Изобретение относится к области производства трубчатых изделий из полимерных материалов экструзией, в частности к способам охлаждения трубчатых полимерных заготовок и оборудованию для осуществления способа.
Известен способ охлаждения полимерной трубчатой заготовки, выходящей из экструзионной головки на охлаждаемый дорн, с последующим охлаждением в водяной ванне 1.
Указанный способ позволяет получать гладкую внутреннюю поверхность трубы, однако при этом не контролируется ее внешний диаметр, а производ1гтельность лимитируется скорость охлаждения.
Известен также способ охлаждения полимерной трубчатой заготовки, выходящей из экструзионной головки на охлаждаемый дорн, путем последовательной подачи газообразного агента и воды внутрь трубчатой заготовки 2 .
Данный способ позволяет интенсифицировать процесс охлаждения и повысить производительность.
Способ осуществляют на установке содержащей кольцевую экструзионную
головку, соосный ей охлаждаемый калибрующий дорн и каналы для последовательной подачи газа и жидкости.
Недостатками способа являются неравномерность охлаждения трубчатых заготовок и невысокое качество изготавливаемых изделий.
Цель изобретения - повысить равномерность охлаждения и качество формуемых заготовок.
Предлагается новый способ охлаждения полимерной трубчатой заготовки, выходящей из экструзионной головки на охлаждаемый дорн, осуществление которого обуславливается применением устройства определенной новой конструкции.
Способ согласно изобретению отличается от известного способа охлаждения полимерной трубчатой заготовки, выходящей из экструзионной головки на охлаждаемый дорн, путем последовательной подачи газообразного агента и воды внутрь трубчатой заготовки, тем, что подачу газообразного агента и воды осуществляют в зазор между экструзионной головкой и охлаждаемым дорном, разделенным на две последовательно расположенные полости, в первую из которых в качестве газообразного агента поддают паи конденсьрующийся при соприкосновении с водой, подавае -. во STOP;/ - полость.
Такой способ может быть осуЦ ст-.влей установкой ноюй кор-.:струки1 исодержащей колЬ)Т,евугО экструзионную головку, ссосный ей охлэжд.аеГЛык кали бруюсдий- дорн и каналы для последовательной .подачи газа и ЯТЛДКОСТ1-1 ,
Отличие установки, позволязои за осу1:|ествить предлагаемый слсзсоб, состоит в том, что устамов};а ср-а6 кена контактирующим с внутренне-i поверхностью заготовки кольцевым пластинчатым уплотнением, распеложенны.м между экструз.-юнной Головкой и охлаждаег/ым калибруюмим гюрном п оразующнм с никда. и з.аготовкой по.ютсти соответственнс сообщающиеся с каналами для подачи газа к лсидкостг , При этом уплотнение мож-пт бЫ7:ь вь;полнено в виде усеченного конуса, обращенного большей стороной к ка.г;Ибрующему дорну, причем болгьший его диаметр превышает диаметр ,цорна., а меньший диаметр - меньше диамет:эа фомуемой заготовки.
