Изобретение относится к механизации сборочных работ, предназначено для сборки преимущественно изогнутых труб с приварными фланцами по аналитическим параметрам и мояоет быт использовано при изготовлении судовых и других трубопроводов в трубопроводном производстве судостроитель ными, машиностроительными и другими предприятиями. По основному авт.св. 770727 известно устройство для сборки труб с фланцами, содержащее станину с основанием и с позиционерами, .имеющими базовый элемент под фланцы со- бираемого узла и обеспечивающими это му элементу перемещения в пространст ве, причем базовый элемент по меньшей мере одного позиционера выполнен в виде карданного подвеса, связанног осью с этим позиционером, кроме того пересечение осей карданного подвеса с осью позиционера расположено в точ ке, лежащей на оси базового элемента второго позиционера Til. Недостатком известного устройства является низкая производительность, так как на устройстве обеспечивается только сборка, при которой фланцы ориентируются перпендикулярно оси трубы, что вполне достаточно для , труб со свободно вращающимися фланцами. При сборке же труб с приварными фланцами, кроме этого условия необходимо обеспечить еще и разворот плоскости симметрии фланца, проходящей посередине между смежными болтовыми отверстиями, на угол к плоскости концевого прогиба трубы, величина которого указана в технологической карте. Цель изобретения - повышение производительности сборки путем обеспечения ориентации приварных фланцев различных типоразмеров (различных диаметров окружности центров болтовых отверстий, диаметров болтовых отверстий и их количеством) относительно обоих концов трубы без ее перестановки. Указанная цель достигается тем, что каждый базовый элемент снабжен круговой шкалой с закрепленной на ней лазерной головкой, выполненной в виде направляющей линейки с установленным на ней с возможностью перемещения источником лазерного излучения. На чертеже изображено устройство с установленными трубой и фланцами.
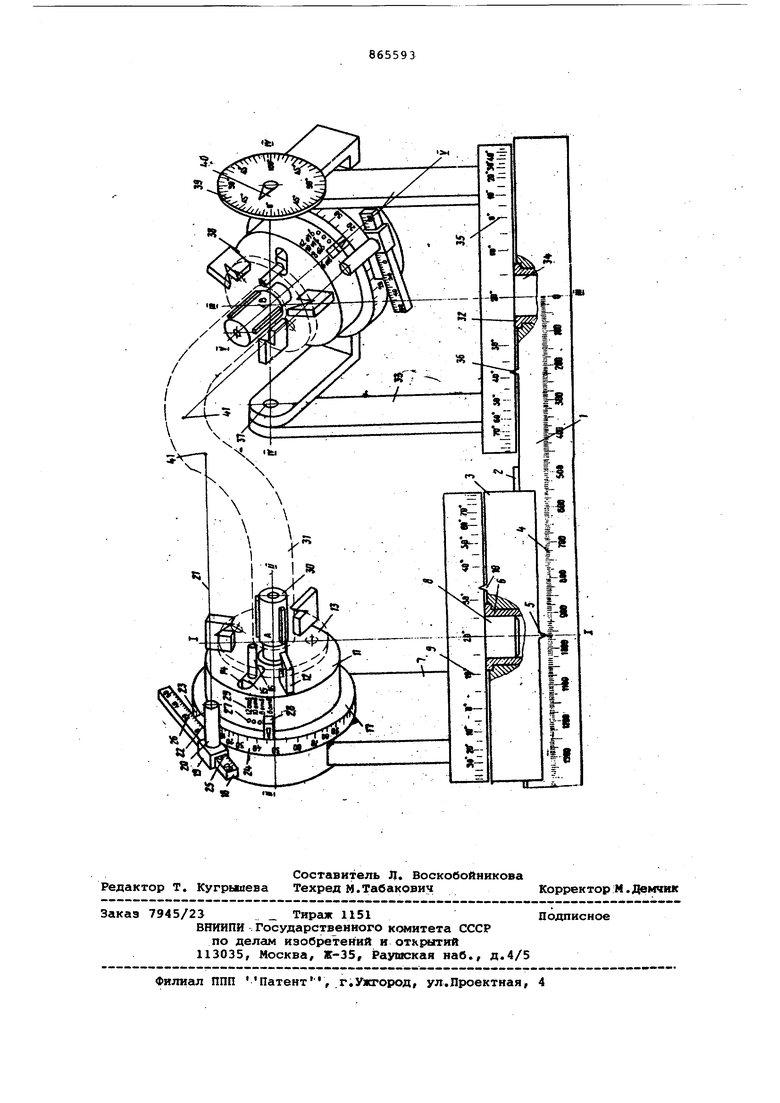
Устройство состоит из горизонтального основания 1 с направляющими 2« На направляющих 2 размещена каретка 3, имеющая возможность перемещения от привода (на чертеже не показан) вдоль основания 1. Для определения величины перемещения преднаэЫачена линейная шкала 4, нанесенная на основании, и указатель 5, закрепленный к каретке 3. На каретке 3 в подшипниковом узле б установлен позидион.ер 7, выполненный в виде стойки, с цапфой 8 в нижней части. Позиционер 7 имеет возможность свободного вращения вокруг вертикальной оси 1-1 подшипникового узла 6. Для определения вгличины поворота позиционера 7 предназначена угловая шкала 9 нанесенная на основании позиционера и указатель 10, закрепленный на каретке Зо На позиционере 7 размещен базовый элемент -- планшайба 11 так, что ее ось вращения П-1 перпендикулярна оси 1-1 вращения .