(54 ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ
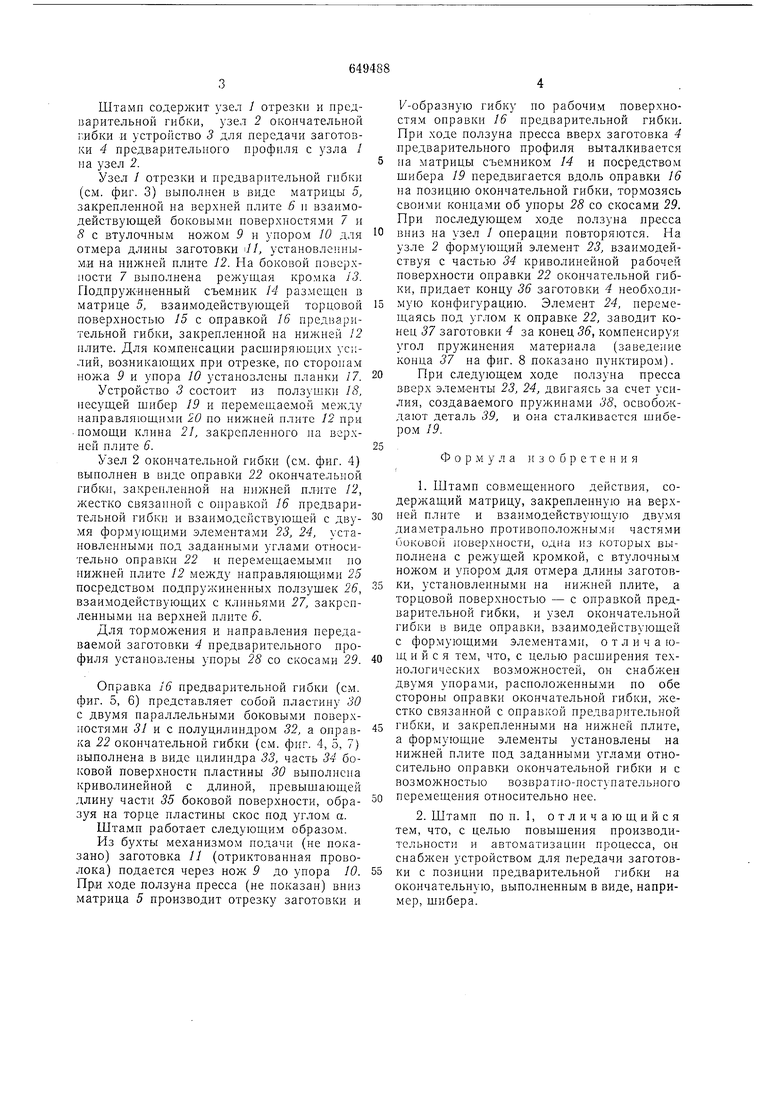
Штамп содержит узел 1 отрезки и предцарительной гибки, узел 2 окончательной гибки и устройство 3 для передачи заготовки 4 предварительного профиля с узла I и а узел 2.
Узел 1 отрезки и предварительной гибки (ем. фиг. 3) выполнен в виде матрицы 5, закрепленной на верхней плите 6 и взаимодействующей боковыми поверхностями 7 и 8 с втулочиым ножом 9 и упором 10 для отмера длины заготовки 11, установленными на нижней плите 12. На боковой поверхпоети 7 выполнена режущая кромка /. Подпружиненный съемник 14 размещен в матрице 5, взаимодействующей торцовой поверхностью 15 с оправкой 16 предварительной гибки, закрепленной на нижней 12 илите. Для компенсации расщиряющих усилий, возникающих при отрезке, по сторонам ножа 9 и упора 10 установлены планки 17.
Устройство 3 состоит из ползущки 18, иееущей щибер 19 и перемещаемой между направляющими 20 по нижней плите 12 при помощи клина 21, закрепленного на верхней плите 6.
