1
Изобретение относится к устройствам, используемым при изготовлении деталей
гибкой и их последующей сборке с сопрягаемыми деталями 1.
Известно устройство для изготовления деталей, например, замка, содержащее матрицу, расположенную на подвижной плите и взаимодействующую двумя противоположными частями боковой поверхности, на одной из которых закреплен нож, со втулочным ножом и упором для отмера длины заготовки, установленными на неподвижной плите, а торповой поверхностью с пуансоном.
Устройство имеет подпружиненный стол для укладки сопрягаемой детали с узлом ее фиксации, расположенным на пуансоне, выполненным с возможностью горизонтального перемещения и подпружиненным прижимом изготовляемой детали, перемещае мым матрицей и связанным с пуансоном, а торцовая поверхность матрицы и рабочая поверхность пуансона выполнены со ступенями последовательной гибки, расположенными во взаимно перпендикулярных плоское
тях и взаимодействующими друг с другом последовательно.
Узел фиксации устройства выполнен в виде двух подпружиненных планок с установочными пальцами, расположенных на столе по обе стороны сопрягаемой детали с возможностью перемещения относительно ее.
В известном устройстве по мере износа рабочих поверхностей матрицы и пуансона зазор между ними увеличивается и, следовательно, при гибке участки изготовляемой детали, находящиеся между изношенными рабочими поверхностями, не будут изгибаться под гфямым углом. Чем больще будет зазор между матрицей и пуансоном, тем больще угол изгиба будет отклоняться от прямого. Для получения качественных деталей необходимо мбйять изнощенный инструмент.
Цель изобретения - повыщение качества изготавливаемых деталей и получение детали требуемой формы без замены инструмента. Это достигается тем, что прижимной рычаг снабжен роликами, контактирующими с профильными копирами, которые закреплены на матрице, а рабочие участки наружных ступеней пуансона снабжены высту- д
пами, расположенными выше рабочих участков внутренних ступеней, при этом дно матрицы выполнен в виде регулируемого упора.
Такое исполнение устройства дает возможность при гибке концов отрезка проволоки на рабочих участках наружных ступеней пуансона прогнуть прижимом среднюю част проволоки в направлении, обратном основному до такой степени, что угол между изогнутым концом и прогнутой средней частью проволоки получается прямым и при износе рабочих поверхностей матрицы и пуансона.
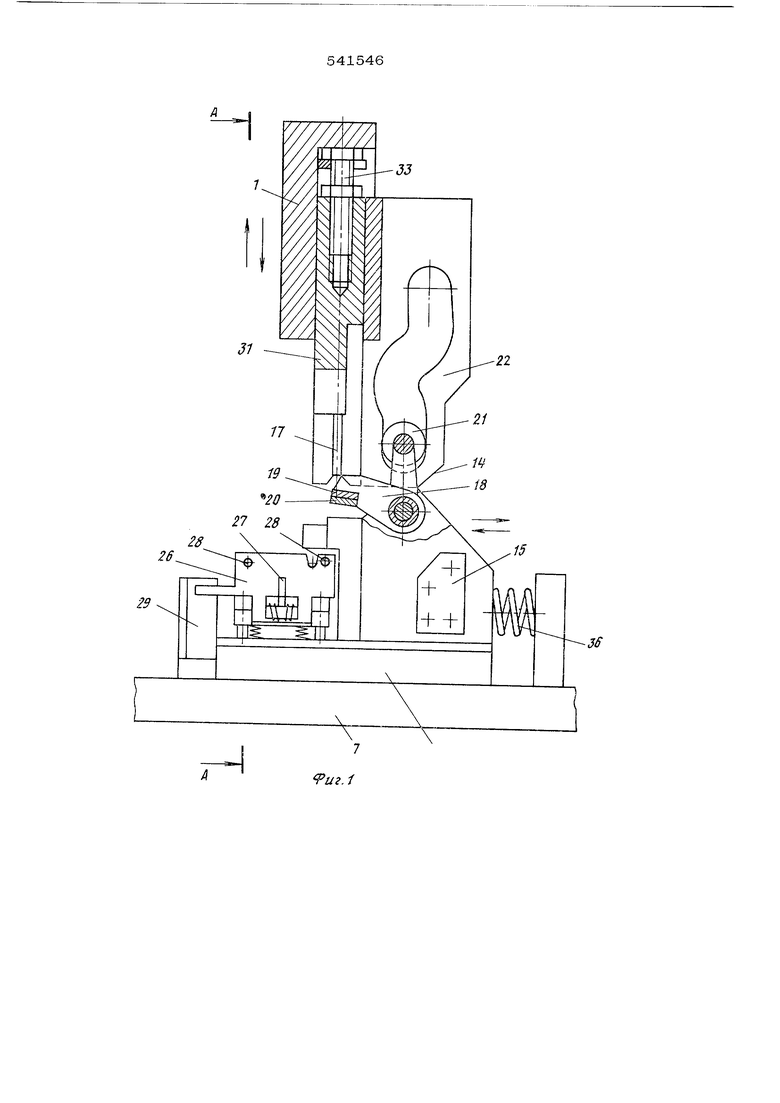
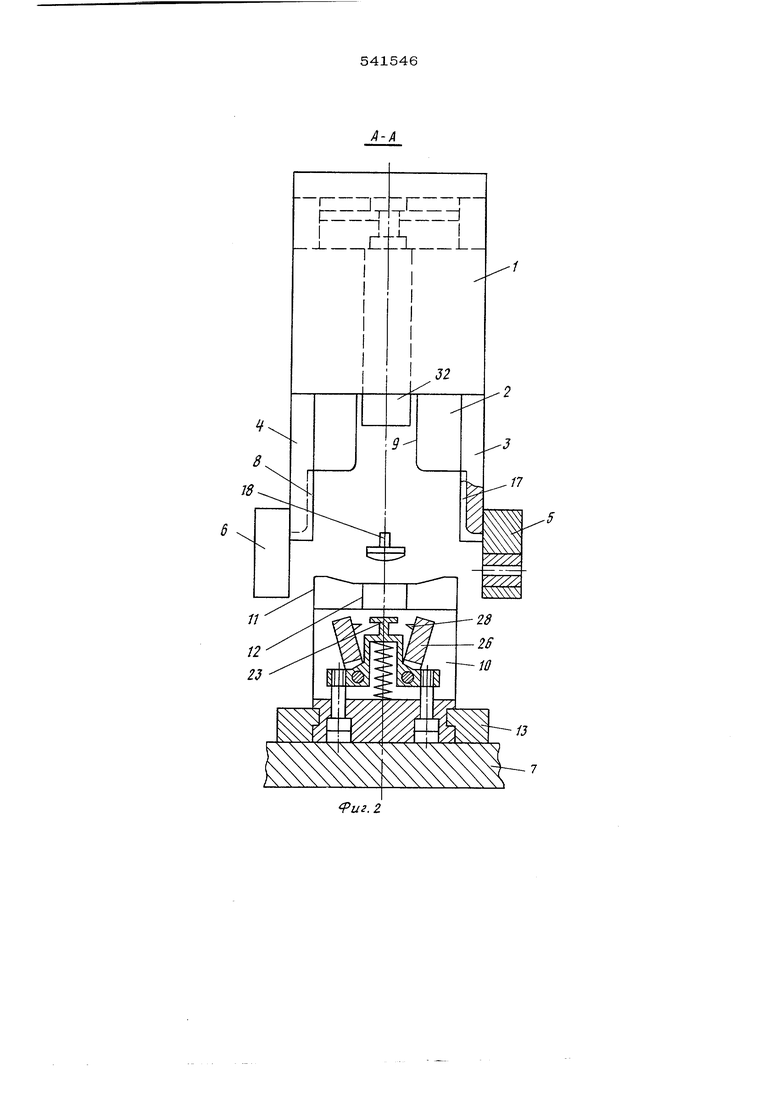
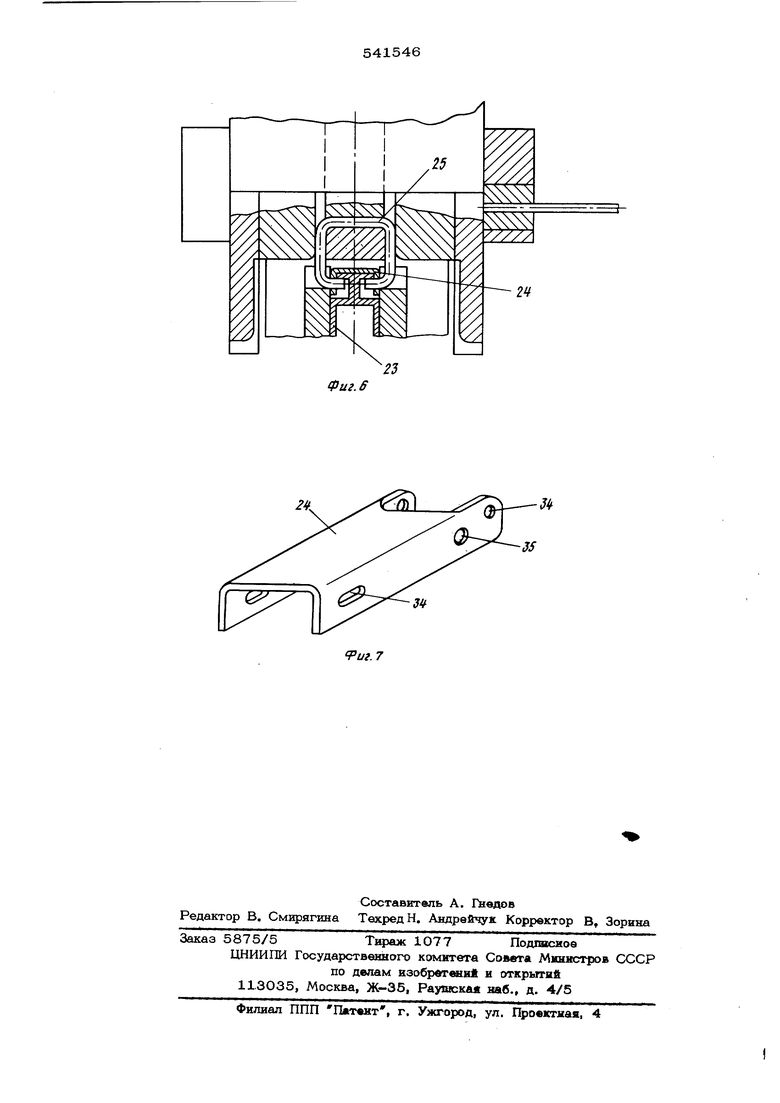
На фиг, 1 изображено предлагаемое устройство, общий видна фиг. 2 - разрез А-А на фиг. 1; на фиг. 3-6 последовательно стадии изготовления детали и сборки ее с сопрягаемой деталью; на фиг. 7 - сопрягаемая деталь.