позиционера и пересекается с ней в точке А . На торцовой стороне базового элемента планшайбы 11 размещены три зажимных кулачка 12 для соосного с планшайбой крепления фланца 13. Кулачки имеют возможность синхронного возвратнопоступательного перемещения от привода (на чертеже не показан) в радиальных направлениях. Рабочие элементы кулачков 12 выполнены в виде призмf одинаковые грани которых образуют рабочую плоскость перпендикулярно к оси П-П, проходящую через точку А . Между двумя соседними зажимными кулачками 12 на торцовой стороне планшайбы 11 выполнен радиальный паз 14, в котором установлен свободно перемещающийся вдоль паза ползун 15 с закрепленным на нем сменным пальцем 16. Диаметр сменного пальца соответствует диаметру болтового отверстия фланца 13, На цилиндрической части планшайбы 11 соосно ей установлена круговая шкала 17, выполненная в виде охватывающего кольца, имеющего возможность вращения вокруг оск планшайбы и фиксирования на ней. Со шкалой 17 жестко соединен направляющая линейка 18, установленная по касательной круговой шкале 17 На направляющей линейке 18 установле ползун 19, имеющий возможность перемщения вдоль направляющей линейки и фиксирования на .ней. На ползуне 19 закреплен источник 20 лазерного луча 21, например оптический квантовый генератор типа ОКГ-13, размещенный так, что лазерный луч 21 {ось оптического квантового генератора) перпендикулярен направлякидей линейке 18. В плоскости, проходящей через ось круговой шкалы 17 и перпендикулярно направляющей линейке 18, на поверхности шкалы и направляющей нанесен нулевой штрих 22, а от него
в обе стороны на шкале - штрихи, образующие положительную и отрицательную угломерные шкалы 23 и 24, а в обе стороны по направляющей - штрихи, образующие линейные шкалы 25 и 26. На цилиндрической части планшайбы 11 предусмотрены гнезда 27 для переставного указателя 28, причем каждое гнездо расположено под углом к радиальному пазу 14, равным роловине угла между смежными болтовыми отверстиями фланца 13. Так, например, для сборки с трубой фланца с 6-ю отверстиями, величина упомянутого угла равна 30, а для фланца с 8-ю отверстиями - и т.д. Против каждого гнезда 27 нанесена соответствующая маркировка 29 (6 отв и отв. и т.д.). Соосно планшайбе 11 в ее центральном гнезде (познтдией ня обозначено) установлено сменное разжимное приспособление 30 для соосной с планшайбой центровки собираемой трубы 31. Разжимное приспособление имеет возможность вра.щения в гнезде. На основании в подшипниковом узле 32 установлен второй позиционер 33, выполненный в виде двух стоек (позицией не обозначено) с цапфой 34 в нижней части. Позиционер 33 имеет возможность свободного вращения вокруг вертикальной оси Ш-Ш подшипникового узла 32. Для опреде.пения величины поворота позиционера 33 предназначена угловая шкала 35, нанесенная на основании позиционера 33, и указатель 36, закрепленный к основанию 1. Между стойками позиционера 33 на проушинах 37 смонтирована планшайба 38 с такими же, как и у планшайбы 11 зажимными кулачками,, сменным разжимным приспособлением, сменным пальцем, охватывающим кольцом, излучателем и переставным указателем (позициями на чертеже не обоначены) . Планшайба 38 имеет возможность свободного наклона на проушинах 37 вокруг горизонтальной оси IV - IV . Для определения величины наклона предназначена гргшусная шкала 39, закрепленная к стойке позиционера 33, и указатель 40, закрепленный к проушине 37. OcbV-V планшайбы 38 перпендикулярна горизонтальной оси 14-IV . Оси Ill-Ill, IV-IV HV-V пересекаются в точке в, расположенной :в центре рабочей плоскости зажимных кулачков. Кроме того, точка 8 располжена над основанием 1 на ъдинаковой G точкой А высоте (удобной для обслуживания,например равной 1000 мм при этом линия, соединяющая точки А и 8 параллельна направляющей основания.
