1
Изобретение относится к кабельной технике, может быть использовано при изготовлении кабельной изоляции.
Известны способы изготовления пластмассовых труб путем выпрессования пластмассы на червячном прессе, в том числе с калиброванием труб по внутреннему диаметру на калибрующий элемент 1.
Известный способ калибровки состоит в том, что выпрессовываемая пластмассовая труба стягивается с неподвижного калибрующего элемента, имеющего конечную длину.
Недостаток способа заключается в необходимости прикладывать к трубе значительные усилия при стягивании ее с калибрующего элемента, так как при охлаждении трубы происходят релаксационные усадки.
Для уменьщения усилий стягивания трубы с калибрующего элемента последний покрывается смазкой, например силиконовой жидкостью 2.
Это уменьшает недостатки способа, но не устраняет их полностью.
Из-за ограниченной длины неподвижного калибрующего элемента релаксационные процессы усадки продолжаются и после стягивания трубы с калибрующего элемента, что ухудщает стабильность диаметра внутреннего отверстия по длине трубы (отклонения составляют 1,0-1,5%).
Кроме того, в известном способе калибровки трубы калибрующий элемент представляет собой дорн, имеющий внутренние каналы для циркуляции охлаждающей жидкости и непригодный для калибрования труб малого диаметра, так как выполнить дорн малого диаметра с принудительной
системой охлаждения технически затруднительно.
В процессе выпрессования некоторое количество смазки (например силиконовой жидкости) переходит на трубу, поэтому
смазку на калибрующем дорне приходится часто восстанавливать, прерывая процесс изготовления трубы, что дополнительно приводит к уменьщению длины прессуемой трубы.
Целью изобретения является повыщение качества путем улучшения стабильности внутреннего диаметра трубы, упрощения получения трубы малого диаметра.
Это достигается тем, что в предлагаемом
способе изготовления пластмассовой трубы с калиброванным внутренним диаметром путем ее выпрессовывания на смазываемый калибрующий элемент трубу выпрессовывают на движущийся калибруюЩий элемент неограниченной длины, представляющий собой прецизионно изготовленный пластмассовый сердечник.
Выирессованная труба совместно с калибрующим элементом поступает через охлаждающие ваииы на барабан.
Пластмассовый сердечник может изготавливаться либо из того же материала, что и труба, например из полиэтилена высокого давления, или из материала с более высокой температурой плавления, например из полиэтилена низкого давления с температурой плавления 120-125С, в то время как труба изготавливается из полиэтилена высокого давления с температурой плавления 105-108°С.
Предварительная калибровка пластмассового сердечника фрезерованием или любым другим известиым способом обеспечивает стабильность его диаметра в пределах ± (до 0,26%). Эти же допуски сохраняются и по диаметру внутреннего отверстия выпрессованной пластмассовой трубы.
Для исключения приварки трубы к калибрующему элементу последний перед входом в головку червячного пресса непрерывно промазывается силикоиовой жидкостью (например ФМ 18-82, сополимером 5 и др.).
После остывания трубы на калибрующем элементе - сердечнике она режется на заданные длины и легко стягивается с сердечника благодаря тонкому слою промазки.
