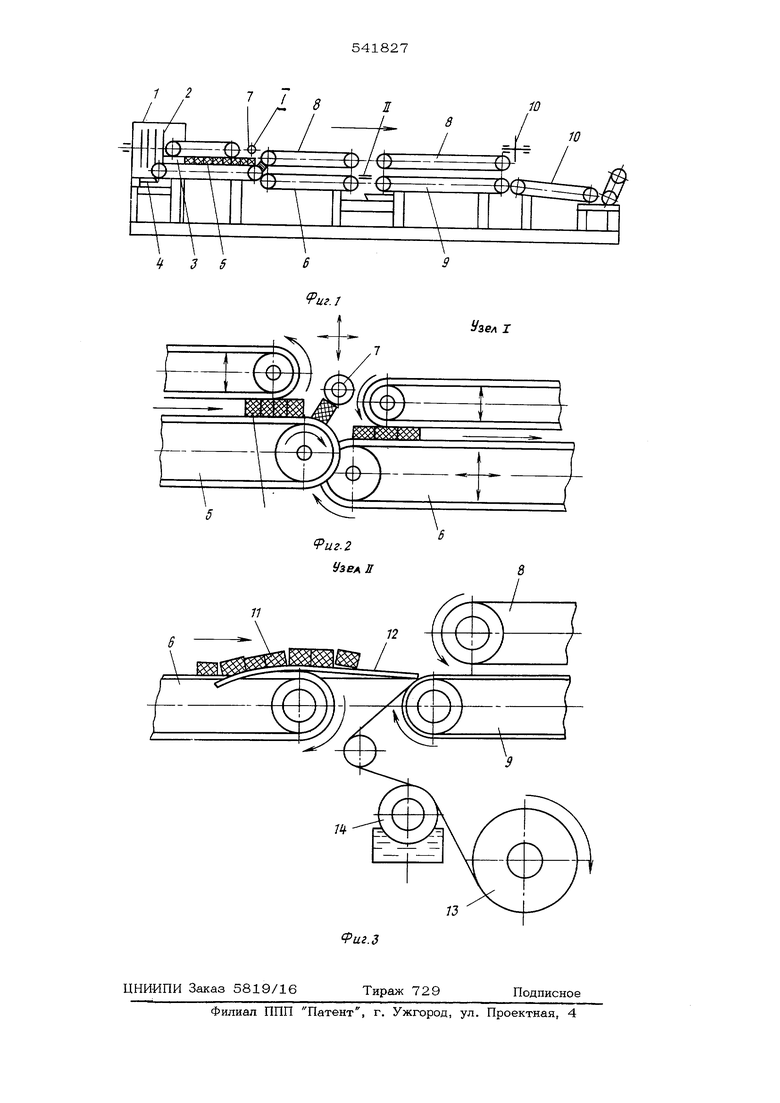
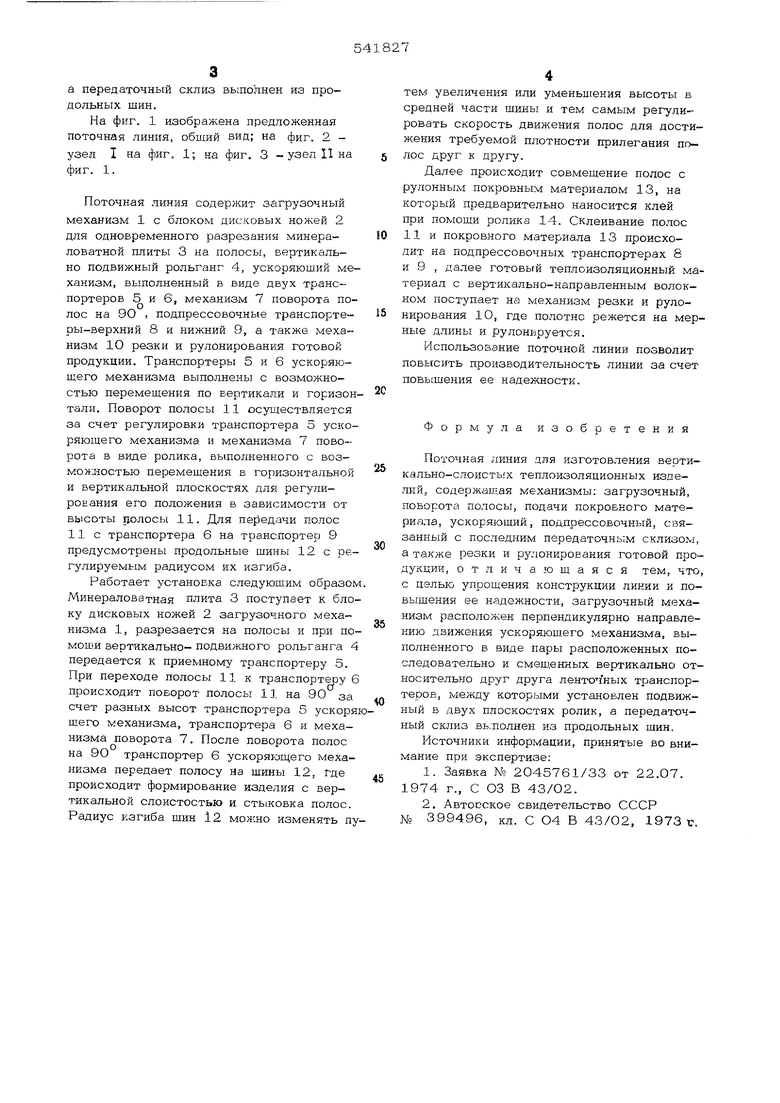
а передаточный склиз вьшолнен из продольных шин. На фиг. 1 изображена предложенная поточная линия, общий вид; на фиг. 2 узел I на фиг. 1; на фиг. 3 -узел 11 на фиг. 1. Поточная линия содержит 3 1грузочный механизм 1 с блоком дисковых ножей 2 для одновременного разрезания минераловатной плиты 3 на полосы, вертикально подвижный рольганг 4, ускоряющий ме ханизм, выполненный в виде двух транспортеров 5 и 6, механизм 7 поворота полос на 9О , подпрессовочные транспортеры-верхний 8 и нижний 9, а также механизм 1О резки и рулонирования готовой продукции. Транспортеры 5 и 6 ускоряющего механизма выполнены с возможностью перемещения по вертикали и горизон тали. Поворот полосы 11 осуществляется за счет регулировки транспортера 5 уско ряющего механизма и механизма 7 поворота в виде ролика, выполненного с возмолл остью перемещения в горизонтальной и вертикальной плоскостях для регулирования его положения в зависимости от вьюоты цолосы 11. Для передачи полос 11с транспортера 6 на транспортер 9 предусмотрены продольные щины 12 с ре гулируемь м радиусом их изгиба. Работает установка следующим образо Минераловатная плита 3 поступает к бло ку дисковых ножей 2 загрузочного механизма 1, разрезается на полосы и при по мош.