(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВЕРТИКАЛЬНОСЛОИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления вертикально-слоистых теплоизоляционных изделий | 1974 |
|
SU541827A1 |
| Устройство для изготовления вертикально-слоистых теплоизоляционных изделий | 1983 |
|
SU1143733A1 |
| Поточная линия для производства прошивных теплоизоляционных изделий | 1983 |
|
SU1119996A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ | 1973 |
|
SU399496A1 |
| Установка для изготовления теплоизоляционных конструкций | 1981 |
|
SU975696A1 |
| Установка для изготовления теплоизоляционных изделий | 1978 |
|
SU753838A1 |
| Поточная линия для производства прошивных теплоизоляционных изделий | 1987 |
|
SU1461634A1 |
| Установка для изготовления теплоизоляционных изделий | 1976 |
|
SU556943A1 |
| Установка для изготовления теплоизоля-циОННыХ издЕлий | 1979 |
|
SU852845A1 |
| Способ изготовления теплоизоляционных минераловатных изделий с вертикальной слоистостью | 1978 |
|
SU698964A1 |

t
Изобретение может найти применение в промышленности строительных материалов для изготовления рулонных теплоизоляционных изделий с вертикальной слоистостью, например минера лов атных.
Известна поточная линия для изготовления теплоизоляционных изделий содержащая механизмы подачи и резки на полосы минераловатных плит, механизм поворота полос, ускоряющий механизм, неподвижный склиз с под- . прессовочным устройством, механизм подачи покровного материала и устройство для резки и рулонирования готовой продукции 11 .
Недостатком известной линии является сложность ее конструкции и низкая надежность работы.
Наиболее близкой из известных технических решений является поточная линия, включающая механизм поперечной резки KOBJpa на полосы с блоком дисковых ножей, кантователь в виде пары вертикально смещенных относительно друг друга ленточных транспортеров с промежутОчвдм рОликом, передаточный склиэ-накопитвль, подпрессовочный механизм, а также
механизм, резки и рулонирования готовой продукции 1,2 ,
Недостатками известной линии являются низкая производительность, лимитированная периодической подачей плит на резку и пакета нарезанных полос к кантователю, и ненадежная работа псхзледнего, что снижает также качество изделий.
0
. Целью изобретения является повы шение производительности и надежности работы линии.
Поставленная цель достигается тем, 5 что линия для изготовления вертикально-слоистых теплоизоляционных изделий, включающая механизм поперечной резки ковра на полосы, кантователь, передаточН1а1й склиз-накопитель, подпрессо0 вочный механизм, а также механизм
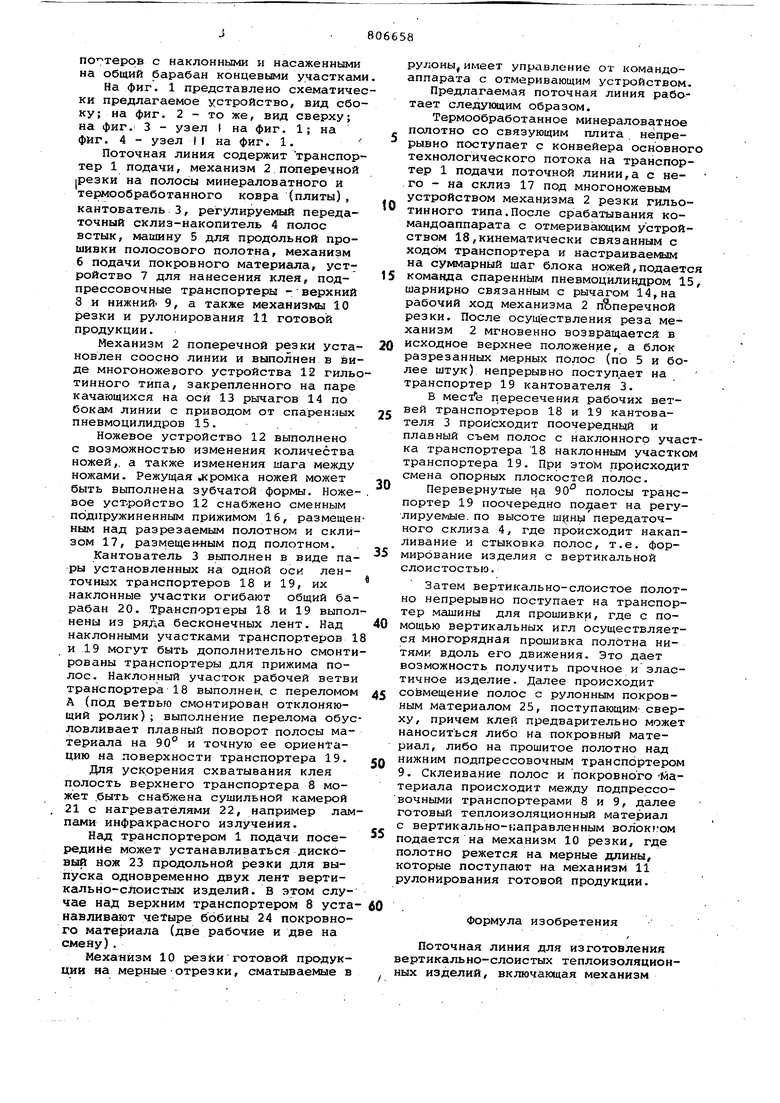
резки и рулонирования готовой продукции, снабжена сиюнтированной между склизом-накопителей и подпресоовочным устройством машиной для продольной прошивки, причем механизм поперечной резки ковра на полосы выполнен в виде закрепленных на качающихся рычагах ножей гильотинного типа, а кантователь - в виде пары последовательно уотановленных ленточных траи-спонтеров с наклонными и насаженными на общий барабан концевыми участками На фиг. 1 представлено схематически предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел t на фиг. 1; на фиг. 4 - узел м на фиг. 1. Поточная линия содержит транспортер 1 подачи, механизм 2.поперечной (резки на полосы минераловатного и термообработанного ковра (плиты), кантователь 3, регулируемый передаточный склиз-накопитель 4 полос встык, машину 5 для продольной прошивки полосового полотна, механизм 6 подачи покровного материала, устройство 7 для нанесения клея, подпрессовочные транспортеры - верхний 8 и нижний. 9, а также механизкш 10 резки и рулонирования 11 готовой продукции.