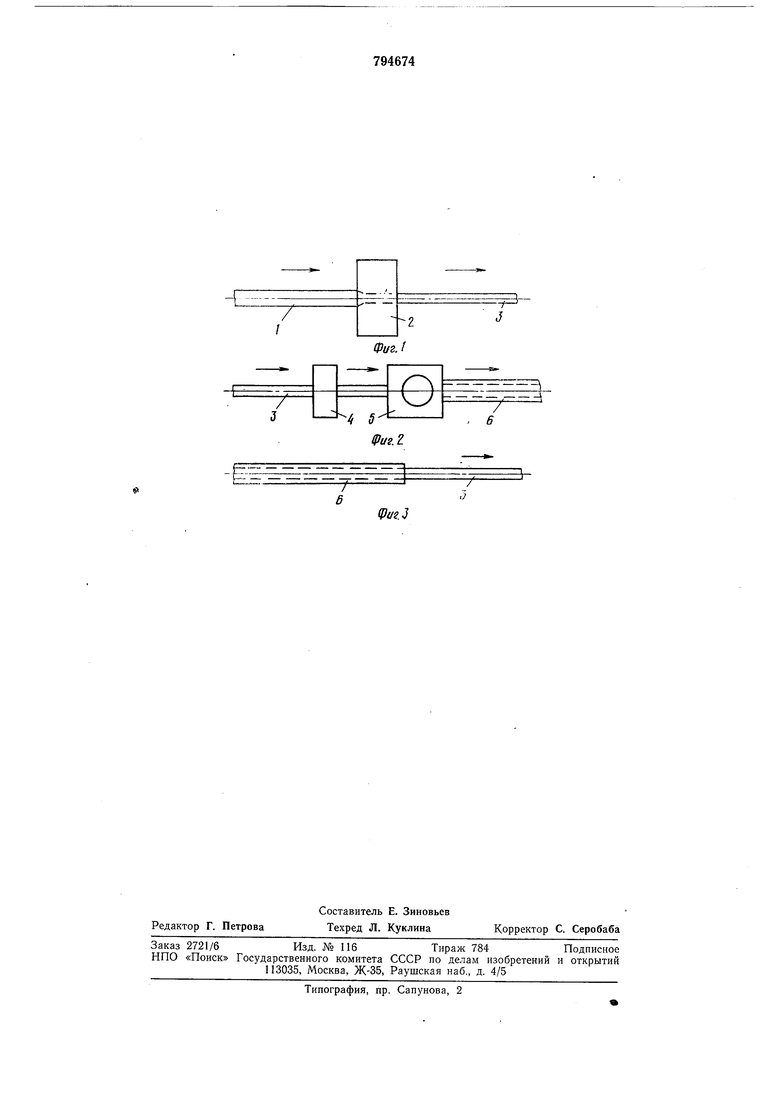
На фиг. 1-3 последовательно показаны все операции по изготовлению пластмассовой трубы с калиброванным внутренним диаметром.
Выпрессованный на типовом червячном прессе пластмассовый сердечник 1 подвергается калибровке (фиг. 1) в устройстве 2. Калибровка производится, наиример вращающейся фрезой.
Откалиброванный сердечник после выхода из калибрующего устройства 2 имеет значительно лучшую стабильность и меньщий диаметр, чем заготовка 1.
Затем Откалиброванный сердечник 3 (фиг. 2) проходит через ванну 4 со смазывающей силиконовой жидкостью и поступает в головку типового червячного пресса 5, в котором происходит выпрессование пластмассовой трубы 6 на калибрующий элемент - сердечник 3.
