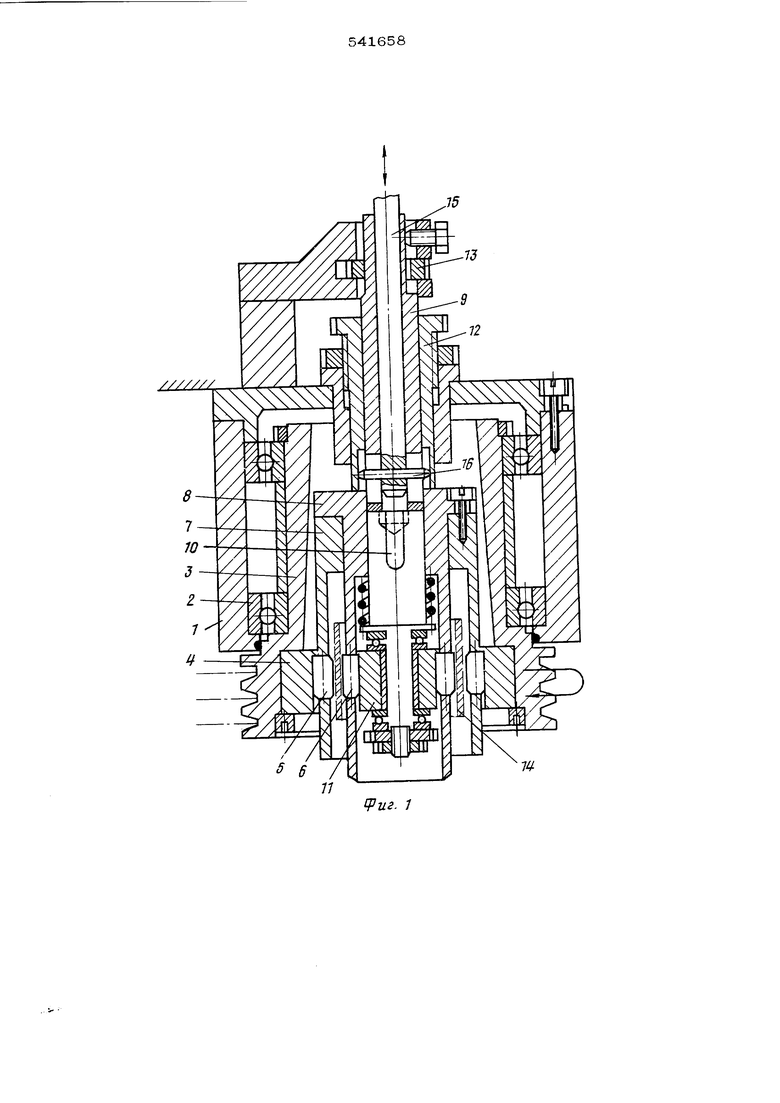
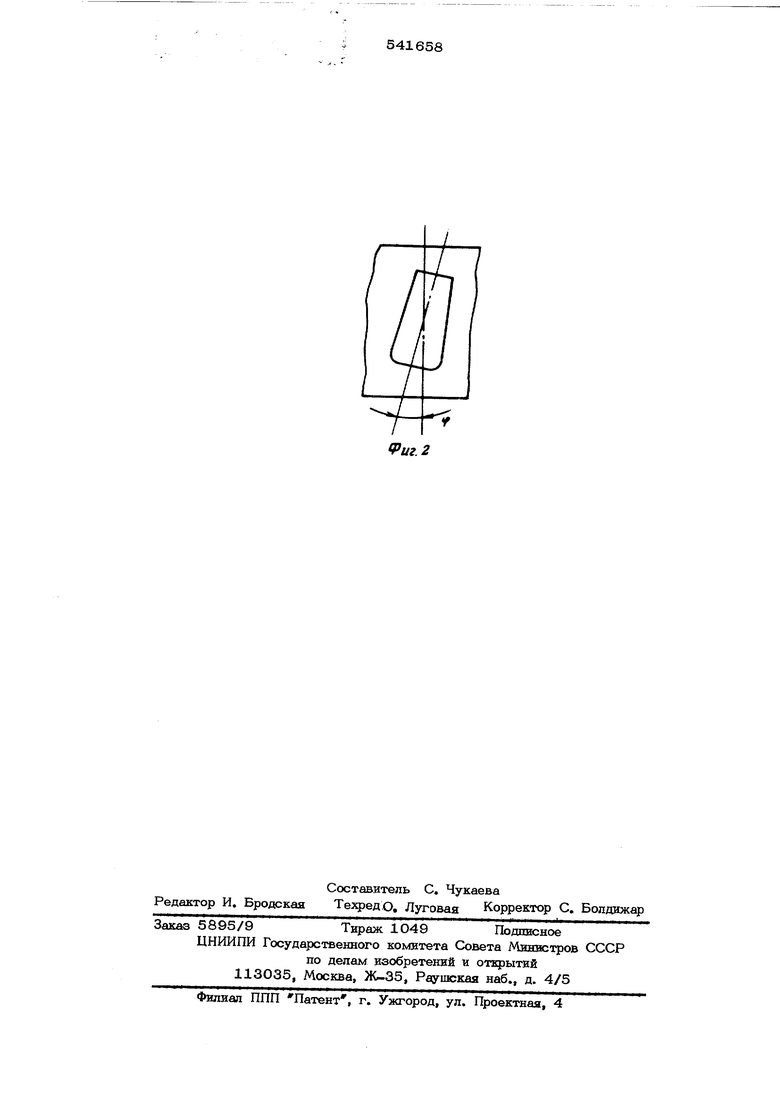
Изобретение относится к механической обработке металлов и может быть исполь зовано для обработки поверхностным плас тическим деформированием деталей типа коротких втулок. По основному авт.св. № 400449 известно устройство для упрочняюще-чистовой обработки наружных и внутренних цилиндрических поверхностей. В этом устройстве внутренние и нару ные деформирующие ролики установлены в жестко соединенных между собой сепа торах под углом самоподачи. Расположение обоих рядов роликов под одним углом самоподачи вызывает неравномерность затягивания детали внутренними и наружны ьди роликами, что приводит к проскальзьтанию детали относительно роликов в осевом направлении и к остановке детали при больших натягах. Цель изобретения - улучшения экспщг- атации характеристик устройства и повышение качества обрабатываемой поверхности. Это достигается тем, что в предпагаемом устройстве угды наклона V вщ-треннкх и наружных ропиков выполнены удовлетворяющими соотношению; где Dp,, В, 6н нар- соответственно внутренний и наружный диаметры обрабатываемой детали. Такое выполнение устройства обеспечивает высокое качество обработки благодаря равенству подач самозатягивания, которые сообщаются детали нapyжны да и внутренними роликалда. На фиг, 1 покарано предлагаемое устройство в разрезе; на фиг. 2 - схема расположения роликов под углом самоподачи. В корпусе 1 на подшипниках 2 установлена гильза 3, в которой закреплен наружный зажимной конус 4, получающий вращение от электродвигателя (не показан) через ременную передачу. Деформирующие ропшш наружные и внзтренние, соответственно 5 и 6, расположены в жестко соединенных сепараторах 7 и 8,, установяенных на оправке 9 на шпонке 10. На этой же оправке с возможностью свободного вращения установлен внутренний нажимной конус 11, Регулировка положения роликов 5 и 6 обеспечивается соответственно с помощь резьбовой втулки 12 и гайки 13, Ролики 5 и 6 расположены в сепараторах под углами самоподачи tf к оси устройства (фиг. 2), которые не одинаковы, а выполнены удовлетворяющими приведенному соотношению. Обработка осуществляется следующим образом. Деталь 14 подводится к роликам и з хватывается ими. При этом ролики 5 осу ществляют вращение детали, которая сообщает вращение роликам 6 и внутреннему зажимному конусу 11. Оба .