личину измереиного угла записывают на -прямом конце одного из соединенных шаблонов, например на конце шаблона 1. Тогда конец ша блона 2 принимают базовым.
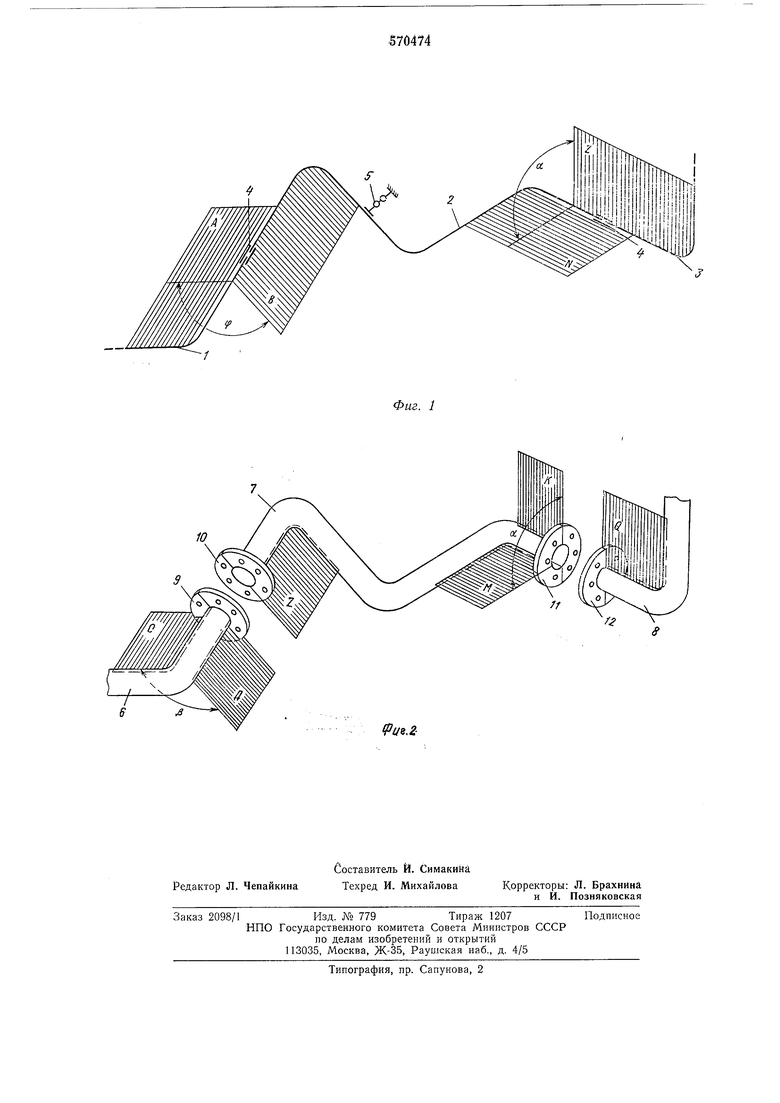
Аналогично производят измерения и запись угла а в месте соединения шаблонов 2 и 3 и т. д. для всех шаблонов. Шаблоны демонтируют, по ним гнут трубы. Трубу 6 укладывают и закрепляют на горизонтальной плите так, чтобы плоскость С концевого погиба трубы, соответствуюшая плоскости А концевого тпогиба шаблона 1, была параллельна плите. На конец трубы € помощью центратора, обеспечивающего перпендикулярное лолол ение плоскости фланца- к оси трубы, насаживают фланец 9. Разворачивают фланец так, чтобы угол р, образованный плоскостью симметрии фланца Д проходящей между болтовыми отверстиями его и плоскостью погиба трубы С, был равен величине угла ф, проставленного на конце шаблона 1.
Величину угла, отсчитывают с помощью оптического квадра-нта, закрепленного на центраторе. Такое положение фланца на трубе фиксируют электросваркой.
На конец трубы 7, соответствующий концу шаблона 2 с записанной величиной угла а, устанавливают фланец 11. Процесс установки аналогичен описанному.
На конец трубы 7, соответствующий базовому концу шаблона 2 и -на конец трубы 8, соответствующий базовому концу шаблона 3, устанавливают соответственно фланцы 10 и 12. Процесс установки отличается от описанного только тем, что величины углов, отсчитанные по квадрату, должны быть равны нулю, т. е. плоскости симметрии фланцев и плоскости погибов труб совмещают соответственцо с плоскостями L и Q шаблонов 2 и 3.
Положительный эффект, достигаемый применением операций измерения углов между плоскостями шаблонов и ориентации фланцев на трубах с использованием измеренных углов взамен операций изготовления макетов и ориентации фланцев на трубах с использованием макетов, выражается в сокращении трудоемкости на 60-70%. Кроме того отпадает -надобность в складских площадях для хранения макетов и значительно сокращаются производственные площади для размещения оснастки при выполнении операции пригонки труб.