Устройство работает следукяцим образом.
Настраивают устройство в зависимости от диаметра собираемой трувь1 и количества болтовых отверстий ЭО фланцах. Для этэго на планшайбе 11 перемещают источник 20 лазерного излучения по направляющей линейке 18 на расстояние по линейной шкале 25(26), равное половине диаметра трубы 31, и фиксируют, Затем вставляют переставной указатель 28 в гнездо 27, соответствующее количеству болтовых отверстий фланца 13. Аналогичным образом выполняют настройку на планшайбе 38. На базовый элемент - планшайбу 1 устанавливают, фланец 13 болтовым, отверстием на сменный палец 16 и включают привод зажимных кулачков 1 которые, сближаясь, ориентируют фланец 13 так, что его ось совпадает с осью планшайбы 11, привалочная плоскость совмещается с рабочей плоскостью зажимных кулачков 12, а плоскост симметрии фланца 13, проходящая посередине между болтовыми отверстиями совмещается с переставным указателем 28, ив таком положении закрепляют фланец 13 в планшайбе 11. Аналогичным образом устанавливают и. закрепляют второй фланец в планшайбе 38. Конец трубы 31 насаживают на раз жимное приспособление 30 планшайбы 11, продвигают во фланец 13 до совметения кольцевой риски на трубе, указывающейместо отрезки припуска, с привалочной плоскостью фланца, и включают привод разжимного приспособления. .За счет изгибающего момен та, возникающего при взаимодействии разжимного приспособления 30 со сте кой трубы 31, она отцентрируется соосно планшайбе 11 и перпендикулярно рабочей плоскости зажимных кулачков а следовательно, соосно и перпендикулярно фланцу 13. Поворачивают трубу 31 с планшайбой 11 и позиционером 7 вокруг вертикальной оси I-I подшипникового узла 6 и вместе с разжимным приспособлением 30 в гнезде планшайбы и подводят ее свободный конец в зону планшайбы 38 ;а затем, включив привод перемещения каретки насаживают свободный конец трубы на разжимное приспособление планшайбы 38 и продвигают во фланец до совмещения кольцевой риски на трубе, указывающей место отрезки припуска с пр валочной плоскостью фланца. Включают привод разжимного приспособления планшайбы 38. За счет изгибающего момента, возникающего при взаимодействии разжимного приспособления с стенками трубы, планшайба 38 наклоняется вокруг горизонтальной оси W-I а позиционер 33 вместе с планшайбой 38 поворачивается вокруг вертикальной оси Ш-Ш подшипникового узла 32, и таким образом, второй конец трубы отцентрируется соосно планшайбе 38 и перпендикулярно рабочей плоскости зажимных кулачков, а следовательно, соосно и перпендикулярно второму фланцу. По шкалам 4, 9, 35 и 39 и указате лям 5, 10, 36 и 40 отсчитывают величины перемещения каретки 3, поворота позиционера 7, наклона планшайбы 38 и поворота позиционера 33, равные соответственно длине линии, соединяющей конщл прямых концевых