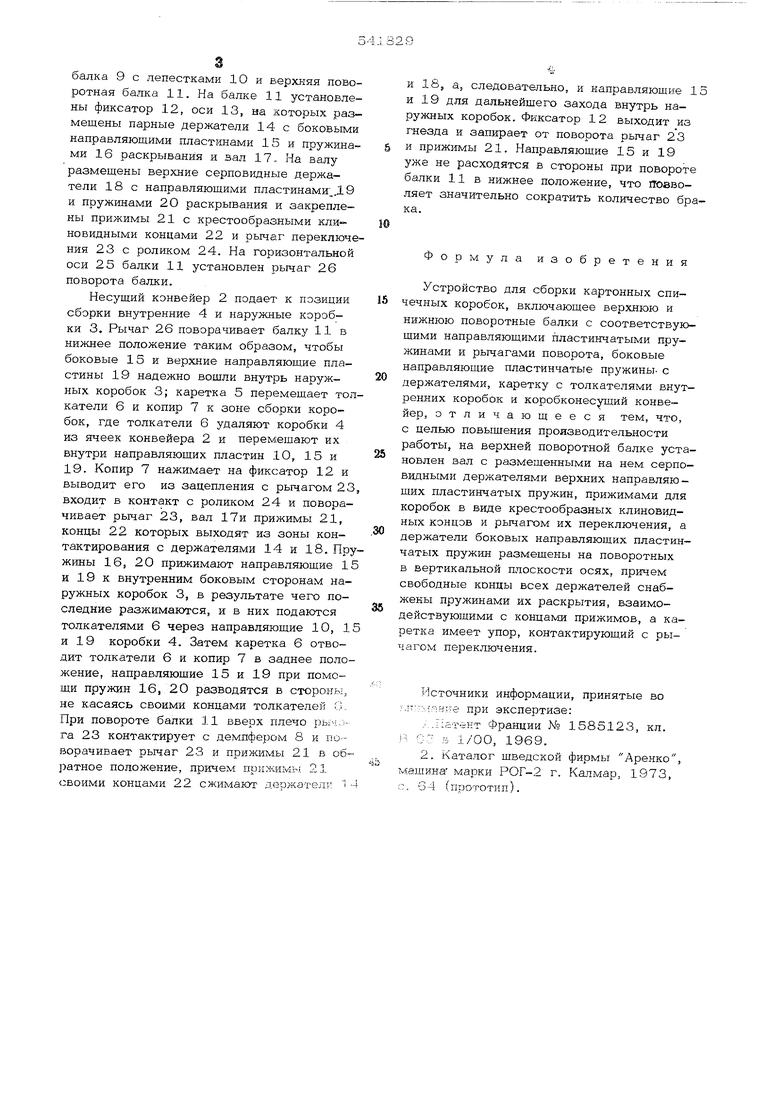
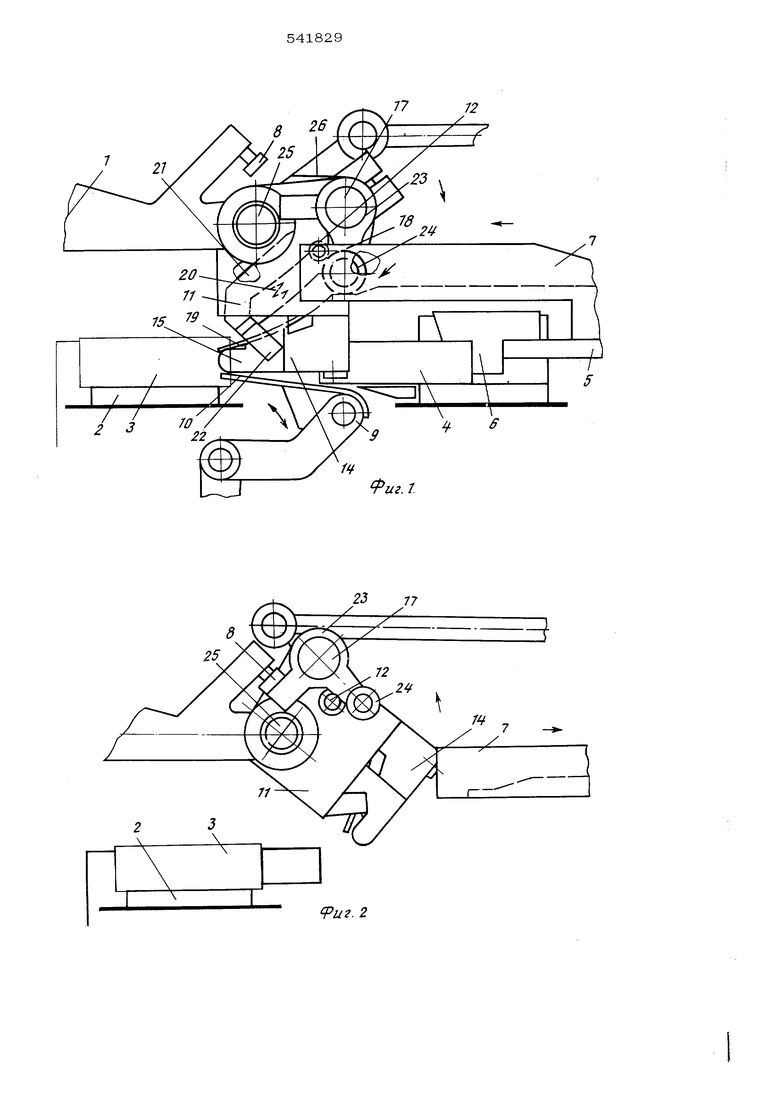
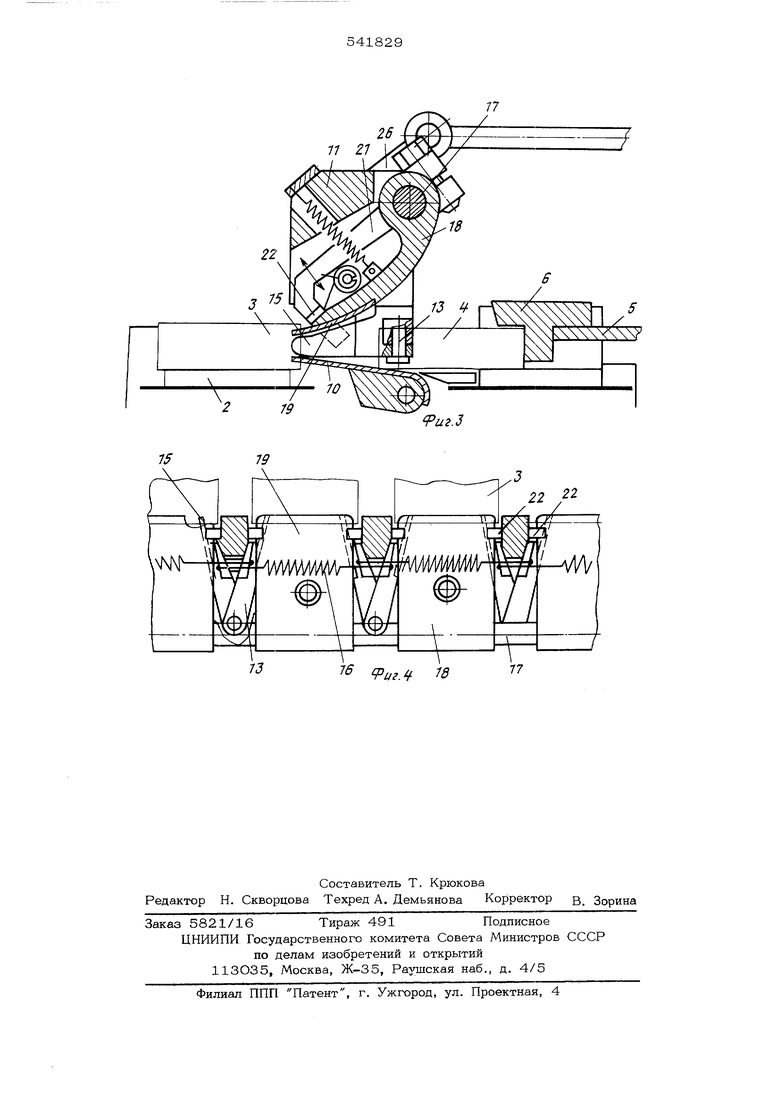
балка 9 с лепестками 1О и верхняя поворотная балка 11. На балке 11 установлены фиксатор 12, оси 13, на которых размещены парные держатели 14 с боковыми направляющими пластинами 15 и пружинами 16 раскрывания и зал 17.. На валу размещены верхние серповидные держатели 18 с направляющими пластинами;,. 9 и пружинами 2 О раскрывания и закреплены прижимы 21 с крестообразными клиновидными концами 22 и рычаг переключения 23 с роликом 24. На горизонтальной оси 25 балки 11 установлен рычаг 26 поворота балки.
