три помощи оси 15 шарнирно закреп- yiCH рычаг 16, несущийподающий
:упор 17. Ролики 11 взаимодействуют с копиром, выполненным в виде профильной планки 18. Планка 18 установлена подвижно в направляющей 5 и снабжена продольным пазом 19, по которому перемещается штифт 20, закрепленный в направляющей 5.
В матрице 6 установлен клин 21, взаимо- ,действующий с осью 22, закрепленной в
сирует в своем рабочем контуре следующую деталь.
При повторном цикле, когда верхняя плита 24 опускается вниз, каретка 4 начинает - перемещаться влево, рамка 3 перемещает вторую деталь в зону обработки на позицию а, а подвижный упор 17 своим выступом захватывает первую, обработанную с одной стороны, деталь и перемещает ее на упор 8, где производит ее разворот, сам
ДС rl J D у Iw LU,rl rl V- J j iJCjrviyv iiLTiv rifH-j/i 1-1yiiiju u, 1 /Л I i. i v. i/cj juv- p ji) л„«лт1
,ноже 7 и с регулируемым по длине толка- вращаясь на подвижной оси 15. Зажим дета|телем 23, смонтированным в подвижной верх- |ней плите 24. На направляющей 5 закрепле-- на направляющая 25, а на плите 24 за- креплен нож 26 и подвижно установлен при-ли подвижным упором 17 производится под действием пружины 30. При дальнейщем движении каретки 4 подвижный упор 17 оканчивает разворот первой детали и она ложит;жим 27, взаимодействующий с толкателем 28. 15 ся на нижний нож 7 на позицию б, а пружи:Толкатель 28 смонтирован в плите 24 и ;подпружинен упругим элементом 29. Рычаг П6 подпружинен пружиной 30. Устройство работает следующим образом. Приводится в движение подающая карет
на 30 возвращает упор 17 в первоначальное положение, профильная планка 18 останавливается в своем движении щтифтом 20, ролики 11 перемещаются из впадин на выступы профильной планки 18, и упоры 17 и 14
|ка 4. 3 захватывает первую обраба-- 20 утапливаются. При обратном ходе верхней
1тываемую деталь и перемещает ее на пози|цию о зоны обработки. При дальнейщем
движении верхней плиты 24 толкатель 28 на|жимает на клин 21, который через ось 22
i приводит в движение нижний нож 7, перемещающийся в матрице 6. В это же время подпружиненный прижим 27 прижимает обрабатываемую деталь к рабочей поверхности матрицы 6 и нижнему ножу 7, а верхний нож 26 производит формирование лезвия на детали.
В это время каретка 4 находится в крайнем левом положении, упоры 14 и 17 утоплены, так как ролики 11 находятся на выступах профильной планки 18, которая за:фиксирована штифтом 20 в крайнем право.м положении по отнОщению к каретке 4. При ходе верхней плиты 24 вверх прижим 27 освобождает обработанную на одной стороне деталь. В это время механизм перемещения (не показан) начинает передвигать каретплиты 24 цикл повторяется.
При повторном цикле хода верхней плиты 24 вниз рамка 3 и упор 17 работают как описано вынге, у в тот момент, когда 25 упор 17 захватывает оп)аботаниую деталь на позиции а, подвиж,ч1.1и упор 14 захватывает первую, обработанную с обеих сторон деталь на позиции б, сме1цает ее в крайнее левое положен И, гем самы.м удаляя ее из зоны обраб;) кп.
30
Фг;/;лгуло изобретения
ycTpf.ikcTBo для обработки деталей, содержащее неподвижную и подвижную плиты, механизм подачи деталей в зону обработки, 35 матрицу с рабочей поверхностью, параллельной плоскости подачи деталей, смонтированную на неподвижной плите и размещенную в зоне обработки, клин, два ножа, один из которых установлен в матрице с возможку 4 вправо, вместе с которой за счет постью перемещения в направлении, перпен
.ITntilllJri r r nnDOU1 / li П1Л 7 Ч1/ ииОЛЛио ТЛ 1ХзтТЛГУЛ/птЛПЛЧИЯlI JTTnODrrtlLJTJlV TT/ TOirlJnCn OTOIJ
силы трения, создаваемой пружинами 12 и 13, перемещается и профильная планка 18 до момента, когда она будет остановлена штифтом 20. Дальнейптее передвижение каретки 4 вправо выводит ползущку 9 совместно с упором 17, а также ползушку 10 из тела каретки 4 за счет того, что ролики 1 1 перемещаются с выступов во впидины про- ггланки 18.