Устройство содержит подвижную плиту 1, на которой закреплена матрица S с ночжами 3, 4, закрепленными на боковой ее поверхности. Матрица 2 двумя ножами 3, 4 взаимодействует со втулочным ножом 5 и упором 6, закрепленными на неподвижной плите 7. Торцовая поверхность матрицы 2 выполнена со ступенями 8, 9, расположенными в вертикальной плоскости и последовательно взаимодействующими с рабочей поверхностью пуансона 10, также выполненным со ступенями 11, 12, расположенными последовательно в горизонтальном направлении. Для последовательного взаимодействия ступеней между собой пуансон вьшолнен с возможностью горизонтального перемещения по направляющим 13 неподвижной плиты 7 при помощи скоса 1.4 на матрице 2, взаимодействующего с клином 15, закрепленным на пуансоне 10.
Для удержания отрезка проволоки 16 в процессе гибки в ступенях матрицы выполнены пазы 17, Прижим 18 отрезка проволоки 16 выполнен в виде двуплечего рычага, на одном плече которого имеется упор 19с пятой 20, а на другом установлены ролики 21. Ролики 21 взаимодействуют с профильными копирами 22, закрепленными на матрице.
Стол 23 для укладки сопрягаемой детали 24 выполнен подпружиненным и расположен на пуансоне Ю. Для центрирования сопрягаемой детали 24 относитель
Планки могут перемещаться относительно сопрягаемой детали 24 посредством клина 29, закрепленного на неподвижной плите 7.