и вертикально- подвижного рольганга передается к приемному транспортеру 5. При переходе полосы 11 к транспортеру происходит поворот полосы 11 на 90 за счет разных высот транспортера 5 ускор щего механизма, транспортера 6 и механизма поворота 7. После поворота полос на 9О транспортер 6 ускоряющего механизма передает полосу На шины 12, где происходит формирование изделия с вертикальной слоистостью и сть1ковка полос Радиус изгиба шин 12 молсно изменять п тем увеличения или уменьпгения высоты в средней части шины и тем самым регулировать скорость движения полос для достижения требуемой плотности прилегания полос друг к другу. Далее происходит совмещение полос с рулонным покровным материалом 13, на который предварительно наносится клей при помощи ролика 14. Склеивание полос 11 и покровного материала 13 происходит на подпрессовочных транспортерах 8 и 9 , далее готовый теплоизоляционный материал с вертикально-направленным волокном поступает на механизм резки и рулонирования 10, где полотно режется на мерные длины и рулонируется. Использование поточной линии позволит повысить производительность линии за счет повьЕшения ее надежности. Формула изобретения Поточная линия для изготовления вертикально-слоисть.х теплоизоляционных изделий, содержашая механизмы: загрузочный, поворота полосы, подачи покровного материала, ускоряющий, подпрессовочный, связанный с последним передаточным склизом, а также резки и рулонирования готовой продукции, отлич ающаяся тем, что, с целью упрощения конструкции линии и повышения ее надежности, загрузочный механизм расположен перпендикулярно направлению