Изобретение относится к прокатному производству, а именно к прокатке заготовок из слитков большой массы кипящих и полуспокойных марок сталей.
Известны способы получения заготовок горячей прокаткой из слитков большой массы. Например, известен способ получения заготовок из кипящих и полуспокойных марок сталей, в котором слиток нагревают с температуры 850-920° С до температуры 1300±10° С в течение 4,5-5,0 ч с последующей прокаткой на промежуточное сечение до суммарного обжатия 62-66% по режиму обжатия, до обжатия 50% по одной стороне в условиях свободного уширения, затем до обжатия 43% в калибре и далее до обжатия 54% в условиях совбодного уширения по
другой стороне слитка с последующей прокаткой в калибре по обеим сторонам слитка и заканчивают прокатку на промежуточное сечение при температуре не ниже 1100° С, после чего производят окончательную прокатку на требуемый размер с единичным обжатием 8-9% от суммарного обжатия по стороне 1.
Наиболее близким к заявляемому способу по технической сущности и достигаемому результату является способ получения заготовок из кипящих и полуспокойных марок сталей, в котором слиток нагревают с температуры 850-920° С до температуры 1300±10° С в течение 4,5-5,0 ч с последующей прокаткой на промежуточное сечение за несколько проходов, после чего изменяVION О СЛ
4 О
ют положение раската в линии прокатки путем кантовки на 90° против часовой стрелки
по ходу раскат с и осуществляют окончательную прокатку раската на требуемый размер с единичными обжатиями 14-15,5% до суммарного обжатия 81-84%, после чего изменяют положение раската в линии прокатки путем кантовки на 43° с последующей прокаткой на требуемый размер до суммарного обжатия РО-92 % при единичных обжатиях 4-5% от суммарного обжатия по стороне 2.
Однако эти способы не позволяют получить достаточно высокого выхода годного заготовок из кипящих и полуспокойных марок сталей, например, из сталей марок Зкп., Зле., 5пс., др.
Целью настоящею изобретения является увеличение выхода годного.
Указанная цель достигается тем, что в известном способе получения заготовок из кипящих и полуспокойных марок сталей, включающем нагрев слитка с температуры 850-920° С до температуры 1300±10° С в течение 4,5-5,0 ч, прокатку на промежуточное сечение за несколько проходов, изменение положения раската в линии прокатки путем кантовки на 90° против часовой стрелки по ходу раската, прокатку до суммарного обжатия 81-84% с последующим изменением положения раската в линии прокатки путем кантовки на 45° и окончательную прокатку на требуемый размер до суммарного обжатия 90-92% при единичных обжатиях 4-5% от суммарного обжатия по стороне, согласно изобретению прокатку на промежуточное сечение в первых проходах осуществляют с единичными обжатиями 17-18% от суммарного обжатия по стороне, изменение положения раската в линии прокатки путем кантовки на 90° против часовой стрелки по ходу раската осуществляют по- .сле прокатки на промежуточное сечение до суммарного обжатия 53-62%, а последующую прокатку до суммарного обжатия 81-84% осуществляют при единичных обжатиях 9,5-12,5% от суммарного обжатия по стороне,
Сравнение заявляемого технического решения с прототипом позволило установить соответствие его критерию изобретения новизна
Пределы технических параметров заявляемого решения выбраны, исходя из того, что при прокатке на промежуточное сечение в первых проходах с единичными обжатиями более 18% от суммарного обжатия по стороне наблюдается нарушение сплошности металла, что значительно снижает выход годного. Кроме того, при граничных обжатиях в первых проходах выше 18% за счет
ухудшения условий захвата слитка взлками (часто может наблюдаться несостояшийся захват), снижается производительность блюминга, а при единичных обжатиях ме5 нее 17% значительно увеличивается цикл прокатки. Для улучшения выкатываемости поверхностных дефектов и улучшения качества заготовки изменение положения раската в линии прокатки путем кантовки на 90°
0 необходимо проводить после суммарного обжатия слитка не менее 53%, когда наблюдается уже достаточно полная проработка металла по всему сечению раската. С другой стороны, после суммарного обжатия слитка
5 62% наблюдается значительное уплотнение металла, исчезает литая структура и, вследствие этого, увеличивается давление металла на валки, резко возрастают нагрузки, что может привести к поломке оборудования.
0 Поэтому, осуществление кантовки раската на 90° и прокатка с единичным обжатием более 12,5% от суммарного обжатия по стороне, после суммарного обжатия более 62,0% нецелесообразно из-за преждевре5 менного износа валков и ухудшения качества проката за счет возникающих больших внутренних напряжений в металле, приводящих к возникновению в нем несплошно- стей.
