(54) УСТРОЙСТВО ДЛЯ ЗАЖИМА ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ЗАЖИМА ПРУТКОВОГО МАТЕРИАЛА | 1969 |
|
SU256469A1 |
| Наконечник для накачки пневматическихшиН | 1979 |
|
SU852640A1 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ ДЛЯ ПОГРУЖЕНИЯ СТЕРЖНЕЙ В ГРУНТ | 2010 |
|
RU2443827C1 |
| Автоматизированное станочное приспособление | 1987 |
|
SU1516300A1 |
| Устройство для зажима деталей | 1985 |
|
SU1289649A1 |
| Вращающийся пневмо(гидро)цилиндр | 1990 |
|
SU1771438A3 |
| Зажимное устройство | 1982 |
|
SU1013190A1 |
| Пневмоприводной насос | 1975 |
|
SU662744A1 |
| Зажимное устройство | 1985 |
|
SU1414546A2 |
| Пневмопривод,преимущественно для поршневого насоса | 1980 |
|
SU931950A1 |
1
Изобретение относится к прикладной механике и может быть использовано в автоматических, полуавтоматических линиях и станках во всех, отраслях народного хозяйства.
Известны устройства для зажима детале содержащие шток, поршень, корпус крышки, зажимные элементы, приспособления.
Известны также устройства для зажима деталей типа втулок, содержащие корпус ци- линдра, шток, поршень, крышки, зажимные элементы, уплотнения Cl J.
Такие механизмы обеспечивают съеы изделия с загрузочного устройства.
Для осуществления этой операции необходим еще один автономный механизм, например пневмоцилиндр возвратно-поступательного перемещения, а следовательно и аппаратура для его управления.
Наличие автономного механизма влечет за собой увеличение щшла работы автоматизированных устройств.
Цель изобретения - устранение указанных недостатков путем сокращения цикла работы устройства для зажима деталей и уменьшение количества управляющей аппаратуры, чт в конечном счете увеличивает надежность автоматизированной системы.
Для этого в предлагаемом устройстве в верхней крышке выполнена ступенчатая расточка, в которой установлен дифференциальный подпружиненный золотник, и закреплена эксцентрично оси цилиндра воздухопроводная трубка, проходящая через шток-поршень.
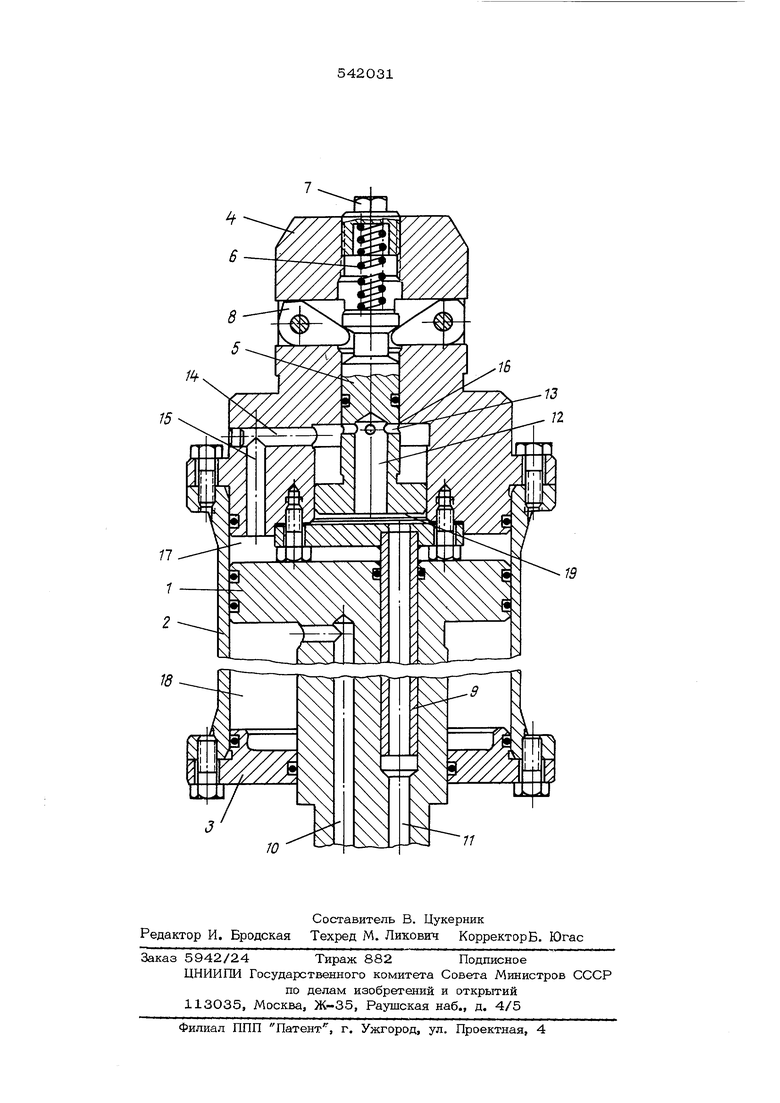
На чертеже изображено предлагаемое устройство в разрезе.
