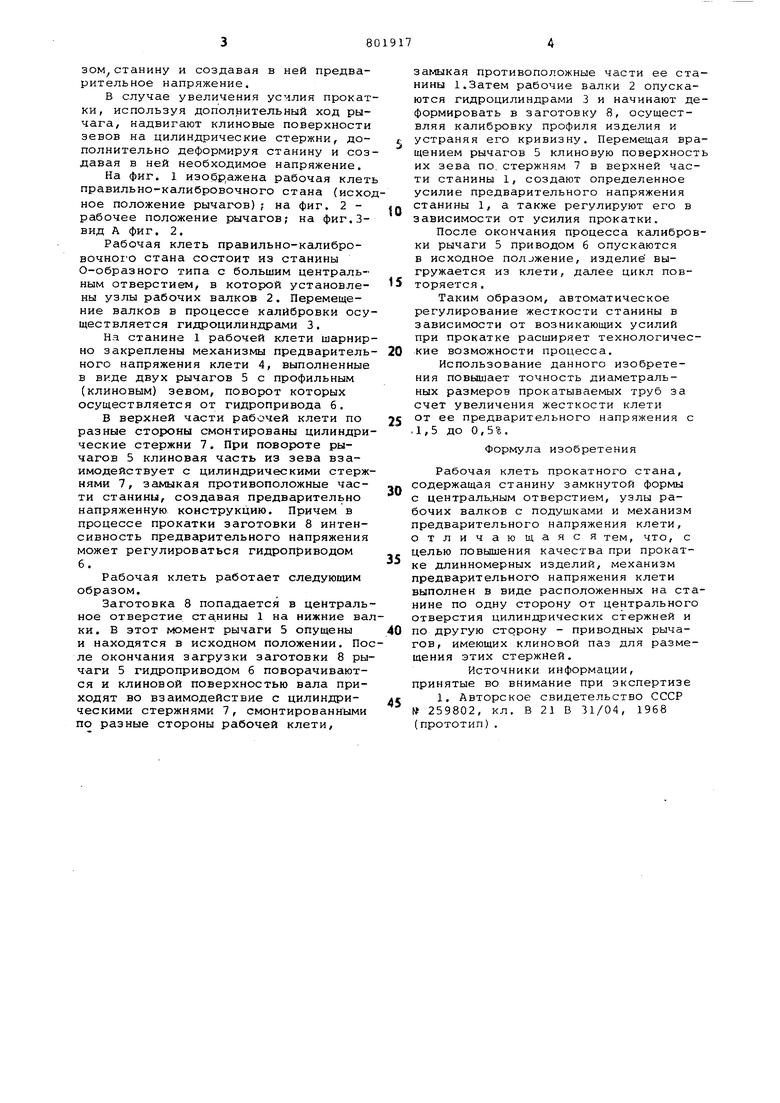
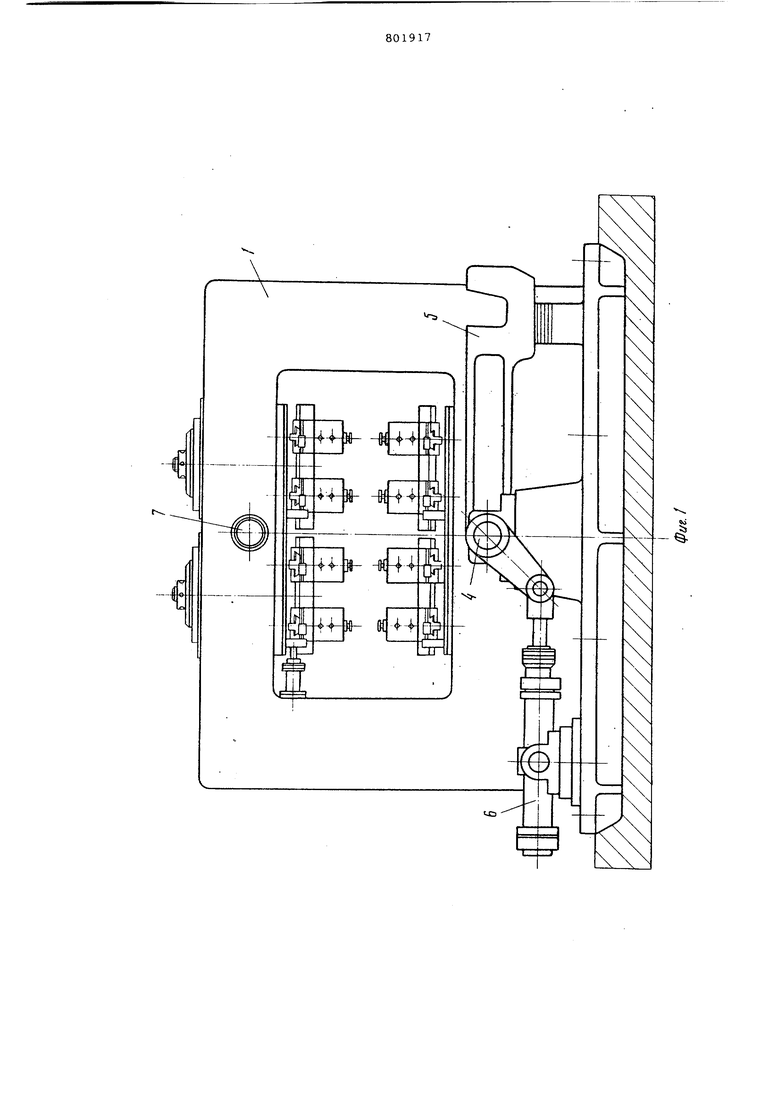
Изобретение относится к обработке металлов давлением, в частности к рабочим клетям станов поперечной прокатки и калиброрки изделий. Известна прокатная клеть, содержа щая станину, узлы рабочих валков с подушками, привод их перемещения и механизм предварительного напряжения клети l. Недостаток известной конструкции предварительно-напряженной прокатной клети заключает я в том, что в случае прокатки изделий значительной ширины расстояние между подушками ув личится, а жесткость клети уменьшится, так как предварительное напряжение, создаваемое гайками, стягивающи колонны, не сможет существенно изменить прогиб рабочих валков. Это при водит к нестабильности размеров длин номерных прокатываемых изделий и к получению изделий с плюсовыми допусками, что при дальнейшей обработке ведет к перерасходу металла в стружку. Целью изобретения язляется повыше ние качества при прокатке длинномерных изделий. С этой целью механизм предварительного напряжения клети выполнен в виде расположенных на станине по одну сторону от центрального отверстия цилиндрических стержней, и по другую сторону - приводных рычагов, имеющих клиновой паз для размещения этих стержней. Такое конструктивное выполнение рабочей клети прав 1льно-калибровочного стана позволяет увеличить жесткость станины рабочей клети при прокатке длинномерных изделий, что повышает точность диаметральных размеров до ±0,5% на диаметр и снижает кривизну до 0,1-0,2 мм на погонный метр профильных длинномерных изделий (свыше 1,5 м длиной различного диаг метра). Повышение жесткости рабочей клети достигается посредством применения специального устройства, состоящего из расположенных по разные стороны от станины механизмов предварительного напряжения клети, выполненных в виде рычагов с профильным (клиновым) зевом, работающих от гидропривода. В верхней части станины смонтированы цилиндрические стержни, во взаимодействие с которыми приходят профильные зевы рычагов при их повороте от гидропривода, замыкая, таким образом станину и создавая в ней предварительное напряжение. В случае увеличения усилия прокат ки, используя дополнительный ход рычага, надвигают клиновые поверхности зевов на цилиндрические стержни, дополнительно деформируя станину и соз давая в ней необходимое напряжение. На фиг. 1 изображена рабочая клет правильно-калибровочного стана (исхо ное положение рычагов); на фиг. 2 рабочее положение рычагов; на фиг.