Известны приспособления для изготовления корректирующих линеек к прецизионным станкам с использованием эталонного винта, расположенного параллельно основному, и перемещающейся по нему одновременно с супортом станка гайки.
В предлагаемом приспособлении для изготовления корректирующих линеек применяются два упора, укрепленные на супорте и гайке, которые служат опорами кольцу, сообщающему вертикальные перемещения соединенному с ним щлифовальному кругу соответственно изменению шага корректируемого винта. Кольцо и шлифовальный круг расположены на оси ротора электродвигателя, который шарнирно укреплен в корпусе супорта и прижимается пружиной к упорам и к изготовляемой линейке.
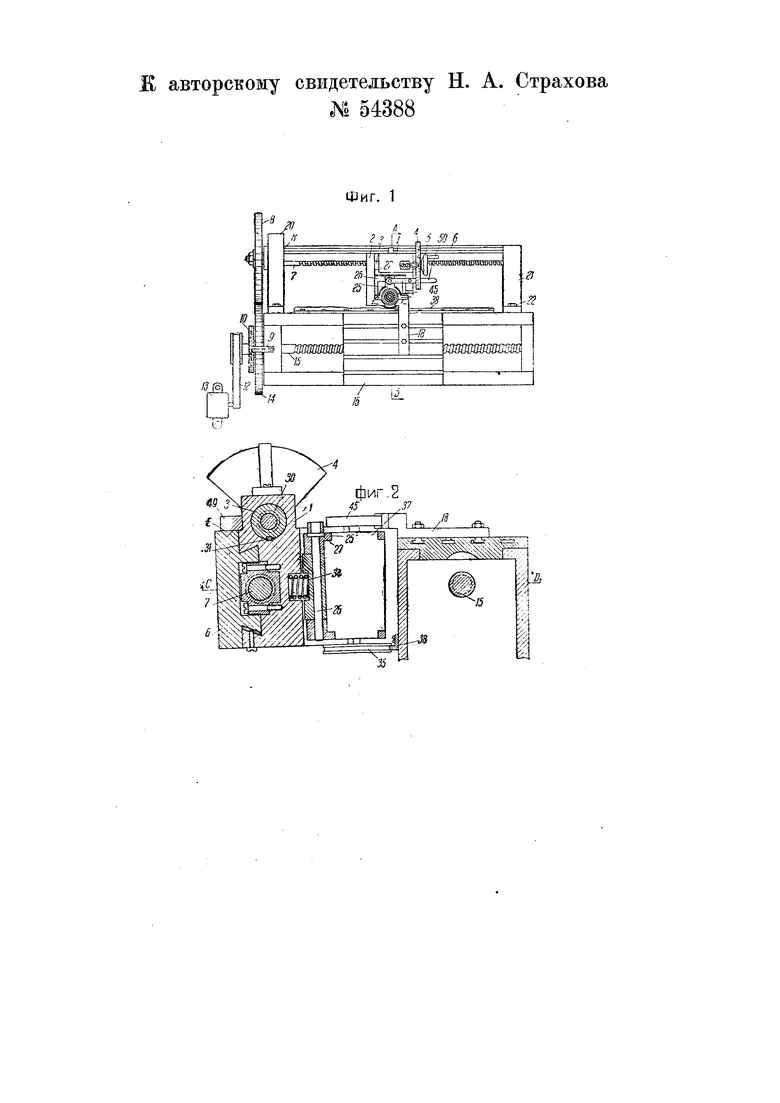
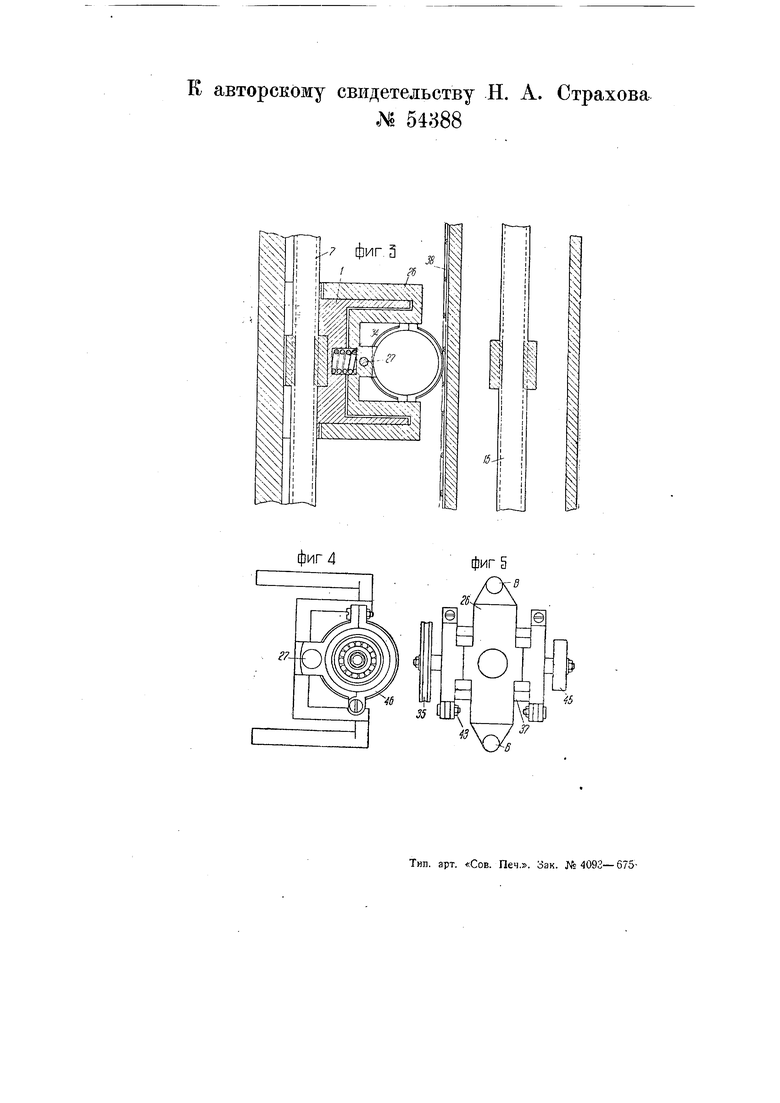
На чертеже фиг. 1 изображает общий вид приспособления для изготовления корректирующих линеек к прецизионным станкам; фиг. 2 - вид его сечения по АБ фиг. 1; фиг. 3 - вид в сечении по CD фиг. 2 и фиг. 4 и 5 - крепление электродвигателя.