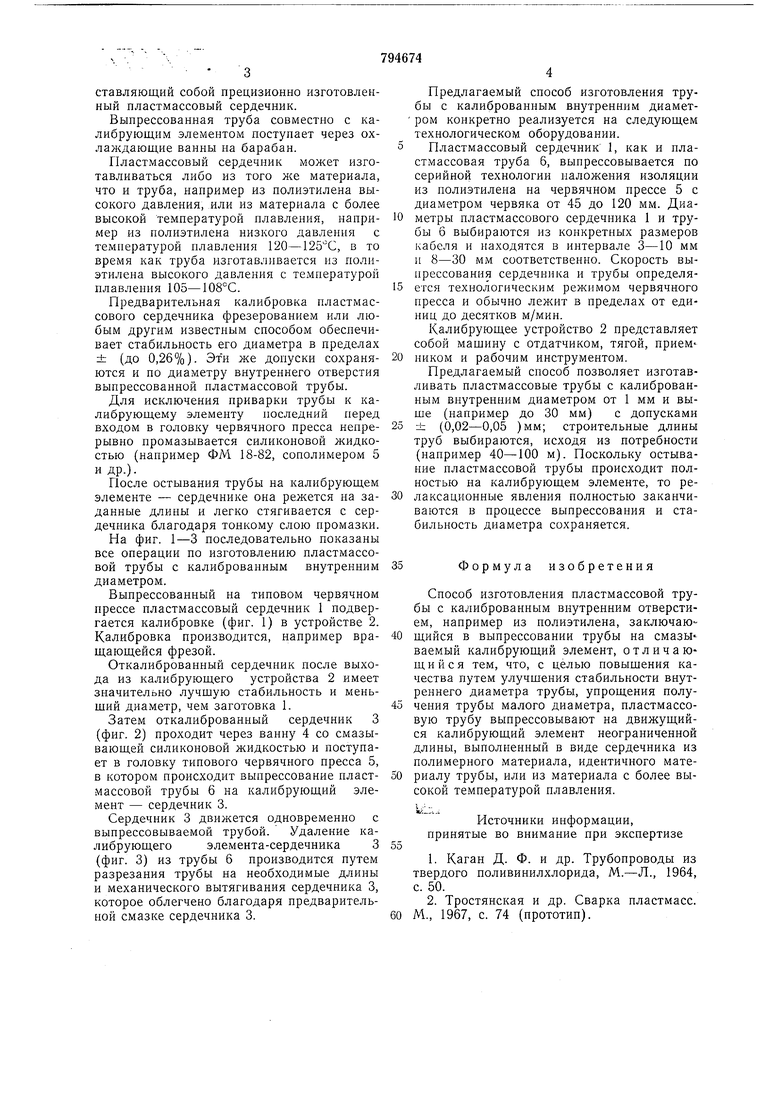
Сердечник 3 движется одновременно с выпрессовываемой трубой. Удаление калибрующего элемента-сердечника 3 (фиг. 3) из трубы 6 производится путем разрезания трубы на необходимые длины и механического вытягивания сердечника 3, которое облегчено благодаря предварительной смазке сердечника 3.
Предлагаемый способ изготовления трубы с калиброванным внутренним диаметром конкретно реализуется на следующем технологическом оборудовании. Пластмассовый сердечник 1, как и пластмассовая труба 6, выпрессовывается по серийной технологии наложения изоляции из полиэтилена на червячном ирессе 5 с диаметром червяка от 45 до 120 мм. Диаметры пластмассового сердечника 1 и трубы 6 выбираются из конкретных размеров кабеля и находятся в интервале 3-10 мм и 8-30 мм соответственно. Скорость выпрессовання сердечника и трубы определяется технологическим режимом червячного пресса и обычно лежит в пределах от единиц до десятков м/мин.
Калибрующее устройство 2 представляет собой машииу с отдатчиком, тягой, приемНИКОМ и рабочим инструментом.
Предлагаемый способ позволяет изготавливать пластмассовые трубы с калиброванным внутренним диаметром от 1 мм и выше (например до 30 мм) с допусками
± (0,02-0,05 )мм; строительные длины труб выбираются, исходя из потребности (например 40-100 м). Поскольку остывание пластмассовой трубы происходит полностью на калибрующем элементе, то релаксационные явления полиостью заканчиваются в процессе выпрессования и стабильность диаметра сохраняется.
Формула изобретения
Способ изготовления пластмассовой трубы с калиброваииым внутренним отверстием, например из полиэтилена, заключающийся в выпрессовании трубы на смазываемый калибрующий элемент, отличающийся тем, что, с целью повышения качества путем улучшения стабильности внутреннего диаметра трубы, упрощения получения трубы малого диаметра, пластмассовую трубу выпрессовывают на движущийся калибрующий элемент неограниченной длины, выполненный в виде сердечника из полимерного материала, идентичного материалу трубы, или из материала с более высокой температурой плавления.
Псточники информации, принятые во внимание при экспертизе
1.Каган Д. Ф. и др. Трубопроводы из твердого поливинилхлорида, М.-Л., 1964, с. 50.