Размеры длины паза 19, выполненного в профильной планке 18, а также размеры выдикулярном направлению подачи деталей, и взаимодействия с клином, прижим, установленный с возможностью пере.мещения в вертикальном направлении и взаимодействия с рабочей поверхностью маприцы и толкате- 45 лем, смонтированным в подвижной плите, отличающееся тем, что, с целью расщирения технологических возможностей путем обеспечения обрабопки деталей различных габаритов и конфигурации, рабочая поверхность матрицы расположена под углом к горизонступов и впадин и место постановки щтифта 50 тальной плоскости, другой нож и прижим
20 в направляющей 5 должны обеспечиват ; иыход ползущки 9 с упором 17 из каретки 4 юсле того, как упор 17 переместится впра- rio за профиль обработанной детали. При алык йщем движении каретка 4 нереместит- с-я и крайнее правое положение, профиль- :;,.я планка 18 займет по отнощению к ней крайнее левое положение, а рамка 3 за(|)икустановлены на подвижной плите, клин подвижно смонтирован в матрице с возможностью взаимодействия с подвижной плитой, механизм подачи выполнен в виде подающей каретки, смонтированной в матрице с возможностью возвратно-поступательного движении Б мйправлемии по.чачи деталей, на 1равляю Щ й, закрепленной на матрице с возсирует в своем рабочем контуре следующую деталь.
При повторном цикле, когда верхняя плита 24 опускается вниз, каретка 4 начинает перемещаться влево, рамка 3 перемещает вторую деталь в зону обработки на позицию а, а подвижный упор 17 своим выступом захватывает первую, обработанную с одной стороны, деталь и перемещает ее на упор 8, где производит ее разворот, сам
yiiiju u, 1 /Л I i. i v. i/cj juv- p ji) л„«лт1
вращаясь на подвижной оси 15. Зажим детавращаясь на подвижной оси 15. Зажим детали подвижным упором 17 производится под действием пружины 30. При дальнейщем движении каретки 4 подвижный упор 17 оканчивает разворот первой детали и она ложится на нижний нож 7 на позицию б, а пружина 30 возвращает упор 17 в первоначальное положение, профильная планка 18 останавливается в своем движении щтифтом 20, ролики 11 перемещаются из впадин на выступы профильной планки 18, и упоры 17 и 14
утапливаются. При обратном ходе верхней
20 утапливаются. При обратном ходе верхней
плиты 24 цикл повторяется.
При повторном цикле хода верхней плиты 24 вниз рамка 3 и упор 17 работают как описано вынге, у в тот момент, когда 25 упор 17 захватывает оп)аботаниую деталь на позиции а, подвиж,ч1.1и упор 14 захватывает первую, обработанную с обеих сторон деталь на позиции б, сме1цает ее в крайнее левое положен И, гем самы.м удаляя ее из зоны обраб;) кп.
30
Фг;/;лгуло изобретения
ycTpf.ikcTBo для обработки деталей, содержащее неподвижную и подвижную плиты, механизм подачи деталей в зону обработки, 35 матрицу с рабочей поверхностью, параллельной плоскости подачи деталей, смонтированную на неподвижной плите и размещенную в зоне обработки, клин, два ножа, один из которых установлен в матрице с возмож постью перемещения в направлении, перпен
зтТЛГУЛ/птЛПЛЧИЯlI JTTnODrrtlLJTJlV TT/ TOirlJnCn OTOIJ
дикулярном направлению подачи деталей, и взаимодействия с клином, прижим, установленный с возможностью пере.мещения в вертикальном направлении и взаимодействия с рабочей поверхностью маприцы и толкате- 5 лем, смонтированным в подвижной плите, отличающееся тем, что, с целью расщирения технологических возможностей путем обеспечения обрабопки деталей различных габаритов и конфигурации, рабочая поверхность матрицы расположена под углом к горизонустановлены на подвижной плите, клин подвижно смонтирован в матрице с возможностью взаимодействия с подвижной плитой, механизм подачи выполнен в виде подающей каретки, смонтированной в матрице с возможностью возвратно-поступательного движении Б мйправлемии по.чачи деталей, на 1равляю Щ й, закрепленной на матрице с возможностью образования направляющего паза для перемещения деталей, копира, смонтированного в матрице с возможностью перемещения в направлении подачи деталей, двух
щения в направлении,перпендикулярном рабочей поверхности матрицы, рычага, щарнир- но закрепленного одним концом на первой по ходу подачи ползушке, опорного упора.