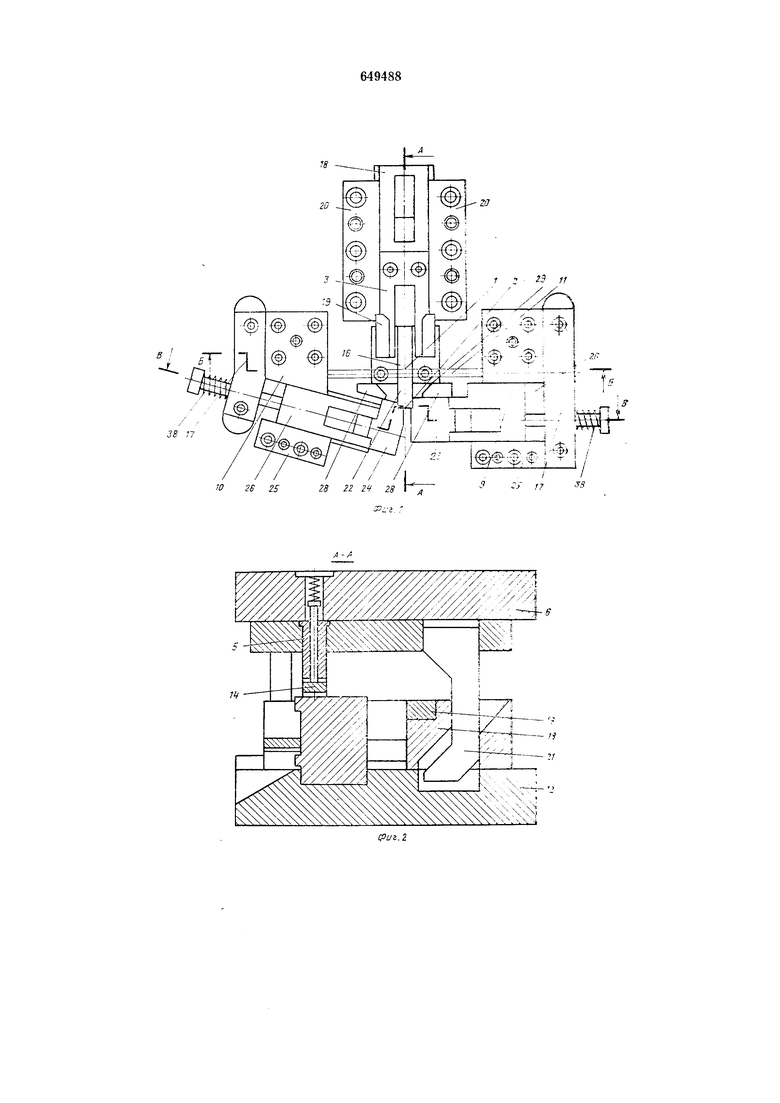
Узел 2 окончательной гибки (ем. фиг. 4) выполнен в виде оправки 22 окончательной гибки, закрепленной на нижней плите 12, жестко связанной с оправкой 16 предварительной гибки и взаимодейетвующей с двумя формующими элемента.ми 23, 24, установленными под заданными углами относительно оправки 22 и перемещаемыми по нижней плите 12 между направляющими 25 посредством подпружиненных ползущек 26, взаимодейетвующих с клиньями 27, закрепленными на верхней плите 6.
Для торможения и направления передаваемой заготовки 4 предварительного профиля уетановлены упоры 28 ео скосами 29.
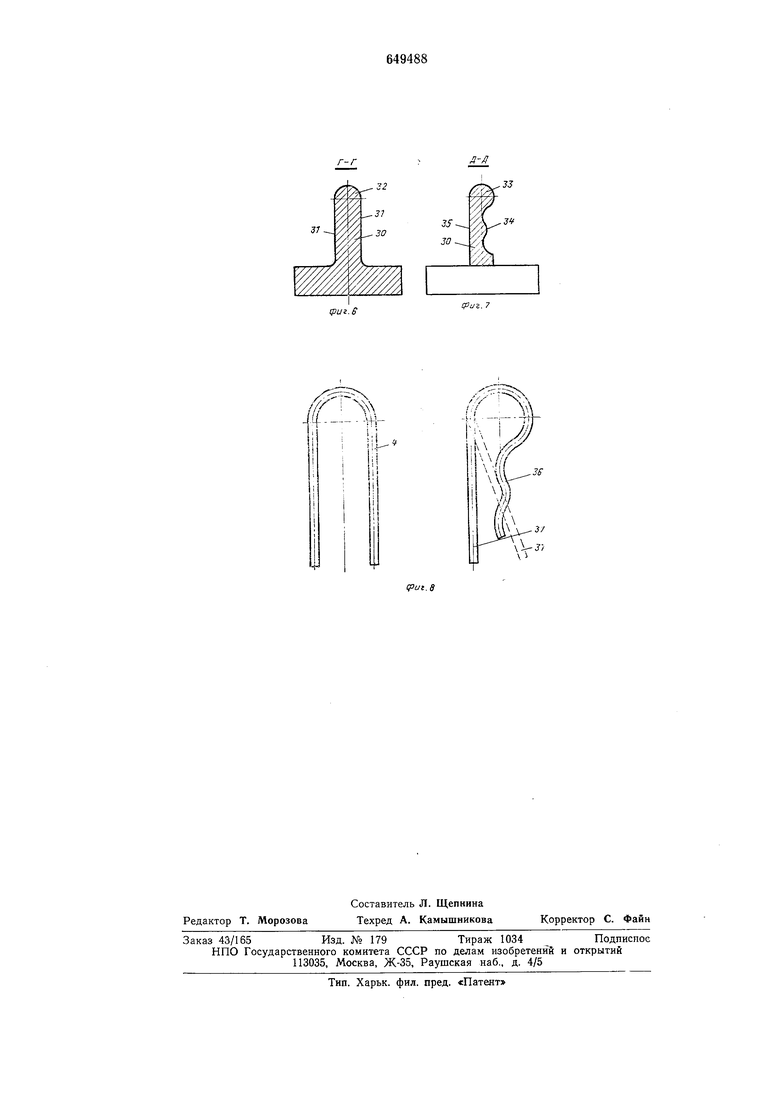
Оправка 16 предварительной гибки (см. фиг. 5, 6) представляет собой пластину 30 с двумя иараллельными боковыми поверхностям,и 31 и с полуцилиндром 32, а оправка 22 окопчательной гибки (см. фиг. 4, 5, 7) выполнена в виде цилиндра 33, часть 34 боковой поверхности пластины 30 выполнена криволинейной с длиной, превыщающей длину части 35 боковой поверхности, образуя на торце пластины скос под углом а.
Штамп работает следующим образом.
Из бухты механизмом подачи (не показано) заготовка 11 (отриктованная проволока) подается через нож 9 до унора 10. При ходе ползуна пресса (не показан) вниз матрица 5 производит отрезку заготовки и
V-образиую гибку по рабочим поверхноетям оиравки 16 предварительной гибки. При ходе ползуна прееса вверх заготовка 4 предварительного профиля выталкивается па матрицы съемником 14 и посредетвом щибера 19 передвигается вдоль оправки 16 на позицию окончательной гибки, тормозясь своими концами об упоры 28 со скосами 29. При последующем ходе ползуна пресса вниз на узел / операции повторяются. На узле 2 формующий элемент 23, взаимодействуя с частью 34 криволинейной рабочей поверхности оправки 22 окончательной гибки, придает концу 36 заготовки 4 необходимую конфигурацию. Элемент 24, пер.емещаяеь под углом к оправке 22, заводит конец 37 заготовки 4 за конец 36, компенсируя угол пружинения материала (заведе;1ие конца 37 на фиг. 8 показано пунктиром).