Несущий конвейер 2 подает к позиции сборки внутренние 4 и наружные коробки 3. Рычаг 26 поворачивает балку 11 в нижнее положение таким образом, чтобы боковые 15 и верхние направляющие пластины 19 надежно вошли внутрь наружных коробок 3; каретка 5 перемещает толкатели 6 и копир 7 к зоне сборки коробок, где толкатели 6 удаляют коробки 4 из ячеек конвейера 2 и перемещают их внутри направляющих пластин 1О, 15 и 19. Копир 7 нажимает на фиксатор 12 к выводит его из зацепления с рьшагом 23 входит в контакт с роликом 24 и поворачивает рычаг 23, вал 17и прижимы 21, концы 22 которых выходят из зоны контактирования с держателями 14 и 18. Пружршы 16, 20 прижимают направляющие 15 и 19 к внутренним боковым сторонам наружных коробок 3, в результате чего последние разжимаются, и в них подаются толкателями 6 через направляющие 10, 1 и 19 коробки 4. Затем каретка 6 отводит толкатели 6 и копир 7 в заднее положение, направляющие 15 и 19 при помощи пружин 16, 20 разводятся в стороны, не касаясь своими концами толкателей (JПри повороте балки 11 вверх плечо рьг-:.,га 23 контактирует с демпфером 8 и поворачивает рычаг 23 и прижимы 21 в обратное положение, причем прыжимь; 21 своими концами 22 сжимают держатели i
и 18, а, следовательно, и направляющие 15 и 19 для дальнейшего захода внутрь наружных коробок. Фиксатор 12 выходит из гнезда и запирает от поворота рычаг 23 и прижимы 21. Направляющие 15 и 19 уже не расходятся в стороны при повороте балки 11 в нижнее положение, что поаволяет значительно сократить количество брака.
Формула изобретения
Устройство для сборки картонных спичечных коробок, включающее верхнюю и нижнюю поворотные балки с соответствующими направляющими пластинчатыми пружинами и рычагами поворота, боковые направляющие пластинчатые пружины, с держателями, каретку с толкателями внутренних коробок и коробконесущий конвейер, отличающееся тем, что, с целью повышения производительности работы, на верхней поворотной балке установлен вал с размешенными на нем серповидными держателями верхних направляющих пластинчатых пружин, прижимами для коробок в виде крестообразных клиновидных концэБ и рычагом их переключения, а держатели боковых направляющих пластинчатых пружин размещены на поворотных в вертикальной плоскости осях, причем свободные концы всех держателей снабжены пружинами их раскрытия, взаимодействующими с концами прижимов, а каретка имеет упор, контактирующий с рычагом переключения.
Источники информации, принятые во мт-учтпчгге при экспертизе:
J Л. Франции № 1585123, кл. i- О S 1/00, 1969.
2. Рчаталог шведской фирмы Аренко, машина марки РОГ-2 г. Кш1мар, 1973, с. 64 (про7Ютип).
иг. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки штучныхиздЕлий B КОРОбКи | 1978 |
|
SU839865A1 |
| Устройство для упаковывания предметов в рукавную пленку | 1989 |
|
SU1768457A1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| Линия укладки спичек в коробки при горизонтальной выбивке | 1988 |
|
SU1587032A1 |
| Устройство для укладки спичек в коробки | 1986 |
|
SU1337380A1 |
| Устройство для загрузки тележечного конвейера | 1976 |
|
SU659479A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| Автоматическая линия для упаковывания цилиндрических предметов | 1985 |
|
SU1468820A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Устройство для укладки в коробки штучных предметов | 1972 |
|
SU440304A1 |
. 2
73
иг. Т8
иг.З
77