МСЩСНИН D HallUaOJItnriJI .- ---V
ползущек, установленных в матрице перед смонтированного на подвижном ноже, и двух
-«r,,.r,r r inLur пПНЯ -ЧЯn/ TTQu-iMTuv vHAnoR ОПИН ИЗ КОТООЫХ ЗЗКреП t J JJ J
подвижным ножом последовательно одна за другой в направлении подачи с возмож ностью взаимодействия с копиром и переме
подающих упоров, один из которых закреплен на второй по ходу подачи ползущке, а другой - на свободном конце рычага.
щения в направлении,перпендикулярном рабочей поверхности матрицы, рычага, щарнир- но закрепленного одним концом на первой по ходу подачи ползушке, опорного упора.
.- ---V
смонтированного на подвижном ноже, и двух
смонтированного на подвижном ноже, и двух
n/ TTQu-iMTuv vHAnoR ОПИН ИЗ КОТООЫХ ЗЗКреПподающих упоров, один из которых закреплен на второй по ходу подачи ползущке, а другой - на свободном конце рычага.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Способ резки труб и устройство для его осуществления | 1981 |
|
SU1007860A1 |
| Автомат для сборки радиаторов | 1967 |
|
SU306688A1 |
| Устройство для обработки полосового и ленточного материала | 1987 |
|
SU1473884A1 |
| Устройство для вырубки пазов | 1982 |
|
SU1147485A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее в рабочую зону пресса | 1982 |
|
SU1058686A1 |
| Устройство для подачи полосового и ленточного материалов в штамп | 1983 |
|
SU1138212A1 |
| Устройство для перфорирования и отрезки ленты или полосы из эластичного материала П-образного профиля | 1986 |
|
SU1428503A1 |
| Штамп для изготовления просечно-вытяжной сетки | 1984 |
|
SU1260070A1 |
