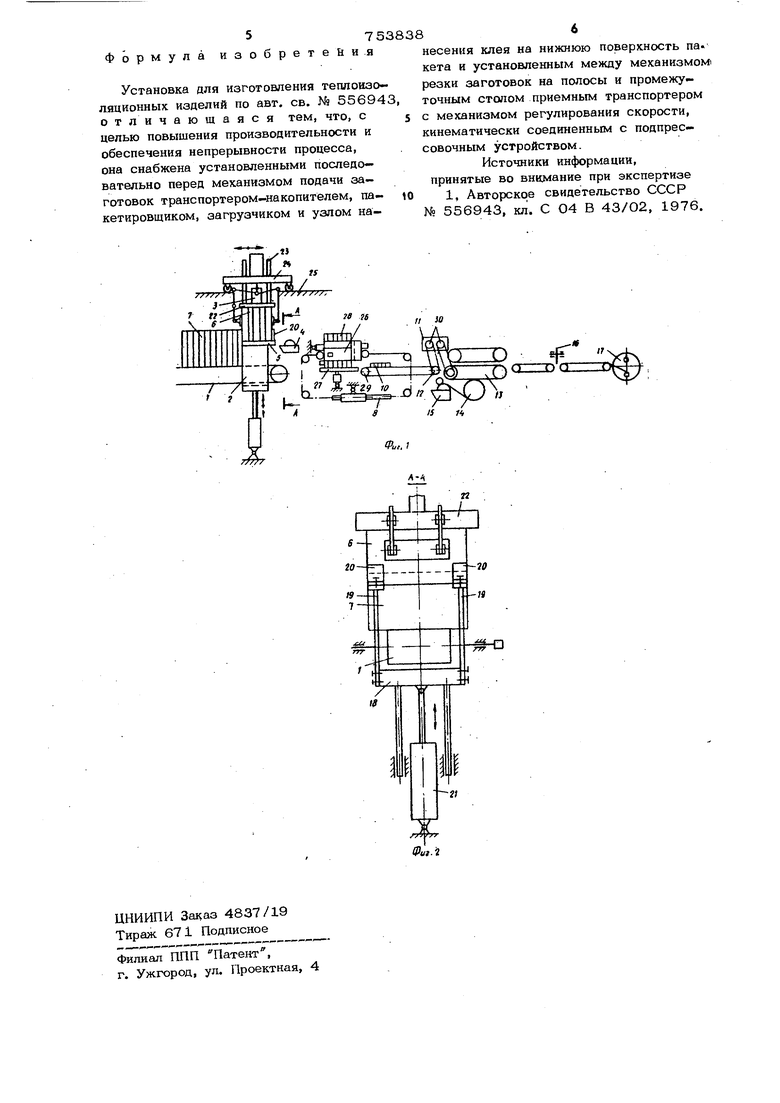
Изобретение относится к оборудованию промышленности теплоизоляционных и акустических строительных материалов и изделий. Известна установка по осн. авт. св. № 556943 для изготовления теплоизоляционных изделий, например минерало- ватных, с вертикальной слоистостью, содержащая механизмы подачи заготовок и резки их на полосы, поддерживающий промежуточый столы, механизм подачи покровного материала, подпрессовочное устройство с нижним и верхним транспо терами, механизмы резки и рулонирования готовой продукции, прячем поддерживающий стол установлен с возможностью вертикальных перемещений под механизмом подачи заготовок, выполнен ным в-виде кассеты с зажимным устрой ством flj. Недостатками известной установки являются ручное пакетирование заготово необходимость удаления остаточного слоя после разрезания пакета на полосы заданной толщины, несинхронная работа механизмов подачи и резки с поцпрессо- вочным устройством, что в целом снижает производительность установки. Целью изобретения является повыше- ние производительности и обеспечение непрерывности процесса изготовления изделий. Достигается эта цель за счет того, что установка снабжена установленными последовательно перед механизмом подач заготовок транспортером-41акопителем, пакетировщиком, загрузчиком и узлом нанесения клея на нижнюю поверхность пакета и установленным между механизмом резки заготовок на полосы и промежуточным столом приемным транспортером с механизмом регулирования скорости, кинематически соециненным с подпрессовочным устрсйгтвом. На фиг. 1 схематически -дзображеиа установка, общий вид; на фиг. J - разрез А-А фиг. 1.
Установка состоит из транспортеранакопителя 1, пакетировщика 2, загрузчика 3, узла нанесения клея 4 на нижнюю поверхность 5 пакета 6 заготовок 7, механизмов подачи 8 и резки 9 пакета 6 заготовок 7, приемного транспортера 10 с механизмом плавного регулирования скорости 11, промежуточного стола 12, подпрессовочного устройства 13, механизма подачи покровного материала 14, узла нанесения клея на покровный маТериал 15, механизмов резки 16 и рулонирования 17 готовой продукции.
Пакетировщик 2 состоит из подъемной платформы 18, на которой параллель- но оси линии установлены две балки 19, на конпах которых прикреплены упоры 20. Платформа 18 при помощи силового механизма 21 имеет возможность подниматься и опускаться.