0 Прокатку металла с единичными обжатиями в пределах 9,5-12,5% необходимо проводить только до суммарного обжатия 81-84%. Это связано с тем, что к этой степени деформации накапливаются де5 формационные и структурные напряжения в металле, которые могут привести к нарушению сплошности металла. Поэтому для повышения выхода годного при окончательной прокатке на требуемый размер целесо0 образно снизить единичные обжатия до 4-5%.
Из изложенного следует, что при соблюдении предлагаемой совокупности операций и последовательности их выполнения у
5 полученного по предлагаемому способу металла появляются новые свойства (повышенное качество металла, следовательно, и увеличение выхода годного), не совпадающие со свойствами металла, полученного
0 известными способами 1, 2, т е, изобретение обладает существенными отличиями.
П р и м е р. В конвертерном цехе ЗСМК в одинаковых условиях для известного и прилагаемого способов получения заготов5 ки проводили приготовление слитков (выплавку, разливку и кристаллизацию) стали марки ЗПС. Для получения раската промежуточного сечения слитки массой 11,7 т каждый нагревали в нагревательных колодцах обжимного цеха с температуры 850920° С до температуры 1300±10° С в течение 4,5-5,0 ч перед выдачей слитков из нагревательных колодцев. Затем на блюминге 1300 осуществляли прокатку слитков на промежуточное сечение с единичными обжатиями в первых проходах 17-18% до суммарного обжатия 53-62% (360x390 мм2), а затем изменяли положение раската в линии прокатки путем кантовки на 90° против часовой стрелки по ходу раската и производили последующую прокатку с единичными обжатиями 9,5-12,5% до суммарного обжатия 81-84% (150x150 мм2), после чего изменяли положение раската в линии прокатки путем кантовки на 45° и производили окончательную прокатку на требуемый размер с единичными обжатиями 4-5% до суммарного обжатия 90-92 % (80x80 мм2).
Для получения сравнительных данных по эффективности предлагаемого способа выбрали выход годного, выраженный в процентах, относительно прокатываемого металла.
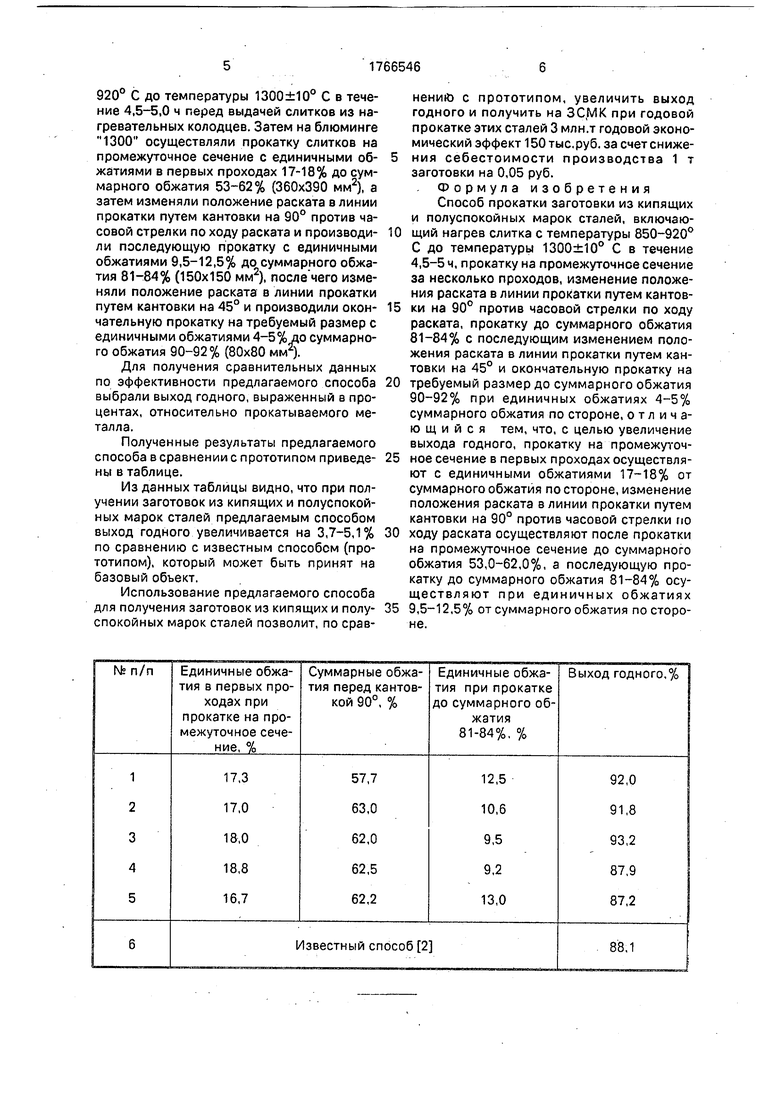
Полученные результаты предлагаемого способа в сравнении с прототипом приведены в таблице.
Из данных таблицы видно, что при получении заготовок из кипящих и полуспокойных марок сталей предлагаемым способом выход годного увеличивается на 3,7-5,1% по сравнению с известным способом (прототипом), который может быть принят на базовый объект.
Использование предлагаемого способа для получения заготовок из кипящих и полуспокойных марок сталей позволит, по срав0
нению с прототипом, увеличить выход годного и получить на ЗСМК при годовой прокатке этих сталей 3 млн.т годовой экономический эффект 150 тыс.руб. за счет снижения себестоимости производства 1 т заготовки на 0,05 руб.
Формула изобретения Способ прокатки заготовки из кипящих и полуспокойных марок сталей, включающий нагрев слитка с температуры 850-920° С до температуры 1300±10° С в течение 4,5-5 ч, прокатку на промежуточное сечение за несколько проходов, изменение положения раската в линии прокатки путем кантов5 ки на 90° против часовой стрелки по ходу раската, прокатку до суммарного обжатия 81-84% с последующим изменением положения раската в линии прокатки путем кантовки на 45° и окончательную прокатку на требуемый размер до суммарного обжатия 90-92% при единичных обжатиях 4-5% суммарного обжатия по стороне, отличающийся тем, что, с целью увеличение выхода годного, прокатку на промежуточное сечение в первых проходах осуществляют с единичными обжатиями 17-18% от суммарного обжатия по стороне, изменение положения раската в линии прокатки путем кантовки на 90° против часовой стрелки по ходу раската осуществляют после прокатки на промежуточное сечение до суммарного обжатия 53,0-62,0%, а последующую прокатку до суммарного обжатия 81-84% осуществляют при единичных обжатиях
5 9,5-12,5% от суммарного обжатия по стороне.
0
5
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок из кипящих и полуспокойных марок сталей | 1987 |
|
SU1488040A1 |
| Способ получения заготовок из кипящих и полуспокойных марок сталей | 1986 |
|
SU1340840A1 |
| Способ производства заготовок из кремнемарганцовистых марок сталей | 1991 |
|
SU1807897A3 |
| Способ производства заготовки из высокоуглеродистых сталей | 1988 |
|
SU1567649A1 |
| Способ получения заготовки из высокоуглеродистых сталей | 1986 |
|
SU1315042A1 |
| СПОСОБ ПРОИЗВОДСТВА СЛЯБОВ ИЗ УГЛЕРОДИСТЫХ СПОКОЙНЫХ, ПОЛУСПОКОЙНЫХ И КИПЯЩИХ МАРОК СТАЛЕЙ | 1996 |
|
RU2111804C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ СПОКОЙНЫХ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ И ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ | 1993 |
|
RU2016681C1 |
| Способ получения заготовки из конструкционных марок сталей | 1984 |
|
SU1238820A1 |
| Способ прокатки на блюминге уширенных книзу слитков | 1990 |
|
SU1713694A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ СТАЛЕЙ ДЛЯ ЗАКЛЕПОК | 1986 |
|
SU1387251A1 |
Использование: прокатка заготовок из кипящих и полуспокойных марок сталей. Сущность изобретения: слиток нагревают с температуры 850-920° С до температуры 1300±10° С в течение 4,5-5 ч. Прокатку на промежуточное сечение в несколько проходов до суммарного обжатия 53-62% осуществляют с единичными обжатиями 17-18% от суммарного обжатия по стороне. Затем заготовку кантуют на 90° против часовой стрелки по ходу раската и осуществляют прокатку с единичными обжатиями 9,5- 12,5% от суммарного обжатия по стороне до суммарного обжатия 81-84%. Затем заготовку кантуют на 45° и окончательную прокатку на требуемых размер до суммарного обжатия 90-92% ведут при единичных обжатиях 4-5% от суммарного обжатия по стороне. 1 табл,
| Способ получения заготовок из кипящих и полуспокойных марок сталей | 1986 |
|
SU1340840A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения заготовок из кипящих и полуспокойных марок сталей | 1987 |
|
SU1488040A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