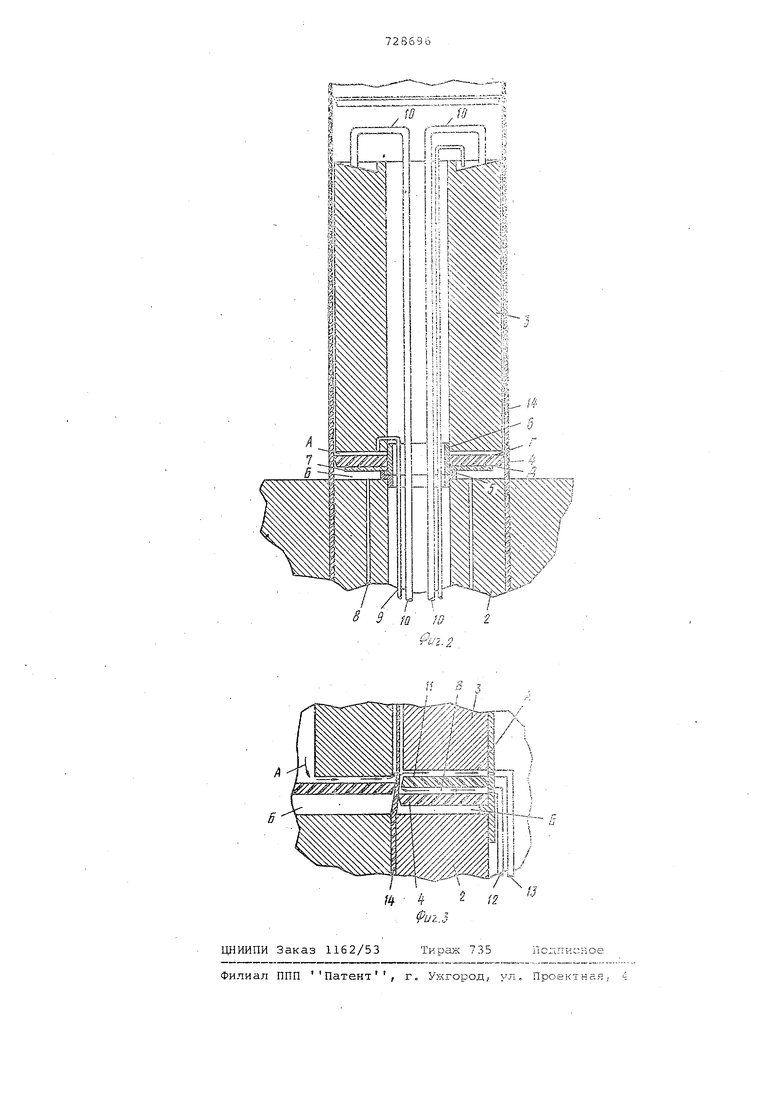
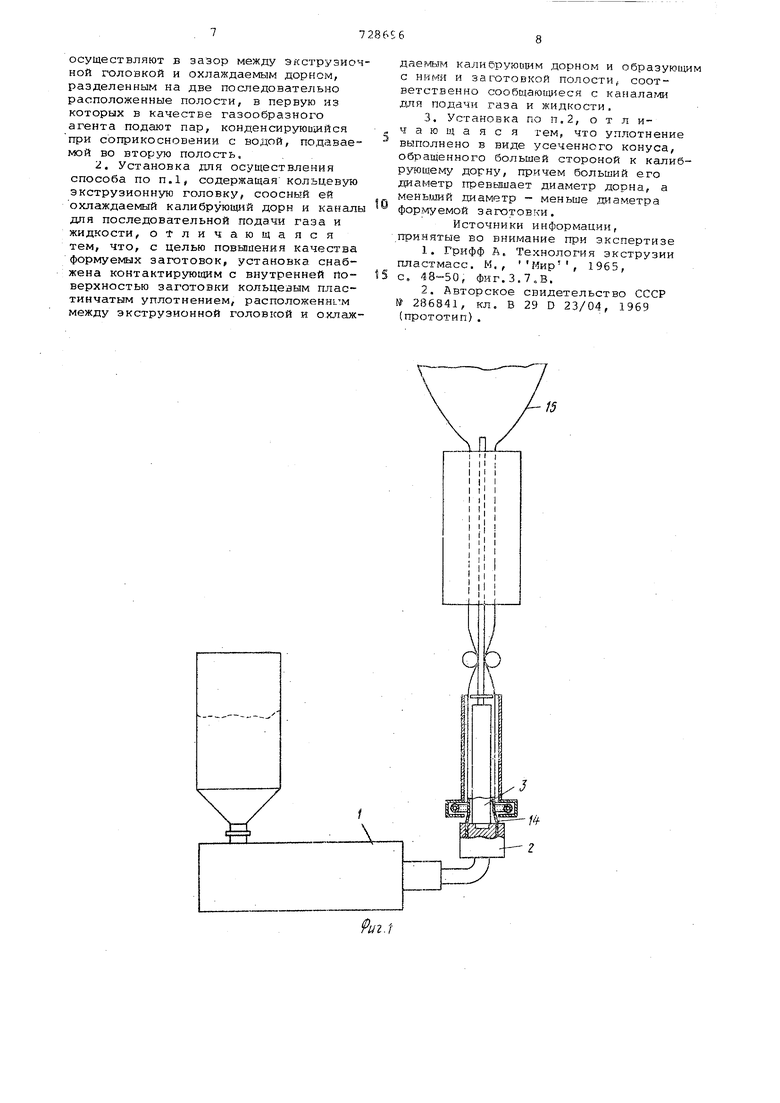
На фиг. 1 показана установка, обар1й вид; на фиг„ 2 - калибрусглаий охлаждаемый дорн, поперечный разрез,на фиг. 3 - узел уплотнения.
