со
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный валок прокатной клети широкополосного стана | 1987 |
|
SU1482743A1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОБЖИМНОГО ПРЕССА ДЛЯ ОБЖАТИЯ ПО ШИРИНЕ НЕПРЕРЫВНОЛИТОГО ГОРЯЧЕГО СЛЯБА | 1992 |
|
RU2096114C1 |
| Способ обработки слитка полуспокойной стали | 1989 |
|
SU1678521A1 |
| Сталь | 1990 |
|
SU1749296A1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574298A1 |
| Способ прокатки слитков на обжимных станах | 1987 |
|
SU1437116A1 |
| Способ изготовления слябов | 1985 |
|
SU1409354A1 |
| Способ эксплуатации прокатных валков вертикальных клетей | 1988 |
|
SU1639814A1 |
Изобретение относится к обработке металлов давлением и может быть использова- но в листопрокатном и обжимном производстве, например, при прокатке слябов. Цель изобретения - улучшение качества слябов путем снижения количества кромочных дефектов. При прокатке слябов проводят деформацию нагретого слитка по ширине и высоте в клети слябинга. Первое обжатие слитка по ширине ведут с величиной, равной 0,1-0,4 общей абсолютной деформации слитка по ширине, а максимальную деформацию по ширине в последующих проходах осуществляют с обжатием в 2-4 раза меньше обжатия в первом проходе, причем максимальную величину обжатия устанавливают через 0,5- 0,8 проходов от начала общего количества проходов. При этом деформацию по ширине перед обжатием по высоте устанавливают больше в 1,5-3 раза, чем после обжатия по высоте. 1 табл.
Изобретение относится к обработке металлов давлением и может быть использовано в листопрокатном и обжимном производстве, в частности при производстве катаных слябов.
Цель изобретения -улучшение качества слябов путем снижения количества кромочных дефектов.
Способ прокатки слябов включает деформацию нагретого слитка по ширине и высоте в клети слябинга.
Сущность предлагаемого способа заключается в том, что первое обжатие слитка по ширине ведут с величиной, равной 0,1- 0,4 общей абсолютной деформации сляба по ширине, деформация слитка по ширине
в последующих проходах осуществляется с обжатием меньше обжатия в первом проходе, максимальная деформация слитка по ширине в последующих проходах в 2-4 раза меньше обжатия в первом проходе, максимальную величину обжатия слитка в последующих проходах устанавливают через 0,5-0,8общего количества проходов, деформацию слитка по ширине перед объемом по высоте устанавливают больше, чем после обжатия по высоте, деформацию слитка по ширине перед обжатием по высоте устанавливают больше в 1,5-3,0 раза, чем после обжатия по высоте.
Пример . Способ прокатки слябов реализуют в промышленных условиях слябинга 1150.
Os
чэ
С
о
Результаты промышленного опробования предлагаемого и известного способов в промышленных условиях на слябинге 1150
КарМК из слитка 18А, 1, Ц 2245 на
о/Ъ 1/Ьо
слябы размером 170x1070 мм представлены в таблице.
