Предлагаемое изобретение представляет собой установку для литья под давлением черных металлов с применением . вакуумно-прессовой питающей головки. Существующие до сих пор для этой цели установки имеют ряд существенных недостатков, закл-ючающихся в ненадежности питающего устройства. Так, в некоторых мащинах применяется клапанное устройство для питания формы жидким металлом. Клапан встроен в дно ковша, наполненного жидким металлом. Поднимая клапан, выпускают определенную порцию металла, после чего клапан садится снова на свое гнездо. Давление дается в ковш в герметически закрытую полость, расположенную над зеркалом жидкого металла. Недостатками этого устройства являются: ненадежность клапанного устройства-игла клапана, находясь постоянно в жидком металле, должна вместе с тем точно садиться на седло, что практически мало вероятно; не исключена возможность приварки металла к игле
или к седлу, а также засорения поверхности седла.
Необходимо также точное присоединение разъемной формы к выпускному отверстию ковша. При наличии зазоров в этом соединении в них будет проникать металл, притекающий под давлением.
Предлагаемое настоящим изобретением устройство представляет собою поворотный тигель, расположенный между ковщом и формой и соединенный с вакуумным насосом и с насосом сжатого воздуха, что позволяет набирать металл в тигель при вакууме и заливать его в форму под давлением.
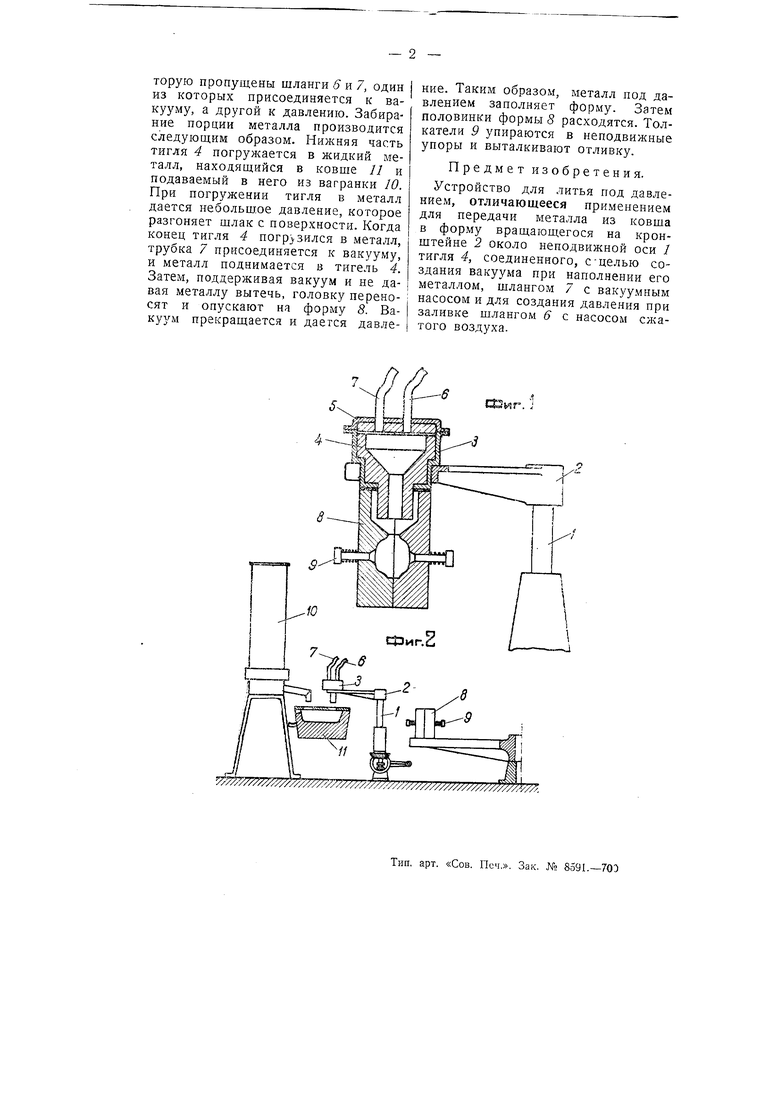
На чертеже фиг. 1 представляет предлагаемое устройство для заливки металла под давлением и фиг. 2- общую схему установки.
На стержне / укреплен кронштейн 2, несущий металлический стакан 3. В последний вставлен графитовый тигель 4, имеющий вид воронки, суживающийся книзу. Сверху тигель 4 закрывается крышкой 5, сквозь которую пропущены шланги 6 и 7, один из которых присоединяется к вакууму, а другой к давлению. Забирание порции металла производится следующим образом. Нижняя часть тигля 4 погружается в жидкий металл, находящийся в ковще // и подаваемый в него из вагранки 10. При погружении тигля в металл дается небольшое давление, которое разгоняет шлак с поверхности. Когда конец тигля 4 погрузился в металл, трубка 7 присоединяется к вакууму, и металл поднимается в тигель 4. Затем, поддерживая вакуум и не давая металлу вытечь, головку переносят и опускают на форму 8. Вакуум прекращается и дается давление. Таким образом, металл под давлением заполняет форму. Затем половинки формы 8 расходятся. Толкатели 9 упираются в неподвижные упоры и выталкивают отливку.
Предмет изобретения.
Устройство для литья под давлением, отличающееся применением для передачи металла из ковша в форму вращающегося на кронштейне 2 около неподвижной оси / тигля 4, соединенного, с-целью создания вакуума при наполнении его металлом, шлангом 7 с вакуумным насосом и для создания давления при заливке шлангом 6 с насосом сжатого воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная система машины литья под давлением с горизонтальной камерой прессования | 1972 |
|
SU438496A1 |
| Ковш для заливки окисляющихся расплавов | 1981 |
|
SU980958A1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ПЛАВКИ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ И ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ИЗНИХ ИЗДЕЛИЙ | 1968 |
|
SU422528A1 |
| Индукционная центробежная печь для плавки и литья | 1976 |
|
SU582890A1 |
| ПЛАВИЛЬНО-РАЗЛИВОЧНАЯ УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД низким ДАВЛЕНИЕМ | 1972 |
|
SU420391A1 |
| АППАРАТ ДЛЯ ПЛАВКИ И ЦЕНТРОБЕЖНО-ВАКУУМНОГО ЛИТЬЯ | 2005 |
|
RU2304035C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| СПОСОБ ОТЛИВКИ ИЗДЕЛИЙ ИЗ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2299783C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1992 |
|
RU2043848C1 |
| Устройство для бесковшовой заливки металлов и сплавов в кокиль и земляные формы | 1958 |
|
SU123675A1 |