Загрузчик 3 представляет собойпередвижной захват, зажимной механизм 22 которого имеет возможность подниматься и опускаться по направляющим 23. Зажимной механизм 22 смонтирован на тележке 24, имеющей возможность передвигаться в горизонтальном направлении по направляющим 25.
Установка работает следующим образом.
В исходном положении пакетировщик 2 опущен. Балки 19 пакетировщика 2 находятся ниже, а упоры 2О выще уровня транспортерной ленты транспортера-накопителя 1. Транспортер-накопитель 1 заполняется минераловатными заготовками 7. Загрузчик 3 находится в крайней левой стороне над пакетировщиком 2. Кассета 26 механизма подачи 8 - в крайней левой стороне. Поддерживающий стол 27 опущен на толщину срезанной полосы. Включаются приводы: механизма резки 9, подпрессовочного устройства 13 узла нанесения клея на покровной материал 15, транспортирующих устройств ме ханизма резки 16 готовой продукции. Включением силового механизма 21 пакетировщик 2 с транспортера-накопителя 1 отделяет пакет 6 минераловатных заготовок 7. В крайнем верхнем положении пакет 6 верхней плоскостью нажимает конечный выключатель, встроенный в зажимном механизме 22 загрузчика 3. Зажимной механизм 22 зажимает пакет 6, после чего пакетировщик 2 опускается в исходное положение и включает привод тележки 24. В крайнем правом положении загрузчик 3 становится над кассетой 26 механизма подачи 8. Зажимной механизм 22 опускает пакет 6 в кассету 26, освобождает его, после чего поднимается в исходное положение, где воздействием на конечный выключатель включает привод механизма подачи 8 и привод тележки 24. Одновременно начинается процесс резки пакета 6 и возвращения загрузчика 3 в исходное положение.
Опускаясь в исходное положение, пакетировщик 2 в крайнем нижнем положении воздействует на конечный выключатель, который включает транспортернакопитель 1. Минераловатные заготовки 7, двигаясь с транспортной лентой транспортера- акопителя 1, заполняют свободный промежуток до упора 20, где Минераловатные заготовки 7 воздействуют на конечный выключатель и транспортер-накопитель 1 выключается.
В процессе резки пакет 6 в касете 26 механизма подачи 8, опускаясь, освобождает рычаг выключателя 28, встроенного в кассете 26, который включает силовой механизм 21 пакетировщика 2. С транспортера-накопителя 1 отделяется очередной пакет 6 минераловатных заготовок 7. . Загрузчиком 3 пакет 6 доставляется над касетой 26 механизма подачи 8, который после освобождения рычага выключателя 28, совершив один цикл подачи, выключается. (Один цикл подачи 10с). Во время транспортировки пакета 6 загрузчиком 3 на нижнюю его поверхность 5 узлом 4 наносится клей (на первый пакет клей не наносится). Уже описанным способом пакет 6 загружается в кассету 26, где он склеивается с недорезанной частью раньше загруженного, и процесс повторяется.
Отрезанные механизмом резки 9 ми- нераповатные полосы 29 поступают на приемный транспортер 10, который через механизм плавного регулирования скорост 11 посредством цепных передач ЗО, кинематически связан с подпрессовочным устройством 13. По приемному транспортеру 1О Минераловатные полосы 29 через промежуточный стол 12 поступают между нижним и верхним транспортерами подпрессовочного устройства 13, где подается и покровный материал с нанесенным 1шеем. Проходя через подпрессовочное устройство 13, Минераловатные полосы 29 приклеиваются к покровному материалу, после чего полученное полотно механизмом резки 16 разрезается на мерные длины и механизмом 17 рулонируется.
Формула изобретения
Установка для изготовления теплоизоляционных изделий по авт. св. № 55694 отличающаяся тем, что, с
целью повышения производительности и обеспечения непрерывности процесса, она снабжена установленными последовательно перед механизмом подачи заготовок транспортером-накопителем, пакетировщиком, загрузчиком и узлом 11 ti.;
несения клея на нижнюю поверхность па. кета и установленным между механизмом резки заготовок на полосы и промежуточным столом приемным транспортером с механизмом регулирования скорости, кинематически соединенным с подпрессовочным устройством.
Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 556943. кл. С О4 В 43/О2, 1976. li « K
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления теплоизоляционных изделий | 1980 |
|
SU876627A2 |
| Установка для производства теплоизоляционных изделий | 1985 |
|
SU1301716A1 |
| Установка для изготовления теплоизоляционных изделий | 1976 |
|
SU556943A1 |
| Установка для изготовления теплоизоляционных изделий | 1982 |
|
SU1052503A1 |
| Установка для изготовления теплоизоляционных конструкций | 1981 |
|
SU975696A1 |
| Установка для изготовления теплоизоля-циОННыХ издЕлий | 1979 |
|
SU852845A1 |
| Установка для изготовления теплоизоляционных изделий | 1982 |
|
SU1060601A1 |
| Поточная линия для изготовленияВЕРТиКАльНОСлОиСТыХ ТЕплОизОляциОННыХиздЕлий | 1979 |
|
SU806658A1 |
| Установка для изготовления теплоизоляционных минераловатных изделий с вертикальной слоистостью | 1982 |
|
SU1043136A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ | 1973 |
|
SU399496A1 |
jiL
п
л v
-у о
-19
-D