| Грейферное устройство для перемещения заготовок между рабочими позициями многопозиционного пресса | 1986 |
|
SU1484415A1 |
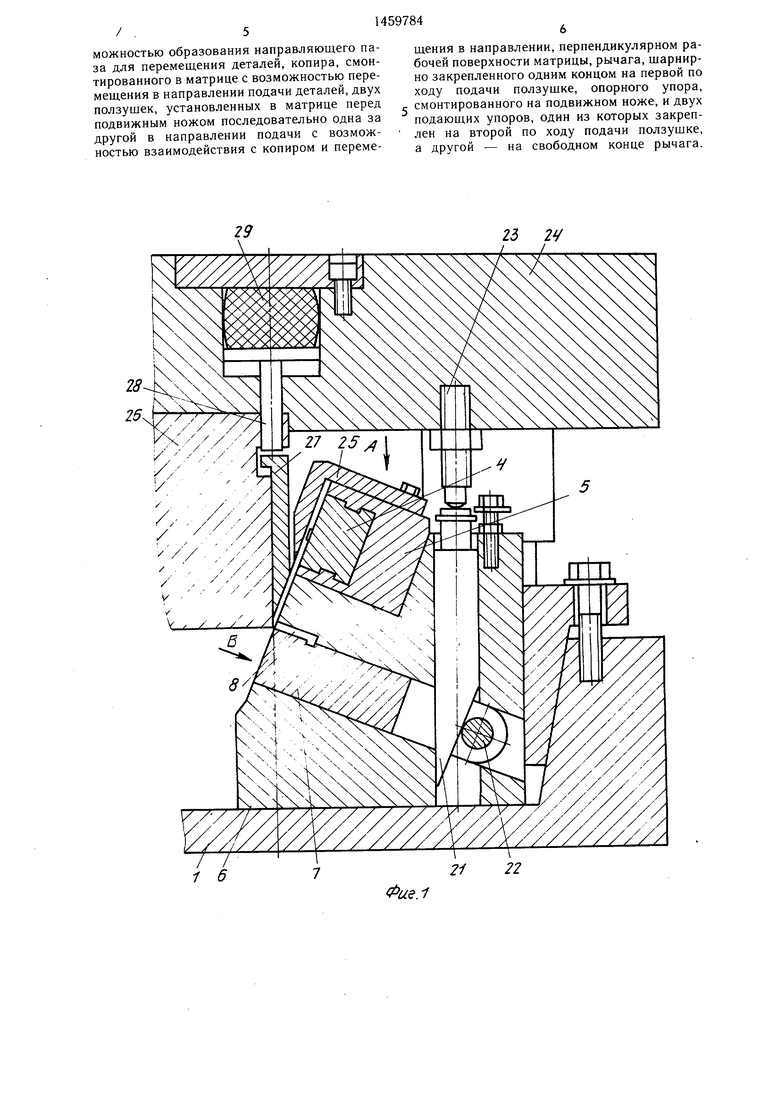
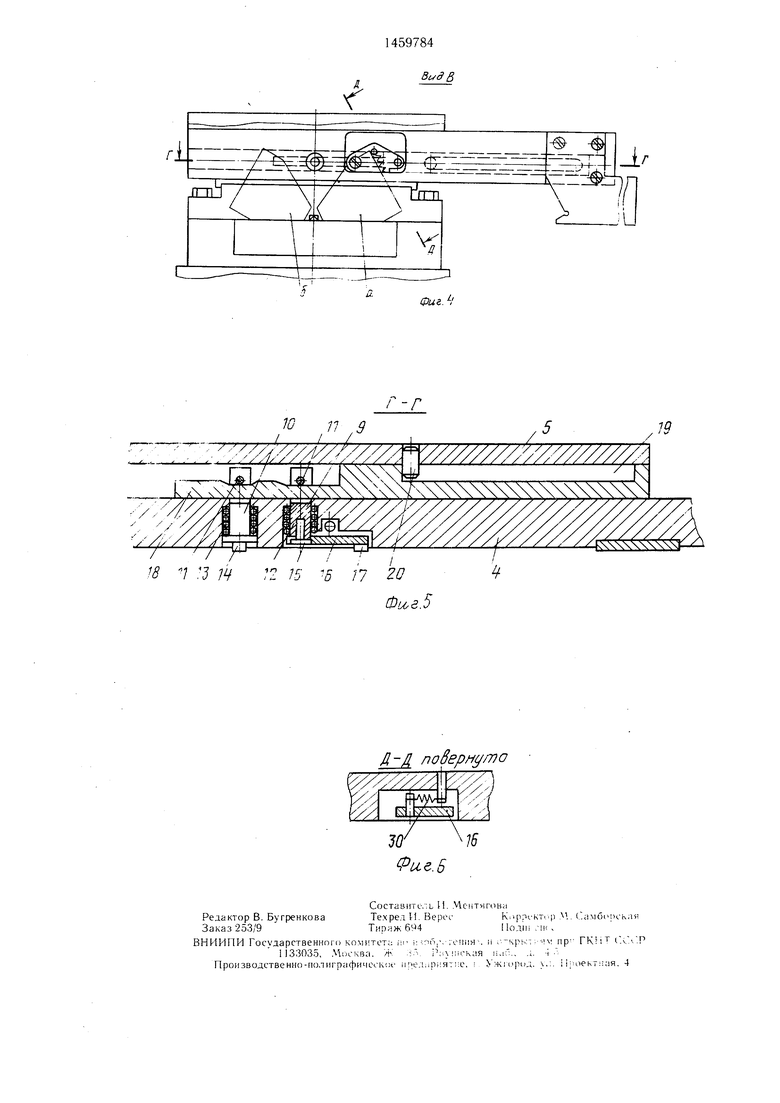
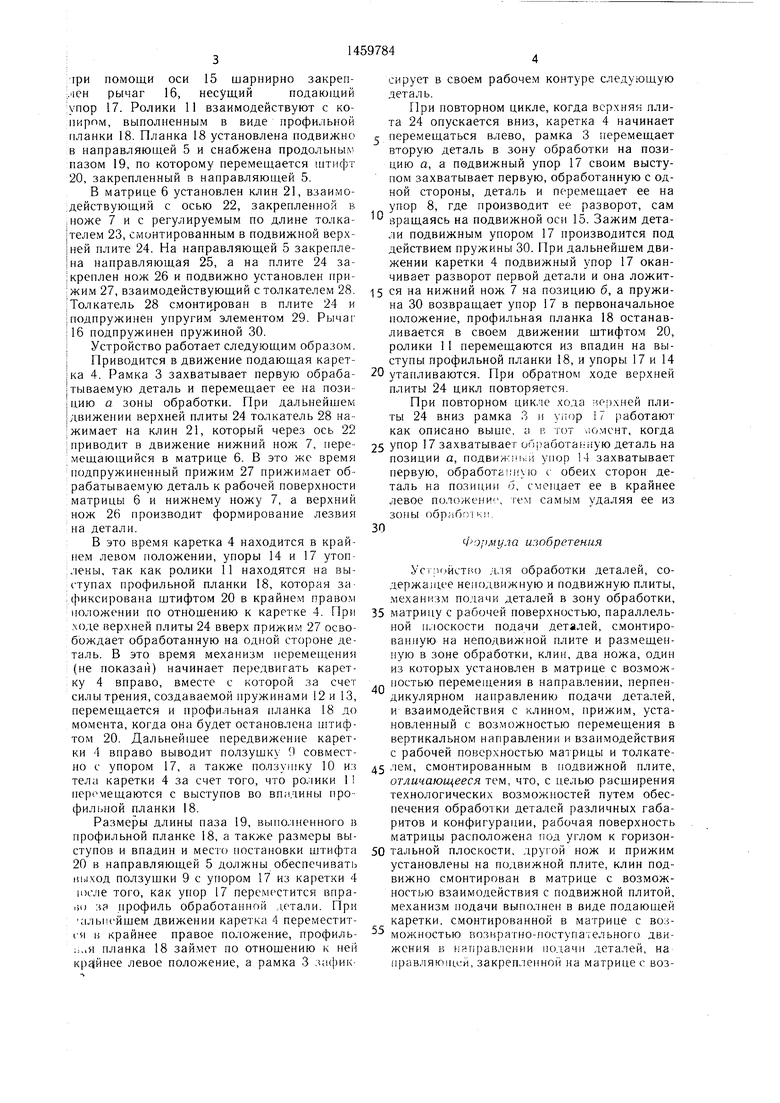
Изобретение относится к холодной обработке металлов давлением и может быть использовано для обработки деталей. Цель изобретения - расширение технологических возможностей путем обработки деталей различных габаритов и конфигурации. Детали обрабатываются на рабочей поверхности матрицы ножами. Один из ножей закреплен на подвижной плите, а другой смонтирован с возможностью перемещейия перпендикулярно к рабочей поверхности матрицы и приводится в движение клином. Клин уста1 Изобретение относится к холодной обработке металлов давлением и может быть использовано для обработки деталей. Целью изобретения является расширение технологических возможностей путем обработки деталей различных габаритов и конфигураций. На фиг. 1 изображено устройство для обработки деталей; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на на фиг. 4 - вид В на фиг. 1; на фиг.-5 - разрез Г-Г на фиг. 4; на фиг. 6 -- разрез Д-Д на фи г. 4. новлен в матрице с возможностью взаимодействия с подвижной плитой. Рабочая поверхность матрицы распо.-.ожена параллельно плоскости подачи и под углом к горизонтальной плоскости. Детали при обработке фиксируются на матрице прижимом, подвижно установленным на подвижной плите. Детали подаются на рабочую поверхность матрицы механизмом подачи. Механизм подачи содержит подаюшую каретку, установленную