участков трубы, величине угла между указанной 1 инией и первым концевым |участком, и проекцией его на плоскость, образованную указанной линией и первым концевым участком и величине угла ,между указанными проекцией и линией. Сравнив отсчитанные величины с указанным в технологической карте, и убедившись в том что отклонения не превышают допустимьЬс, выполняют далее работы по развороту фланцев на трубе. Поворачивают круговую шкалу il7, а вместе с ней и направляющую линейку 18 с источником 20 излучения вокруг оси планшайбы 11 на величину угла, указанную в технологической карте, отсчитывая ее по угломерной шкале 23, 24 против переставного указателя 28 и фиксируют шкалу 17. Включают питание источника 20 излучения и привод вращения планшайбы 11. Планшайба, вращаясь вместе с фланцем 13, шкалой 17, направляющей линейкой 18 и источниKOM 20 излучения, разворачивает их вокруг оси трубы. В момент касания лазерного луча 21 трубы 31, который оценивают по появлению.светового . пятна 41 на поверхности трубы, выключают привод вращения планшайбы и питание источника излучения. Таким образом, фланец оказывается развернутьм на трубе на угол между плоскостью симметрии его, проходящей посередине между болтовыми отверстиями и плоскостью концевого прогиба трубы, равный величине угла, указанной в /технологической карте. Аналогичным образом разворачивают планшайбу 38 со вторым фланцем на втором конце трубы, фланцы прихватывают к трубе электроирихватками и снимают труву с прихваченными к ней фланцами с устройства. Положительный эффект при использовании предложенного устройства достигается тем, что обеспечивается без перестановки трубы ориентация приварных фланцев различных типоразмеров относительно обоих концов трубы по аналитическим параметрам. Формула изобретения Устройство для сборки труб с фланцами по авт.св. 770727 , о т л и ч а7 8655938
ю щ е е с я тем, что, с целью по-ней с возможностью перемещения источвышения проиэводительностиг;; каждыйником лазерного излучения. ;
базовый элемент снабжен круговой шка-Источники информации,
лой с закрепленной на ней лазернойпринятые во внимание при экспертизе
головкой, вьтолненной в виде направ-, 1. Авторское свидетельство СССР
ляющей линейки с установленным на 770727, кл. В 23 Р 19/24, 1979.
3
9i
411
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки труб с фланцами | 1979 |
|
SU770727A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ КОМПЕНСАТОРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2126305C1 |
| Устройство для сборки труб с фланцами | 1978 |
|
SU753587A1 |
| Способ изготовления компенсаторных труб с фланцами | 1986 |
|
SU1512693A1 |
| Устройство для определения и контроля угловых и линейных координат элементов трубопровода | 1990 |
|
SU1747866A1 |
| Устройство для автоматизированного контроля соосности и центровки механических конструкций | 2016 |
|
RU2639993C1 |
| Способ изготовления судовых трубопроводов с приварными фланцами | 1973 |
|
SU541720A1 |
| Способ изготовления компенсаторных труб | 1981 |
|
SU990370A1 |
| Устройство для измерения размеров сварных соединений | 1990 |
|
SU1710985A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |