(54) СПОСОБ ЭЛЕКТРОФИЗИКОХИМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ
12
Изобретение относится к области электрофизических и электрохимических методов обработки изделий.
Известны способы электроэрозионной обработки изделий, при которых электроду-инструменту или обрабатываемому изделию сообщают поступательное движение по плоской круговой траектории 1.
Основным недостатком данного способа является возникновение динамических нагрузок из-за колебания больших масс электрода-инструмента или обрабатываемого изделия, что приводит к снижению точности и ухудшению условий обработки, а также ограниченные технологические возможности, так как реализация движений с различными траекториями этим способом затруднена.
Наиболее близким к предлагаемому по технической суш,ности является способ электрофизикохимической обработки изделий, согласно которому обрабатываемому изделию и электроду-инструменту в процессе обработки сообщают вращательные движения в одинаковом направлении вокруг параллельных осей и изменяют в процессе обработки расстояние между осями 2.
Однако в данном способе отсутствует возможность формообразования сложных поверхностей.
Целью изобретения является создание 5 способа электрофизикохимической обработки изделий, обеспечивающего возможность точного и дещевого формообразования сложных поверхностей, например, таких как поверхности, образованные на па10 раболе вращения или по контуру квадрата. Это достигается тем, что вращательные движения обрабатываемого изделия и электрода-инструмента вокруг параллельных осей осуществляют с одинаковыми угловы15 ми скоростями, а изменение расстояния между осями вращения производят в зависимости от требуемого профиля формообразуемой поверхности в функции угла поворота в процессе вращательного движения. 20 Закон изменения расстояния между осями вращения выбирают в зависимости от требуемой траектории относительного поступательного движения по плоской круговой траектории обрабатываемого изделия и 25 электрода-ннстрзмента.
С целью расширения технологических возможностей способа дополнительно в процессе обработки обрабатываемому изделию или электроду-инструменту сообща30 ют движение осевой подачи.
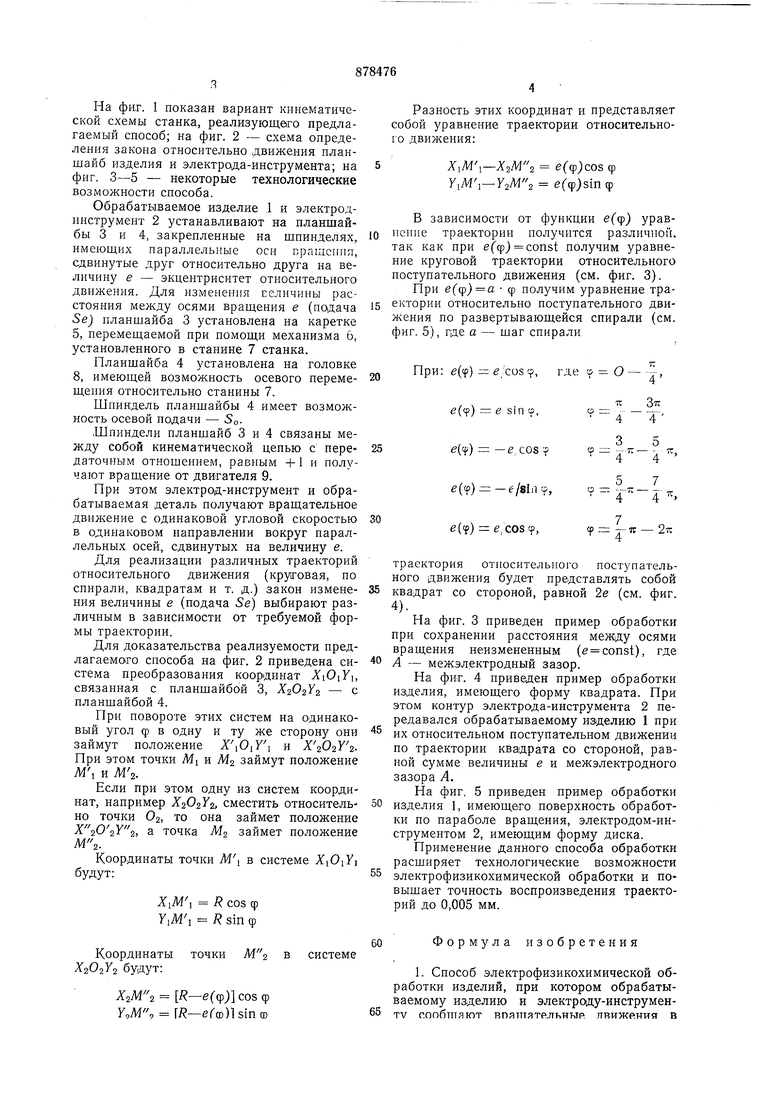
На фиг. 1 показан вариант кинематической схемы станка, реализующего предлагаемый способ; на фиг. 2 - схема определения закона относительно движения планшайб изделия и электрода-инструмента; на фиг. 3-5 - некоторые технологические возможности способа.
Обрабатываемое изделие 1 и электродинструмент 2 устанавливают на планшайбы 3 и 4, закрепленные на шпинделях, имеющих параллельные оси сращения, сдвинутые друг относительно друга на величииу е - экцентриситет относительного движения. Для изменения Ееличины расстояиия между осями вращения е (подача SeJ планшайба 3 установлена на каретке 5, перемещаемой при помощи механизма 6, установленного в станине 7 станка.
Планшайба 4 установлена на головке 8, имеющей возможность осевого перемещения относительно станины 7.
Шпиндель илаишайбы 4 имеет возможность осевой подачи - S.
Шпиндели планщайб 3 и 4 связаны между собой кинематической цепью с передаточным отношением, равным +1 и получают вращение от двигателя 9.
При этом электрод-инструмент и обрабатываемая деталь получают вращательное с одинаковой угловой скоростью в одинаковом направлении вокруг параллельных осей, сдвинутых на величину е.
Для реализации различных траекторий относительного движения (круговая, по спирали, квадратам и т. д.) закон изменения величины е (подача 5е) выбирают различным в зависимости от требуемой формы траектории.
Для доказательства реализуемости иредлагаемаго способа на фиг. 2 приведена система преобразования координат , связанная с планшайбой 3, - с планшайбой 4.
При повороте этих систем на одинаковый угол ф в одну и ту же сторону они займут положение JlOiFi и .. При этом точки MI и Мч займут положение М , и УИг.
Если при этом одну из систем координат, например , сместить относитель но точки 02, то она займет положение К., а точка М. займет положение .
Координаты точки М в системе будут:
JiMi / cos ф YiAli sin ф
2 в системе
Координаты точки будут:
R-e((p)} cos ф Y,M )Ыпш
Разность этих координат и представляет собой уравнеиие траектории относительного движения:
Х, е(ф;со8 ф е(ф)з1п ф
В зависимости от функции е(ф) уравнение траектории получится различной, так как при е(ф) const получим уравнение круговой траектории относительного иоступательного движения (см. фиг. 3).
При е(ф) а ф получим уравиение траектории относительно поступательного движения по развертывающейся спирали (см. фиг. 5), где а - шаг спирали
При: е(р) г /cos 7, где ОJ,
Зтг
е((р) е sin а, 4 Т
3 5 (ср) ; - е, cos у
т. -
5 7 е(ср) -(r/8ln ,
-, e(tp) e,coscp. f n - 2T
траектория относительного поступательного движения будет представлять собой квадрат со стороной, равной 2е (см. фиг.
4).
На фиг. 3 приведен пример обработки при сохранении расстояния между осями вращения неизмененным (e const), где
Л - межэлектродный зазор.
На фиг. 4 приведен пример обработки изделия, имеющего форму квадрата. При этом контур электрод а-инструмента 2 передавался обрабатываемому изделию 1 при их относительном поступательном движении по траектории квадрата со стороной, равной сумме величины е и межэлектродного зазора Л.
На фиг. 5 приведен пример обработки
изделия 1, имеющего поверхность обработки по параболе вращения, электродом-инструментом 2, имеющим форму диска.
Применение данного способа обработки расширяет технологические возможности
электрофизикохимической обработки и повышает точность воспроизведения траекторий до 0,005 мм.
Формула изобретения
1. Сиособ электрофизикохимической обработки изделий, при котором обрабатываемому изделию и электроду-инструмен65 TV сообтпяют впятятельныр. явижения В
одинаковом направлении вокруг параллельных осей и изменяют в процессе обработки расстояние между осями, отличающийс я тем, что, с целью обеспечения возможности точного формообразования сложных поверхностей, вращательные движения обрабатываемого изделия и электрода-инструмента осуществляют с одинаковыми угловыми скоростями, а изменение расстояния между осями вращения производят в функции угла поворота в процессе вращательного движения.
2. Способ по п. .1, отличающийся тем, что, с целью расщирения технологических возможностей, в процессе обработки обрабатываемому изделию или электроду-инструменту сообщают движение осевой подачи.
Источники информации, принятые во внимание при экспертизе:
1.Артамонов Б. А. и др. «Размерная электрическая обработка металлов, М.,
Высщая щкола, 1978, с. 67-71.
2.Левинсон Е. М. и Лев В. С. «Электроэрозиоиное оборудование, М., Мащиностроение, с. 222-223.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки валов с профилем, типа равноосный контур | 1987 |
|
SU1599158A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2009 |
|
RU2456124C2 |
| Способ обработки изделий вихревым копированием и станок для его осуществления | 1975 |
|
SU541595A1 |
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816531A1 |
| СПОСОБ ОБРАБОТКИ ОБЪЕМНЫХ ПОВЕРХНОСТЕЙ СО СНЯТИЕМ СТРУЖКИ | 1960 |
|
SU140656A1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| Способ формообразования оптических поверхностей | 1979 |
|
SU878530A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МАТРИЦ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2147497C1 |
| Способ механической обработки асферических поверхностей вращения | 1985 |
|
SU1304987A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |

Фие.5
f7
Фиг.5