Механизм 2 поперечной резки установлен соосно линии и выполнен в виде многоножевого устройства 12 гильотинного типа, закрепленного на паре качающихся на оси 13 рычагов 14 по бокам линии с приводом от спаренных пневмоцилидров 15. .
Ножевое устройство 12 выполнено с возможностью изменения количества ножей,, а также изменения шага между ножами. Режущая лромка ножей может быть выполнена зубчатой формы. Ножевое устройство 12 снабжено сменным подиружиненньйУ прижимом 16, размещенным над разрезаемым полотном и склизом 17, размещенным под полотном.
Кантователь 3 выполнен в виде пары установленных на одной оси ленточных транспортеров 18 и 19, их наклонные участки огибают общий барабан 20. Транспортеры 18 и 19 выполнены из ряда бесконечных лент. Над наклонными участками транспортеров 1 и 19 могут быть дополнительно смонтированы транспортеры для прижима полос. Наклонный участок рабочей ветви транспортера 18 выполнение переломом А (под ветвью смонтирован отклоняющий ролик); выполнение перелома обусловливает плавный поворот полосы материала на 90 и точную ее ориентацию на поверхности транспортера 19.
Для ускорения схватывания клея полость верхнего транспортера 8 может .быть снабжена сушильной камерой 21 с нагревателями 22, например лампами инфракрасного излучения.
Над транспортером 1 подачи посередине может устанавливаться дисковый нож 23 продольной резки для выпуска одновременно двух лент вертикально-сйоистых изделий. В этом случае над верхним транспортером 8 устанавливают четыре бобины 24 покровного материала (две рабочие и две на смейу).
Механизм 10 резки готовой продукции на мерные-отрезки, сматываемые в
рулоны, имеет управление от командоаппарата с отмеривающим устройством.
Предлагаемая поточная линия работает следующим образом.
Термо0бработанное минераловатное полотно со связующим плита непрерывно поступает с конвейера основног технологического потока на транспортер 1 подачи поточной линии,а с не.го - на склиз 17 под многоножевым устройством механизма 2 резки гильотинного типа.После срабатывания командоаппарата с отмеривающим устройством 18,кинематически связанным с ходЬм транспортера и настраиваемым на суммарный шаг блока ножей,подаетс команда спаренным пневмоцилиндром 15 шарнирно связанным с рычагом 14,на рабочий ход механизма 2 поперечной резки. После осуществления реза механизм 2 мгновенно возвращаетсй в исходное верхнее положение, а блок разрезанных мер.ных полос (по 5 и более штук) непрерывно поступ.ает на транспортер 19 кантователя 3.
В Mecofe пересечения рабочих ветвей транспортеров 18 и 19 кантователя 3 происходит поочередный и плавный съем полос с наклонного учаска транспортера 18 наклонным участко транспортера 19. При этом происходит смена опорных плоскостей полос.
Перевернутые на 90 полосы транспортер 19 поочередно на регулиpye iыe. по высоте передаточного склиза 4, где происходит накапливание и стыковка полос, т.е. формирование изделия с вертикальной слоистостью.
Затем вертикально-слоистое полотно непрерывно поступает на транспортер машины для прошивки, где с помощью вертикальных игл осуществляется многорядная прошивка полотна нитями вдоль его движения. Это дает возможность получить прочное и эластичное изделие. Далее происходит со змещение полос с рулонным покровным материалом 25, поступающим- сверху, причем клей предварительно может наноситься либо на покровный материал, либо на прошитое полотно над нижним подпрессовочным транспортером 9. Склеивание полос и покровного йатериала происходит между подпрессовочными транспортерами 8 и 9, далее готовый теплоизоляционный материал с вертикально-направленным волок)юм подается на механизм 10 резки, где полотно режется на мерные длины, которые поступают на механизм 11 рулонирования готовой продукции.
Формула изобретения
Поточная линия для изготовления вертикально-слоистых теплоизоляционных изделий, включающая механизм
поперечной резки ковра на полосы, кантователь, передаточный склиз-накопитель , подпрессовочнь1й механизм,а также механизм резки и рулонирования готовой продукции, отличающаяся тем,что,с целью повьашения производительности и надежности работы, она сна(жена смонтированной между склизом-накопителем и подпрессовочным устройством машиной для продольной прошивки, причем механизм поперечной резки ковра на полосы выполнен в
виде закрепленных на качающихся рыч |гах ножей гильотинного типа, а «антователь - в виде пары последовательно установленных ленточных транспортёров с наклонными и насаженными на общий, барабан концевыми участками.
Источники информации, принятые во внимание при экспертизе
О
H4tfi
i
ill ill
A
4J
Pua.Z
Фиб.