движения ускоряющего механизма, выполненного в виде пары расположенных последовательно и смещенных вертикально относительно друг друга ленточных транспортеров, между которыми установлен подвижный в двух плоскостях ролик, а передаточный склиз вь:полнен из продольных шин, Источники информации, принятые во внимание при экспертизе: 1.Заявка № 2045761/33 от 22.07. 1974 г., С ОЗ В 43/02. 2.Автосское свидетельство СССР № 399496, кл. С О4 В 43/02, 1973 тт.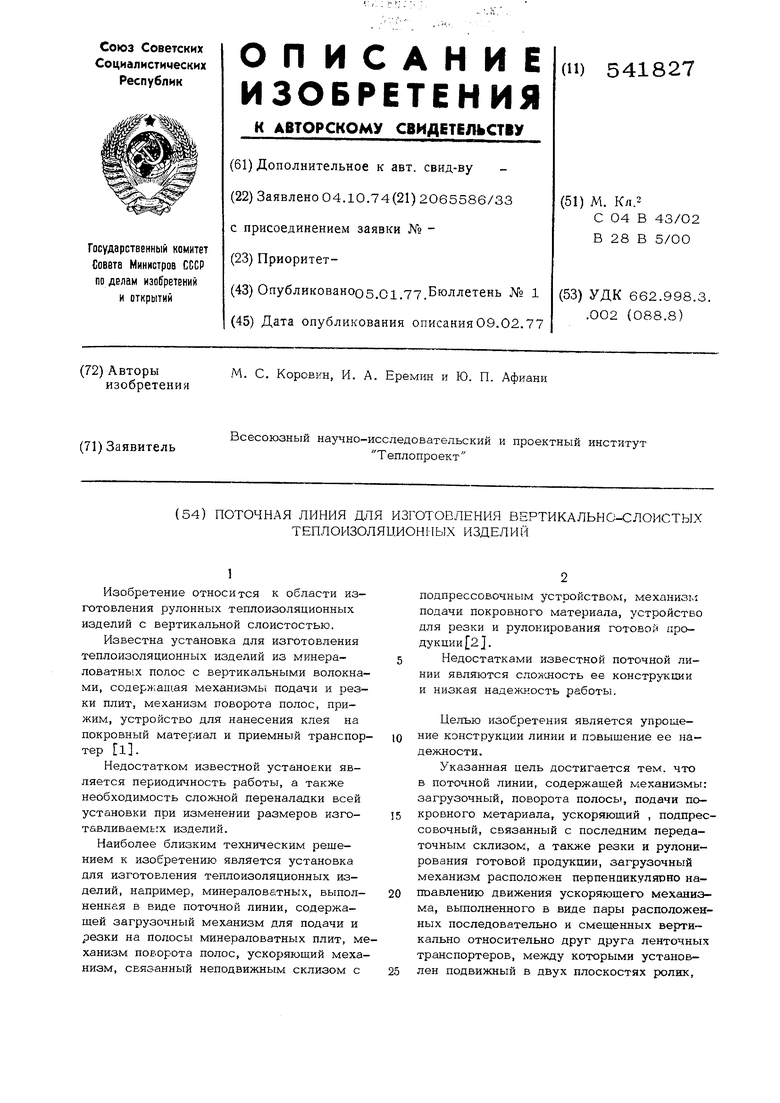
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовленияВЕРТиКАльНОСлОиСТыХ ТЕплОизОляциОННыХиздЕлий | 1979 |
|
SU806658A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ | 1973 |
|
SU399496A1 |
| Установка для изготовления теплоизоля-циОННыХ издЕлий | 1979 |
|
SU852845A1 |
| Установка для изготовления теплоизоляционных конструкций | 1981 |
|
SU975696A1 |
| Устройство для изготовления вертикально-слоистых теплоизоляционных изделий | 1983 |
|
SU1143733A1 |
| Способ изготовления теплоизоляционных минераловатных изделий с вертикальной слоистостью | 1978 |
|
SU698964A1 |
| Установка для изготовления теплоизоляционных минераловатных изделий с вертикальной слоистостью | 1982 |
|
SU1043136A1 |
| Поточная линия для производства прошивных теплоизоляционных изделий | 1983 |
|
SU1119996A1 |
| Установка для изготовления теплоизоляционных изделий | 1976 |
|
SU556943A1 |
| Установка для изготовления теплоизоляционных изделий | 1978 |
|
SU753838A1 |