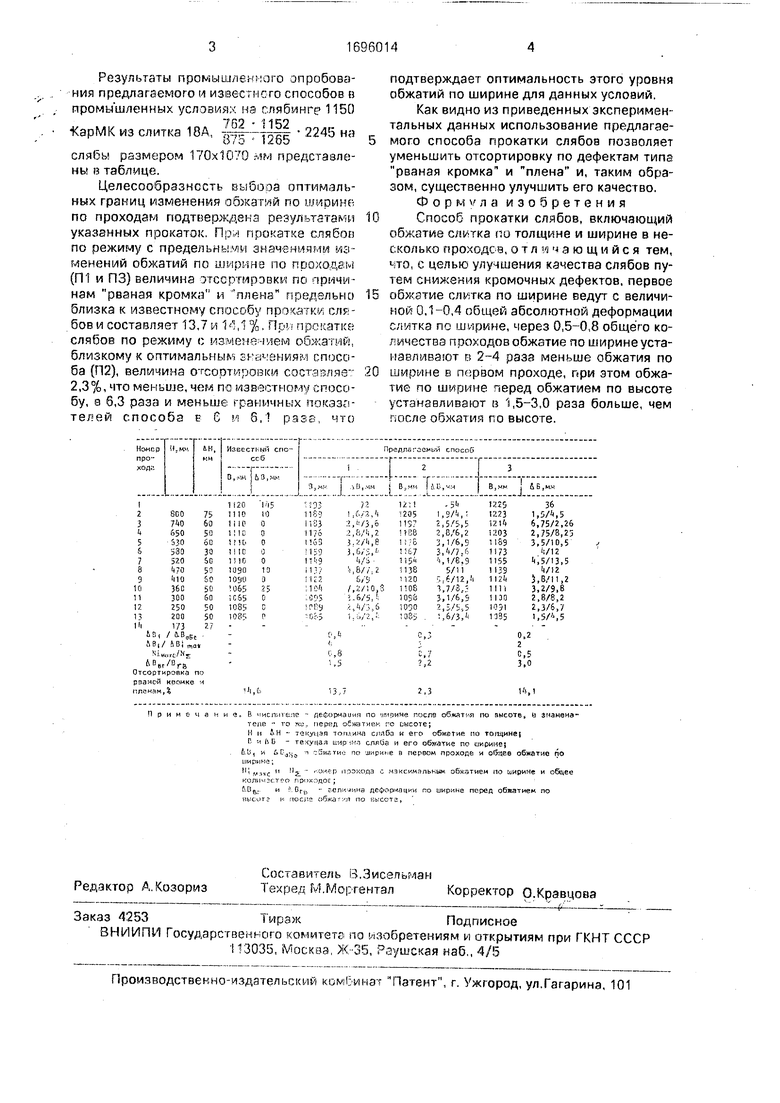
Целесообразность выбора оптимальных границ изменения обжатий по ширине по проходам подтверждена результатами указанных прокаток. При прокатке слябов по режиму с предельными значениями изменений обжатий по ширине по проходам (П1 и ПЗ) величина отсортировки по причинам рваная кромка и плена предельно близка к известному способу прокатки слябов и составляет 13,7и 14,1%. При прокатке слябов по режиму с изменением обжатий, близкому к оптимальным значениям способа (П2), величина отсортировки составляет 2,3 %, что меньше, чем по известному способу, в 6,3 раза и меньше граничных показателей способа в б и 6,1 раза, что
римечание, В числителе - деформация по шиоиие после обжатия по высоте, а знаменателе - то ire, перед обжатием по высоте;
Ни ДН - текуцэп толщине сляба и его обжатие по толчине) D и &D - текущая ширчна сляба и его обжатие по ширине} A.U, и 40,50 °б «зтие по ширине в первом проходе и общее обжатие по ширине;
N|MOKC и HЈ - номер прохода с максимальным обжатием по ширине и общее количество проходов;i
АОЬг и - зеличина деформации по ширине перед обжатием по высоте и после обжатия по высоте,
подтверждает оптимальность этого уровня обжатий по ширине для данных условий.
Как видно из приведенных экспериментальных данных использование предлагаемого способа прокатки слябов позволяет уменьшить отсортировку по дефектам типа рваная кромка и плена и, таким образом, существенно улучшить его качество. Формула изобретения
Способ прокатки слябов, включающий обжатие слитка по толщине и ширине в несколько проходов, отличающийся тем, что, с целью улучшения качества слябов путем снижения кромочных дефектов, первое
обжатие слитка по ширине ведут с величиной 0,1-0,4 общей абсолютной деформации слитка по ширине, через 0,5-0,8 общего количества проходов обжатие по ширине устанавливают в 2-4 раза меньше обжатия по
ширине в первом проходе, при этом обжатие по ширине перед обжатием по высоте устанавливают в 1,5-3,0 раза больше, чем после обжатия по высоте.
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
