов между лопастями 5 наконечника 4 превышает поперечное сечение канала шнека 3.
Выбранная форма наконечника 4 позволяет, кроме, того, очищать поверхность пластикационного цилиндра 1 и зоне накапливаемого для впрыскивания материала, в результате чего происходит полный обмен материала после каждого цикла пластикации.
Таким образом, улучшение условий термостатирования и повьляение смесительной способности шнекового пластикатора позволяет получить в накопленном полимерном материале однородное температурное поле, что обеспечивает высокие литьевые свойства материала, устраняет брак и повышает качество изделий из резины
Использование изобретения повышает качество изделий за счет достижения температурной однородности в накапливаемой дпя впрыскивания дозе
полимерного материала без снижения производительности пластикации.
Предполагаемый эффект от использования изобретения в литьевом прессе за счет повышения качества при производстве резино-металлической детали-поршня составит 10 тыс. рув, в год.
Формула изобретения
10
Шнековый пластикатор литьевой машины, содержащий пластикационный . цилиндр со средствами термостатирования и размещенный в нем шнек с
5 наконечником, отличающийс я тем, что, с целью повышения качества продукции из резины за счет обеспечения температурной однороД ности материала, наконечник шнека
0 снабжен, по меньшей мере, двумя
изогнутыми лопастями, вогнутая боковая поверхность которых имеет цилиндрический участок с образующей, параллельной оси шнека, и участок,
5 ограниченный отрезком логарифмической спирали с полюсом на оси шнека, причем длина наконечника выбрана в пределах от 1 до 2,5 диаметров шнека. Источники информации,
Q принятые во внимание при 31 спертизе
1.Авторское свидетельство СССР 163344, кл. В 29 F 1/04, 1962.
2.патент ФРГ № 2529707,
кл. В 29 F 1/0, выкл. 1977 (прототип) .
Т
fuz.}
| название | год | авторы | номер документа |
|---|---|---|---|
| ШНЕКОВЫЙ ПЛАСТИКАТОР ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324592C2 |
| Шнековый пластикатор для литья под давлением полимеров | 2019 |
|
RU2706625C1 |
| Шнековый пластикатор для переработки термореактивных материалов | 1988 |
|
SU1578003A1 |
| Механизм пластикации литьевой машины | 1974 |
|
SU503730A1 |
| Шнековый пластикатор-дозатор для переработки термореактивных материалов | 1982 |
|
SU1052394A1 |
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |
| Узел впрыска литьевой машины | 1990 |
|
SU1699792A1 |
| Роторно-конвейерная литьевая машина | 1988 |
|
SU1622147A1 |
| Механизм пластикации и впрыска литьевой машины | 1978 |
|
SU712256A1 |
| Шнековый пластикатор литьевой машины для переработки полимерных материалов | 1980 |
|
SU956290A1 |