2.Тростянская и др. Сварка пластмасс. М., 1967, с. 74 (прототип).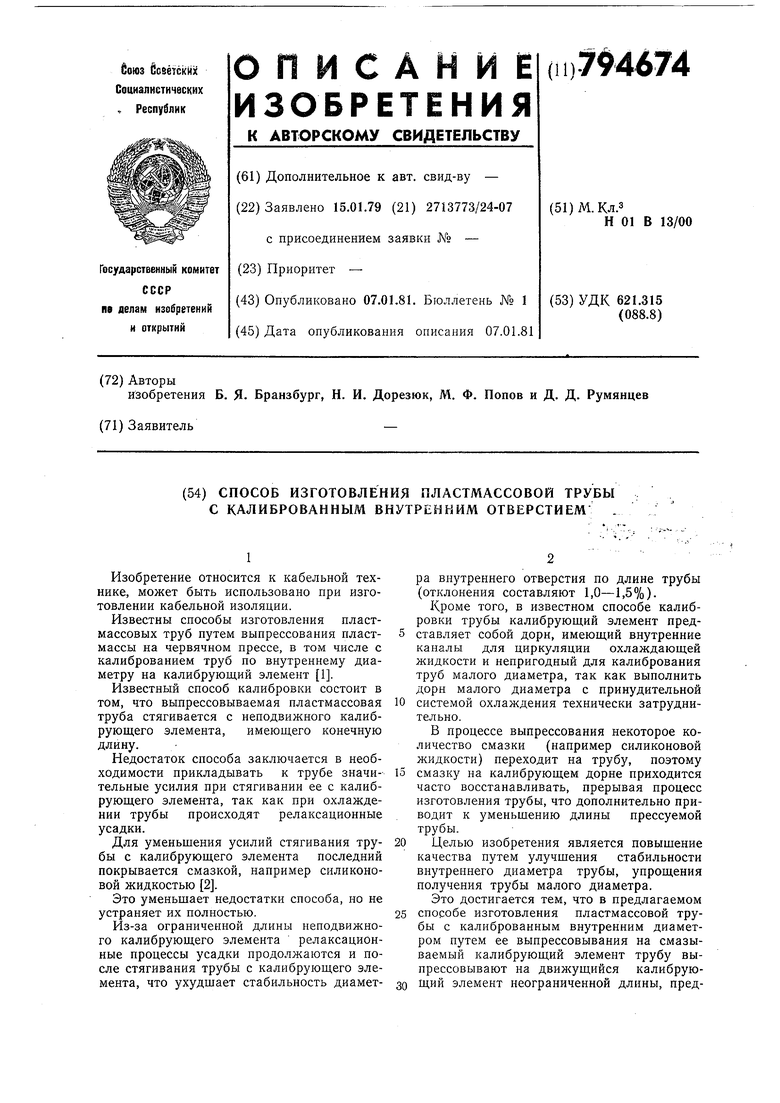
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пластмассовой трубы большого диаметра и экструзионный инструмент | 1990 |
|
SU1823818A3 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1994 |
|
RU2091231C1 |
| СПОСОБ КАЛИБРОВКИ КОНЦОВ ДЛИННОМЕРНЫХ ТЕПЛООБМЕННЫХ ТРУБ | 2010 |
|
RU2457056C1 |
| Способ изготовления труб с муфтовым утолщением из термопластов | 1962 |
|
SU576904A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ НЕПРЕРЫВНОГО НАЛОЖЕНИЯ ПЛАСТМАССОВОЙ ИЗОЛЯЦИИ НА ТОКОПРОВОДЯЩИЕ ЖИЛЫ СЕКТОРНОЙ ФОРМЫ | 2004 |
|
RU2254630C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСРЕДСТВОМ ЭКСТРУЗИИ ДАЮЩЕГО УСАДКУ ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТА | 1989 |
|
RU2022790C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2403490C1 |