Устройство представляет собой пневмоцилиндр, состоящий из штока-поршня 1, размещенного в корпусе 2 устройства, нижней крышки 3, верхней крышки 4 цилиндра в которую встроен дифференциальный пне&мозолотник 5, пружины 6, зажимного винта 7, зажимных элементов 8, воздухопроводяш трубки 9, размещенной в штоке-поршне 1, и уплотнений. Шток-поршень 1 имеет два канала 10 и 11 подвода воздуха, а дифференциальный золотник 5 - воздухопроводяшие каналы 12 и 13. В верхней крышке 4 выполнены каналы 14 и 15 и ютсечная кромка 16. Для подъема (подвода) цилинд- 3 pa воздух подается в полость 17, а для опускания (отвода) - в полость 18, Зажим происходит при повышенном давлении в по л ости 19. Описываемое устройство работает следующим образом. При подводе сжатого воздуха от распределения (на чертеже не показан) к каналу 11 воздух поступает в камеру 19 пневмозолотника 5 и по его каналам 12 и 13 и каналам 14 и 15 верхней крышки - в полость 17 устройства (полость 18 в это время через канал 10 сообщается с атмосферой) . Корпус 2 устройства начинает перемещатЕуся вместе с крышками 3 и 4. При этом пневмозолотник 5 находится в нижнем положении (как изображено на чертеже), так ка рабочее давление перемещения цилиндра (2-2,5 кг/см ) недостаточно, чтобы сжать пружину 6. Как только крыщка 3 устройств упрется в шток-поршень 1 движение прекратится и давление воздуха в полостях 17 и 19 возрастет до сетевого (5-6 кг/см ). При этом пневмозолотник 5 будет перемещаться вверх, а его каналы 13 перекроются отсечной кромкой 16 корпуса верхней крыш ки 4 и в конце хода пневмо золотника произойдет срабатывание зажимных элементов 8 (зажим детали). При повороте манипулятором штока-поршня 1 через трубку 9 будет разворачиваться корпус 2 устройства с крышками 3 и 4. При переключении клапана управления давление по каналу 10 будет подаваться в полость 18, а полость 19 через канал 11 сообщается с атмосферой. Давление в полости 17 оказывается запертым до того момента, пока пневмо- золотник 5 под действием этого давления и пружины 6 не переместится (опустится) до выхода его каналов 13 из перекрытия корпусом крышки 4 (т. е. пока не произойдет раскрепления детали). После этого на51 чнется перемещение корпуса 2 устройства в противоположн.ую сторону (отвод детали). Таким образом, управляемое одним распределителем (пневмоклапаном) устройство, например, в автоматической линии сварки блока шестерен после снятия дета.гш с направляющих транспортного (загрузочного) устройства зажимает деталь, подает ее в зону сварки, разворачивается вместе с деталью на 360 (от aBTOHOMiioro механиэма), разжимает деталь и опускает на направляющие транспортного (выгрузочного) уст ройства. Применение предлагаемого устройства значительно уменьшает подготовительное время цикла обработки. В качестве энергоносителя может использоваться не только сжатый воздух, но и любые инертные газы, а также жидкости. В зависимости от выполнения зажимных элементов зажим деталей может производиться не по внутреннему, а по наружному диаметру. Формула изобретения Устройство для зажима деталей, например, типа втулок, выполненное в виде Ш1линдра с верхней и нижней крыщками и шток-поршнем и зажимных элементов, о т- личающееся тем, что, с целью механизации подачи деталей в рабочую зону, в верхней крышке выполнена ступенчатая расточка, в которой установлен дифферен- лщальный подпруж1шенный золотник, и закреплена эксцентрично оси цилиндра возду.хопроводная трубка, проходящая через штокпоршень. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР свидетельство № 426074, М кл. F 16 К 17/00, 1972.