ряда роликов сообщают детали также осевое перемещение, причем наружные и Бнутрен ние ролики работают согласованно благо даря определенному соотношению углов самоподачи, под которыми эти ролики на клонены к оси. После окончания обработки толкатель 15 перемещается вниз пневмоцилиндром (не показан). Штифт 16, закрепленный 8 в толкателе, аазде аствует на сепараторы, перемешая их вниз и выводя ролики на больший размер. Деталь освобождается и свободно падает внвз. Формула изобретения Устройство для упрочняюще-чистовой обработки наружных и внутренних цилинрических поверхностей по авт.св., 4ОО449 отличающееся тем, что, с целью повышения качества поверхности, еформирующие ролики наклонены под улом, определяемым соотношением - угол наклона наружных роликов, угол наклона внутренних роликов, нар 6н соответственно наружный и внутренний диаметры детали. Источники информации, принятые во внимание при экспертизе: Авт.св. СССР 40О449, В 24 В 39/00 1969 г.
75
П
Vus.
| название | год | авторы | номер документа |
|---|---|---|---|
| Раскатка для упрочняюще-чистовой обработки поверхностей | 1986 |
|
SU1339009A2 |
| Раскатка для упрочняюще-чистовой обработки поверхностей | 1977 |
|
SU712237A1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
| Многошариковая раскатка | 1976 |
|
SU555003A1 |
| Многороликовая раскатка | 1979 |
|
SU810460A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2005 |
|
RU2279965C1 |
| Устройство для упрочняюще-чистовой обработки | 1989 |
|
SU1608032A1 |
| Устройство для упрочняюще-чистовой обработки | 1989 |
|
SU1687420A2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕ-ЧИСТОВОГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2201323C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕ-ЧИСТОВОГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2184024C1 |