в матрице с возможностью возвратно-поступательного перемещения, и копир, смонтированный, в матрице с возможностью пере- мешения в направлении подачи деталей. В матрице перед подвижным ножом смонтиро- вань две ползушки, расположенные последовательно одна за другой в направлении подачи с, возможностью взаимодействия с копиром и перемешения перпендикулярно к рабочей поверхности матрицы. На подвижном ноже закреплен опорный упор для поворота деталей. На первой ползушке по ходу подачи деталей смонтирован подаюший упор, а на второй ползушке закреплен шарнирно одним концом рычаг с возможностью поворота в плоскости, параллельной рабочей поверхности матрицы. На другом конце рычага закреплен другой подающий упор. 6 ил. 10 Устройство содержит неподвижную нижнюю плиту 1. На нижней плите 1 расположен магазин 2 с рамкой 3. Рама 3 является шиберным захватным органом и закреплена на подающей каретке 4, установленной в направляющих 5, закрепленных в матрице 6. В матрице 6 смонтирован подвижный нож 7, несущий опорный упор 8. В подающей каретке 4 установлены ползушка 9 и 10, несущие на одном конце ролики 11. Ползушки 9 и 10 подпружинены пружинами 12 и 13 соответственно. На ползушке 10 закреплен подающий упор 14, а на ползу1пке 9 со (Л 4: СП СО 00 .i
ue.-f
Фиг. 2
-VVVVV X X XAX..:
4%,, J
Вид А
-- о
--18
ю
I /
1ч х чЧ)СС7Сч ч
/ / /
/ / J Щ 12 15 5 11 20
Фи.г.5
5
1Q
I w
Д- по8ер(/то
| Штамп для обработки плоских деталей | 1975 |
|
SU517367A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 486637, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