Установка содержит экструдер 1 с кольцевой головкой 2, соосный ей охлаждаемый калибрующий дорн 3, кольцевое пластинчатое уплотнение 4, расположенное между экструзионной головкой 2 V калибрующим дорном 3, Уплотнение 4 содержит изолирующее и центрирующее кольцо 5, которое располагается между головкой 2 и дорном 3 и действует в качестве центрирующего кольца для дорна 3, головки 2 и .уплотнения 4. Кольцо 5 изолирует также Нагрев дорна 3от головки 2 Ушгоненне 4 представляет собой жесткун пластину или шайбу, которая прикрепляется книжней стороне дорна 3 посредством центрирующего цилиндра 6 совместно с центрирующим кольцом 5„ Против нижней поверхности пластины уплотнения 4 размещается соответствущая неметаллическая .пластина типа; стйклянной с;юистой шайбы 7, так что конденсация на нижней по.-зерхности уплотнения 4 сводится к i HHHrviyMy. Уплотнение, 4 образует с головкой, доном и заготовкой полости А и Б, сооГветственно сообщающиеся с каналами 8 и 9 дня подачи газа и жидкости. .Трубопроводы 10 служат .для подачи охлаждающей жидкости внутрь дорна 3. Уплотнение может быть выполнено,как показано на фиг.З, с дополнительной пластиной 1., расположенной на не:котором р.асстоянии от пластины 4 дг:я образов;.чия обратного канала В для циркуляции жидкости, которая поступает по трубопроводу 12 и отводится
по трубопроводу 13. Такая конструкц ynjioiMieHii н позволяет применять его как для iJiiyipeHHeiO, таг и для иаруж oтo охланде ;н трубчатых заготовок.
;.у|цес1во способа oxJt lЖдeнип заключает ;я в слех ующем,
Ухо, из ГОЛОЕЗГИ 2 труб-атая за1с;тОБка 14 с темпера /урой около 450 Ф вступает з соприкосно зение с пластиной 4 и днижется соосно поверх до1эка 3. В то Хе самое время по грубопроЕоду 9 вволнтся охпая;даюiiian жидкость типа ЕОДК, которая должпа- 5,1ть введена в полость А )лежду плсютиной уплотнения 4 и до.рном 3. Дви :сение заготовк -;: 14 поверх пластины ;/плотнеь ия и дорна 7 ыльгаает обрс13с вание дзижугяетОся вверх тонкого c.;iOi; 3O,;n.bi между зг1готор.кой, дерном, котспэый (Служит в качестве смазочноV-O средства для заготовки, а также равпомерной ох 1а)кдалои1ей пленк Г; или теплопередающей среды. Давление воды Е по.лос/И А. должно Г .оддерживаться минимальным,, чтобы предотвратить разд ,увание заготовки от дорна с последующей потере Й эффективного и равномерного охла :дения. Под действием движения заготовки поверх пластины 4 и ;з тесном контакте с ней может происходить движение тонкого слоя зоды вверх благодсфя капиллярному действию, однако при этом должно быть некоторое дополните.пьное действие нагнетания,, Слой воды или слой жидKoctH между заготовкой и дорном очень , толщин,а его обычно составляет меньше 10,0 rvtHJL (0,254 MI) , следовательно, внутри него очень i-..аленькое дав:.;ение, стремящееся вызвать отрыв заготовки от дорна или от пластины 4. По этой причине высота дорна не ограршчивается о Для эффективного охлаждения теп.,ло ОТ полипропиленовой заготов::(и 14 передается через слой жидкости и через ,цорн, так как последний также ох:ч:а :-;дается посредством охлаждающей жидкости, циркулирующей через него ю трубопроводам 10
Способ предпочтителен для полипропиленовой конденсаторной пленки. Полипропиленовая пленка, используемая в качестве ко1- денсатор,ного диэлектрика, должна представлять собой очень чистый сорт полипропи,лека с минимальным ; оличеством дефектов, минимальным количестЕОМ пустот и минимальной неравномерностью толирны.