Формула изобретения
Способ определения положения фланцев
перед лриваркой к трубам при изготовлении судовых трубопроводов с жестко приваренными фЛанцами путем снятия шаблонов «а судне, гибки труб, фиксирования фланцев на изогнутых трубах, отличающийся тем, что, с
целью упрощения работ цри пригонке фланцев к трубам и сокращения затрат на оснастку, в процессе снятия шаблонов на судне измеряют величины углов, образованных плоскостями смежных концевых погибов шаблонов, а затем для каждого соединения один фланец, насаженный на изогнутую трубу, разворачивают так, чтобы угол, образованный плоскостью концевого цогиба трубы и плоскостью симметрии фланца, Проходящий мелсду
болтовыми отверстиями его, был равен измеренному, а второй фланец этого же соединения, насаженный на конец соседней трубы, разворачивают до совпадения указанных плоскостей.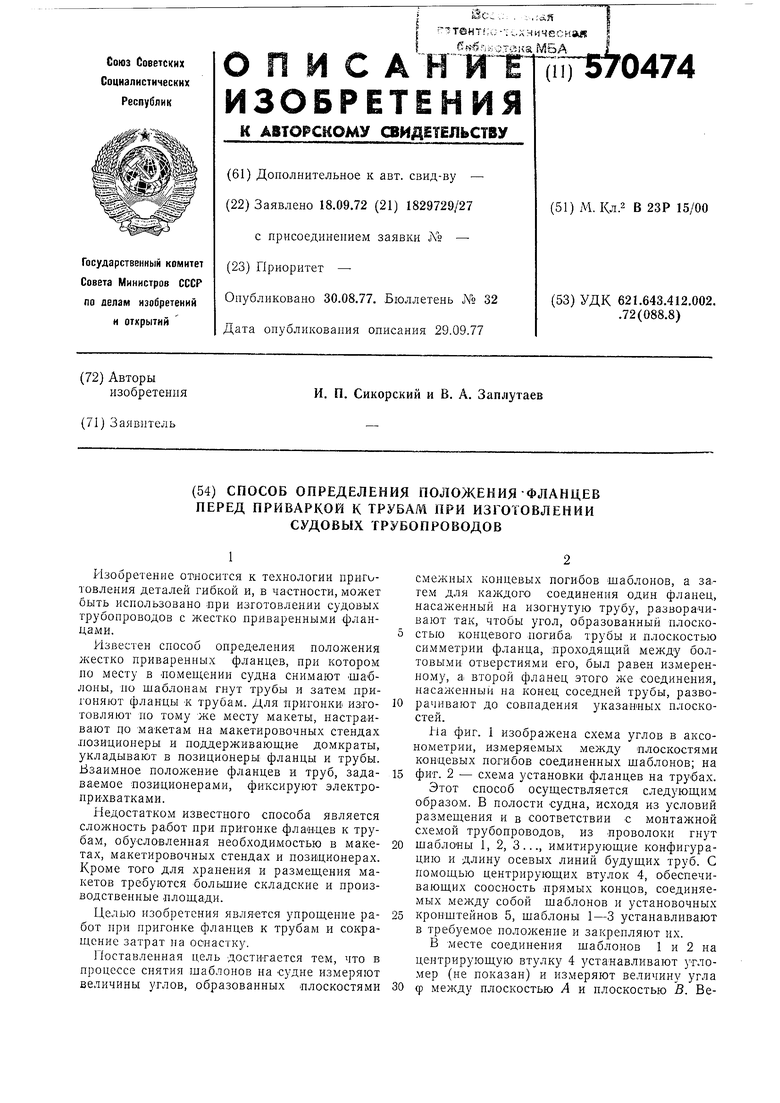

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления судовых трубопроводов с приварными фланцами | 1973 |
|
SU541720A1 |
| Способ изготовления компенсаторных труб | 1981 |
|
SU990370A1 |
| Способ изготовления судовой забойной трубы с фланцами и рабочая оснастка для его осуществления | 2024 |
|
RU2821673C1 |
| ЗАБОЙНАЯ ТРУБА И СПОСОБ МОНТАЖА ТРУБОПРОВОДА | 1994 |
|
RU2086846C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ КОМПЕНСАТОРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2126305C1 |
| Способ изготовления компенсаторных труб с фланцами | 1986 |
|
SU1512693A1 |
| Способ моделирования демонтированной трубы в судоремонте | 1988 |
|
SU1613291A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА | 2010 |
|
RU2406580C1 |
| Устройство для сборки труб с фланцами | 1978 |
|
SU753587A1 |
| Угломерное устройство | 1975 |
|
SU542092A1 |
Фиг. 1