Для обеспечения возможности прогиба средней части отрезка проволоки 16 {фиг. 4) рабочие участки 30 наружных ступеней 11 пуансона Ю расположены вьпле рабочих участков 31 ступеней 12.
Дно матрицы выполнено в виде упора 32, положение которого относительно ступеней матрицы регулируется винтом 33.
На сопрягаемой детали 24 вьшолнены центрирующие отверстия 34 и отверстия 35, в которые заводят концы изготовляемых деталей, при этом возвратное движение пуансону 10 сообщается пружиной 36
Устройство работает следующим образом
Проволоку 16 подают через втулочный нож 5 до упора 6, а сопрягаемую деталь 24 укладывают на стол 23. При движении подвижной плиты 1 вниз нож 3 матрицы 2 отрезает необходимую длину проволоки 16.
При дальнейшем своем движении ступени 8 матрицы 2 взаимодействуют со ступенями 11 пуансона 10 и изгибают концы отрезка проволоки, придавая ему форму ступени 11. В это время прижим 18, взаимодействуя своими роликами 21 с закрепленными на матрице 2 профильными копирами 22, прогибает Пятой 20 среднюю часть отрезка проволоки и затем отходит от проволоки. Величина прогиба регулируется установкой прокладок между упором 19 и пятой 20.
В дальнейщем скос 14 матрицы 2 взаимодействует с клином 15 н перемещает пуансон 10 по направляющим 13 неподвижной плиты 7. .При этом предварительно согнутая деталь 25 удерживается на месте пазами 17, выполненными в матрице 2, При перемещении пуансона 10 прижим 18 перемещается вместе с ним и в дальнейщей гибке не участвует, стол 23 также перемещается и перемещаются планки 26, установленные на столе 23. При этом планки 26 выходят из взаимодействия с клином 29 и начинают под действием пружин 27 сближаться. Установочные пальцы 28 входят в отверстия 34 сопрягаемой детали 24 и центрируют ее. Окончание процесса центрирования и фиксации сопрягаемой детали 24 совпадает с устано&кой пуансона 10 во второе рабочее поло- но изготавливаемой детали 25 и ее фиксации при сборке на столе 23 расположен узел Аиксации, выполненный в виде двух подпружиненных планок 26 с Щ)ужинами 27 и с установочными пальцами 28.
жение. Центрирование и фиксация сопрягаемой детали 24, установка пуансона 10 во второе рабочее положение осуществляется при перемещении матрицы 2 . После этого осуществляется гибка при взаимодействии ступеней 9 матрицы 2 со ступенями 12 пуансона 1О. В процессе гибки во втором рабочем положении пуансона 10 ранее согнутые концы проволоки проходят при этом через пазы, выполненные в планках 26. При центрировании сопрягаемой детали 24 ее отверстия 35 совмещаются с пазами планок 26. При окончании изготовления детали 25 концы ее заходят в отверстия 35 сопрягаемой детали, а упор 32 правит вьтуклость верхнего участка детали 25. При подъеме матрицы 2 пуансон 10 со столом 23 перемещается в ис ходное положение пружиной 36. Планки 26 находят на клин 29 и раздвигаются, освобождая деталь 24. Собранные детали снимаются со стола. В дальнейшем цикл повторяется.
Формула изобретения
Устройство для изготовления деталей по авт. св. № 520153, отличающееся тем, что, с целью повышения качества изготовления деталей путем предварительного противоизгиба средней части заготовки, прижимной рычаг снабжен роли-
ками, контактирующими с профильными копирами, закрепленными на матрице, а рабочие участки наружных ступеней пуансона снабжены выступами, расположенными выще рабочих участков внутренних ступеней, при
этом дно матрицы выполнено в виде регулируемого упора.
Источники информации, принятые во внимание при экспертизе:
1, Заявка № 1459937 по кл. B2iu 53/00 от 1970 г., по которой принято решение о выдаче авт. свидетельства.
26
29

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления деталей | 1970 |
|
SU520153A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Штамп совмещенного действия | 1975 |
|
SU539644A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 2005 |
|
RU2287397C1 |
| Штамп для совмещенного действия | 1975 |
|
SU649488A1 |
| Устройство для обработки деталей | 1987 |
|
SU1459784A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |

иг.1
28
11
иг.5
2«.
3S
J«