Звид А фиг. 2. Рабочая клеть правильно-калибровочногО стана состоит из станины О-образного типа с большим центральным отверстием, в которой установлены узлы рабочих валков 2. Перемещение валков в процессе калибровки осу ществляется гидроцилиндрами 3. На станине 1 рабочей клети шарнир но закреплены механизмы предваритель ного напряжения клети 4, выполненные в виде двух рычагов 5 с профильным (клиновым) зевом, поворот которых осуществляется от гидропривода б. В верхней части рабочей клети по разные стороны смонтированы цилиндри ческие стержни 7. При повороте рычагов 5 клиновая часть из зева взаимодействует с цилиндрическими стерж нями 7, замыкая противоположные части станины, создавая предварительно напряженную конструкцию. Причем в процессе прокатки заготовки 8 интенсивность предварительного напряжения может регулироваться гидроприводом 6. Рабочая клеть работает следующим образом. Заготовка 8 попадается в централь ное отверстие ста.нины 1 на нижние ва ки. В этот момент рычаги 5 опущены и находятся в исходном положении. По ле окончания загрузки заготовки 8 ры чаги 5 гидроприводом б поворачиваются и клиновой поверхностью вала приходят во взаимодействие с цилиндрическими стержнями 7, смонтированными по разные стороны рабочей клети. замыкая противоположные части ее станины 1.Затем рабочие валки 2 опускаются гидроцилиндрами 3 и начинают деформировать в заготовку 8, осуществляя калибровку профиля изделия и устраняя его кривизну. Перемещая вращением рычагов 5 клиновую поверхность их зева по. стержням 7 в верхней части станины 1, создают определенное усилие предварительного напряжения станины 1, а также регулируют его в зависимости от усилия прокатки. После окончания процесса калибровки рычаги 5 приводом б опускаются в исходное положение, изделие выгружается из клети, далее цикл повторяется . Таким образом, автоматическое регулирование жесткости станины в зависимости от возникающих усилий при прокатке расширяет технологические возможности процесса. Использование данного изобретения повышает точность диаметральных размеров прокатываемых труб за счет увеличения жесткости клети от ее предварительного напряжения с ,1,5 до 0,5%. Формула изобретения Рабочая клеть прокатного стана, содержащая станину замкнутой формы с централь.ным отверстием, узлы рабочих валков с подушками и механизм предварительного напряжения клети, отличающаяся тем, что, с целью повышения качества при прокатке длинномерных изделий, механизм предварительного напряжения клети выполнен в виде расположенных на станине по одну сторону от центрального отверстия цилиндрических стержней и по другую сторону - приводных рычагов, имеющих клиновой паз для размещения этих стержней. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 259802, кл. В 21 В 31/04, 1968 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1980 |
|
SU965575A1 |
| Правильно-колибровочный стан | 1979 |
|
SU804068A1 |
| Загрузочно-разгрузочное устройство | 1978 |
|
SU763030A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2107573C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2002 |
|
RU2242306C2 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Механизм подачи прокатного стана | 1986 |
|
SU1342553A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| Клеть калибровочного стана | 1974 |
|
SU464346A1 |

Nj