На стойках 20-21 (фиг. 1) в подшипниках уложен основной ходовой винт 7, по которому перемещается супорт. Параллельно винту 7 .установлен винт 15, по которому перемещается гайка 16. Винт 15 приводится во вращение электродвигателем 13 посредством ременной передачи 12 и снабжен шкальным лимбом 10, перемещающимся против указательной стрелки 9 через пару цилиндрических шестерен 8 н J4 с передаточным числом Г: 1. Винты 7 и 15 имеют различное направление витков - правое и левое.
На роторе двигателя 37 (фиг. 51 насажены с одной стороны кольцо 45 на шарикоподшипнике, с другой - шлифовальный круг 35. Кольцо 45 упирается в снабженные скосами упоры 2 и 18 (фиг. 1). Э лектрнческнй двигатель через хомут 25, направляющую вилку 26 и палец 27 шарнирно крепится в корпусе супорта (фиг.-2 и 3). Вилка 28, укрепленная на двигателе, снабжена направляющими, посредством которых имеет; возможность перемещаться под действием пружины 34 (фиг. 3) в сторону корректирующей линейки 35. Шлифовальный круг отводится от линейки ручкой 50 (фиг. 1).
При движении упора 2 от основного винта 7 и упора )§ от корректируемого винта 15 в одну сторону ошибки в шаге корректируемого винта изменяют расстояние между упорами, вследствие чего кольцо ,45, а следовательно и шлифовальный круг получают вертикальные перемещения относительно коррекционной линейки 58, на которой получается волнообразная поверхность после шлифовки. Кольца 45 сменяют на больщий диаметр до тех пор, пока заготовка не будет отшлифована по всей длине, после чего кольцо заменяют роликом и калибруют линейку тем же порядком.
Для учета неточностей основного винта последний после его изготовления на прецизионном станке выверяется штихмассом на данном приспособлении. Штихмассы закладываются между стойкой 20 и упором 49 в канавку (фиг. 1 и 2). Эта выверка даёт характеристику ошибок в шаге основного винта. На основании этой характеристики составляется табличка, по которой видно, на каком участке длины имеется ошибка и какова величина этой ошибки в шаге винта. Для учета неточности винта 7 при изготовлении корректирующей линейки работник, согласно табличке, перемещает упор 2, составляющий одно целое с гайкой 5, уложенной
в корпусе 7 супорта и перемещающейся по направляющей шпонке 31 по винту 30, укрепленному от продольного перемещения в корпусе 7 супорта и имеющему делительный лимб 4 на маховике 5. Цена деления лимба 0,005 мм. Перемещение упора делается в процессе и лифовки линейки 38.
Предмет изобретения.
1.Приспособление для изготовления корректирующих линеек к прецизионным станкам с использованием расположенного параллельно основному ходовому винту эталонного винта и перемещающейся по нему гайки одновременно с супортом по основному винту, отличающееся применением укрепленных на супорте и гайке, снабженных скосами, упоров 2 и 18, служащих опорами кольца 45, для сообщения последнему и соединенному с ним шлифовальному кругу 35, обрабатывающему изготовляемую линейку 38, вертикальных перемещений соответственно неточностям шага винта 15.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что кольцо 45 и шлифовальный круг 35 расположены на оси ротора электродвигателя, шарнирно укрепленного в корпусе супорта / и прижимаемого пружиной 34 к упорам 2 и /8 и изготовляемой линейке 38. It авторскому свидетельству Н. № 54388 А. Страхова
Фиг. 1 к авторскому свидетельству Н. № 54888 А. Страхова
5
45
