Предлагаемый способ для изготовления труб из каменного лигья заключается в том, что вдоль формы, залитой расплавом, протаскивают поршень и образованную под ним полость заполняют сжатым воздухом.
Для осуществления этого способа предлагается устройство, основная особенность которого заключается в том, что шток поршня выполнен полым в целях использования этой полости для подачи в форму сжатого воздуха.
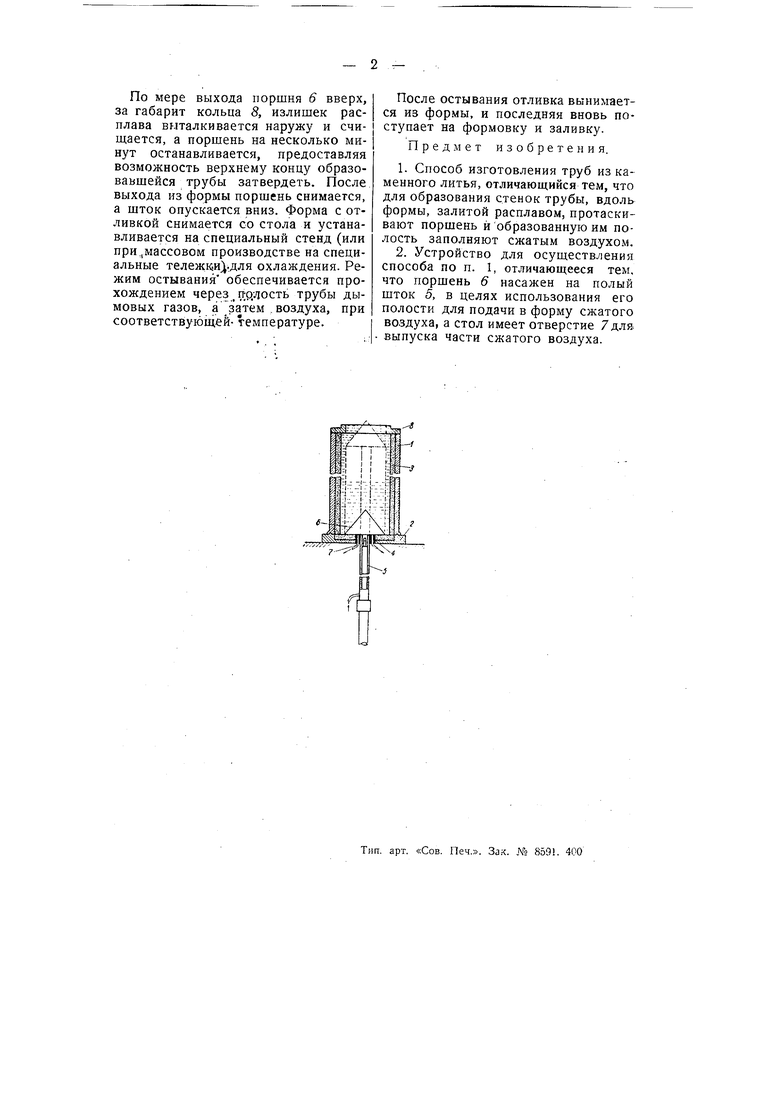
На чертеже изображен вертикальный разрез предлагаемого устройства.
Разъемная форма / установлена на столе 2, который служит ее днищем. Внутренняя поверхность формы футерована формовочной землей 3, предварительно просушенной и подогретой изнутри до температуры 300°.
Внутренний диаметр футеровки равен наружному диаметру изготовляемой трубы.
В столе 2 имеется уплотненное втулкой 4 отверстие, сквозь которое проходит щток 5. На конец штока свободно насажен конический поршень 6. Наружный диаметр основания конического поршня несколько меньще внутреннего диаметра изготовляемой трубы.
в описанную форму наливается расплав в количестве, несколько превышающем объем массы, необходимый для образования стенок трубы. Через несколько минут после заливки щтоку 5 сообщается поступательное движение снизу вверх. Поршень 6, поднимаясь, образует стенки и полость трубы (обозначенные на чертеже пунктиром).
Шток о выполнен полым, имеет выходы внутрь образующейся каменной трубы и соединен с резервуаром сжатого воздуха. При движении поршня 6 вверх шток 5 открывает кран на трубе, соединяющей его с резервуаром сжатого воздуха, и образуемая полость заполняется воздухом под давлением.
Втулка 4 снабжена отверстиями 7, сообщающимися через регулируемые краны с атмосферой. Воздух, охлаждая внутренние стенки образующейся каменной трубы, выдавливается в атмосферу. Во время работы поршня 6 форма / закрыта кольцом 8, имеющим внутренний диаметр, равный диаметру порщня.
По мере выхода поршня 6 вверх, за габарит кольца 8, излишек расплава выталкивается наружу и счищается, а поршень на несколько минут останавливается, предоставляя возможность верхнему концу образоваьшейся трубы затвердеть. После выхода из формы поршень снимается, а шток опускается вниз. Форма с отливкой снимается со стола и устанавливается на специальный стенд (или при„массовом производстве на специальные тележк;и.для охлаждения. Режим остывания обеспечивается прохождением через. пр.лость трубы дымовых газов, а затем .воздуха, при соответствующей- температуре.
После остывания отливка вынимается из формы, и последняя вновь поступает на формовку и заливку.
Предмет изобретения.
1.Способ изготовления труб из каменного литья, отличающийся тем, что для образования стенок трубы, вдоль формы, залитой расплавом, протаскивают поршень и образованную им полость заполняют сжатым воздухо.м.
2.Устройство для осуществления способа по п. 1, отличающееся тем, что порщень 6 насажен на полый шток 5, в целях использования его полости для подачи в форму сжатого воздуха, а стол имеет отверстие /для. выпуска части сжатого воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления каменного литья | 1951 |
|
SU104026A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1967 |
|
SU468728A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2031757C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| Способ центробежного литья | 1976 |
|
SU607644A1 |
| Глубокий насос с гидравлической штангой | 1935 |
|
SU47547A1 |
| Машина карусельного типа для приготовления газированных напитков и розлива их в бутылки | 1951 |
|
SU96979A1 |