tJo времл работы предлагаемой установки возможно перемещение воздуха, находящ.згося в полости Б между пластИиой уплотнения и головкой, ГУШМО пластины уплотнения, и смешивание его с охлаждающей водой. Это просачивание вызывает обильные дефекты на пов.зрхности полипропиленовой пленки, потому что прерывается охлаждение тех :асгей пленки, которые соприкасаются с увлекаемым воздухом,. Эти дефекты заготовки приводят к увеличивающимся дефектам в готовой рукавной полипроп леновой пленке 15 (показанной на фиг.1), полученной после нагрева и раздува трубчатой заготовки 14. В ка честБе атмосферы в полости Б должна быть атмосфера паров жидкости,имполь зуемой для охлаждения.Если,например; охлаждающей жидкостью для дорна явля ется вода, то полость Б для вытеснения воздуха должна заполняться водян паром или предпочтительно туманом. Давление атмосферы пара в полости Б примерно эквивалентно давлению охлаж дающей жидкости, протекающей в полос ти А. Когда под действием трубной за готовки 14 вызывается просачивание атмосферы мимо пластины уплотнения в полость Б, атмосфера, если она представляет собой пар, приходит непосредственно в соприкосновение с охлаждающей водой в полости А, где сразу конденсируется. Совсем исключается или сводится к минимуму образование пузырько-в случайно увлека емого воздуха, проходящих вдоль дорна,. и устраняется неравномерность oxлaждeнияi Охлаждение трубчатой заготовки 1 на коротком отрезке вдоль оси между пластиной уплотнения и дорном весьм критично. Размер полости А вдоль оси должен регулироваться в узких пределах. Температура расплавленного полипропилена составляет примерно 450°Ф, и кипение воды является серье ной проблемой для эффективного водяного охлаждения. Хорошие результаты обг спечены зазором примерно 10-50 1и (0,254-1,27 мм) при диаметре пластины уплотнения примерно 40 дюймов (101,6 см). Предпочтительной формой пластины 4 в соответствии с изобретением является усеченный конус, обращенный большей стороной к калибрующему дорну, причем больший его диаметр Г пре вышает диаметр дорна, а меньший диаметр D-- меньше диаметра формуемой заготовки. При пластинах с закругленными кро ками охлаждающая жидкость, протекаю щая через полость А, вследствие закругления приходит в соприкоснове ние с трубчатой, заготовкой 14 на большем расстоянии вдоль оси, часть жидкости между закруглением пластины и заготовкой 14 находится в канавке и не участвует в циркуляции, образуя точки .перегрева и неравномерное охлаждение на этой кольцевой поверхности трубчатой заготовки. Подходящим материалом.для пласти являются полиимиды: насыщенные угле родом и тефлоном. Поскольку нижняя сторона пластины уплотнения сравнительно холодная, пар конденсируется образуя капел ai, падающие на голов ку и движущиеся . в полости Б., чтобы в конечном итоге войти в соприкосновение с полипропиленовой заготовкой,, оставл-я отметки на конечной пленке, Поэто ту под пластиной угшот нения 4 размещается изоляционная пластина 7 кз материала типа слоистого стекла. Размер диа:-.-гетрг пластины уплотнения относительно диаметра калибрующего дорна таклсе играет важную роль, Диаметр пластины уплотнения при удовлетворите.пьном исполнении примерно на 10 МИЛ (0,254 мг-t) больше диаметра дорна. Пластины уп.потнения, ;дааметры кото1рых примерно на 1-2 мила (2,54-10 - 5 г 08-10 мм) больше диаметра дорна. .дают кудцме результаты. Пластины уп.потнения, диаметры которых примерно на 20 мл (50,8 1.0 мм) больше, также дают неудовлетворительные результаты. Одна из этого н еу до в л ВТ 13 с р и т а jг ьн о го де и ст ви я сое той т в том, 47: о замедляется перенос тепла, что прУ1}зодит к-кипению и появлению пятен на пленке. При прохождении вдоль дорна заготовка значительно сжимается, примерно на 2--3% во вр.