При следующем ходе ползуна пресса вверх элементы 23, 24, двигаясь за счет усилия, создаваемого пружинами 38, освобождают деталь 39, и она сталкивается шибером 19.
Формула изобретения
1.Штамп совмещенного действия, содержащий матрицу, закрепленную на верхней плите и взаимодействующую двумя диаметрально противоположным.ч частями боковой повер.хности, одна из которых выполнена с режущей кромкой, с втулочным ножом и упором для отмера длины заготовки, уетановленными на нижней плите, а торцовой поверхностью - с оправкой предварительной гибки, и узел окончательной гибки в виде оправки, взаимодействующей с формующими элементами, о т л и ч а гощи и е я тем, что, с целью расширения технологических возможностей, он снабжен двумя упорами, расположенными по обе стороны онравки окончательной гибки, жестко связанной е оправкой предварительной гибки, и закрепленными на нижней плите, а формующие элементы установлены на нижней плите под заданными углами отноеительно оправки окончательной гибки и с возможностью возвратно-поступательного перемещения относительно нее.
2.Штамп поп. 1, отличающийся тем, что, с целью повыгиения производительности и автоматизации процесса, он снабжен устройством для передачи заготовки с позиции предварительной гибки на окончательную, выполненным в виде, например, щибера. Ю 2В 25 f ,7 Т5
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| Штамп совмещенного действия | 1975 |
|
SU539644A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| Штамп совмещенного действия для гибки | 1989 |
|
SU1731352A1 |
| Установка для изготовления одиночных проводов и сборки их в пучки для монтажа на автомашинах | 1960 |
|
SU135119A1 |
39 n ie 27
г-г
Григ.Ё
---д-л
риг. 7
i