змл ее охлаждения. Такое охлаждение может происходить на калибр тотих дорнах с длиной, примерно 12-20 дюймов (примерно 30,5- 50,8 см) . В любом случае целесообразно обеспечить некоторую конусность по длине дорна. Конусность, равная примерно 2 милам на 1 дюйм .2-10 мм на 10 мм) Д.ПИНЫ, дала хороШ11е результатьь Благодаря наличию кольцевого пластинчатого уплотнения, расположенного между экструзионной головкой и охлаждаемым калибрующим дорном и образующего с НИМИ и заготовкой полости, соответственно ссобщаюищеся с каналa и для подачи газа, и жидкости, осуществляют охлаждение посредством очень тонкого слоя воды, то лщиной примерно в 1 ктил (2,Ь4 ) . Первоначальное охлаждение трубчатой заготовки, когда она выходит из головки, происходит очень точно и равномерно при направлении охлаждающей жидкости к определенной и регулируемой части поЕирхности трубчатой заготовки, что привод 1Т к получению изделий, в частности поли;;ропиленовой пленки, высокого качества. изобретения 1.. Способ охлаждения полимерной трубчатой загоюрки, выходящей из зкструзионной голов:-:и, на охлаждаемый дорн, путем пос.педовау ельной подачи газообразного агента i: воды внутрь трубчатой загО1-овки, о тл и ч а ющ и и с я ,, что, с целью повышения равномер ост 5 ох.11аждени я, поиачу газообразного агента и воды
осуществляют в зазор между экструзиочной головкой и охлаждаемым дорном, разделенным на две последовательно расположенные полости, в первую из которых в качестве газообразного агента подают пар, конденсирующийся при соприкосновении с водой, подаваемой во вторую полость,
2. Установка для осуществления способа по П.1, содержащая кольцевую экструзионную головку, соосный ей охлаждаемый калибрующий дорн и канал для последовательной подачи газа и жидкости, отличающаяся тем, что, с целью повьпдения качества формуемых заготовок, установка снабжена контактирующим с внутренней поверхностью заготовки кольцевым пластинчатым уплотнением, расположенньм между экструэионной головкой и о.хлаждае. калибрующим дорном и образующим с ними и заготовкой полости, соответственно сообщающиеся с каналаг ш для подачи газа и жидкости,
3. Установка по п.2, о т л и, чающаяся гам, что уплотнение выполнено в виде усеченного конуса, обращенного большей стороной к калибрующему догну, причем больший его диа иетр превышает диаметр дорна, а диаметр - меньше диаметра формуемой заготовки.
Источники информации, принятые во внимание при экспертизе
1.Грифф А, Технология экструзии пластмасс. М., Мир, 1965,
5 с. 48-50, фиг.3.7.В.
2.Авторское свидетельство СССР № 286841, кл. В 29 D 23/04, 1969
(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И ОХЛАЖДЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2007 |
|
RU2371311C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ТРУБ С ЦВЕТНЫМИ ПОЛОСАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176596C1 |
| Способ формования изделий из полимерных материалов и экструзионная головка для его осуществления | 1986 |
|
SU1395523A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| Устройство для формирования полимерных труб | 1976 |
|
SU588132A1 |
| Экструзионная головка для изготовления двухслойных полимерных труб | 1975 |
|
SU741790A4 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| Установка для нанесения полимерных покрытий на цилиндрические изделия | 1983 |
|
SU1141000A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ ПОВЫШЕННОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492047C1 |
| МНОГОСЛОЙНАЯ ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ ЕЕ НЕРПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2720086C1 |