1
Изобретение относится к прокатному оборудованию.
Известна рабочая клеть роликового стана холодной прокатки труб, содержащая корпус с приводом возвратно-поступательного перемещения, закрепленные в нем профилированные опорные планки с утолщенными с обоих концов холостыми участками и возвратно-перемещаемый сепаратор с рабочими роликами, количество которых соответствует количеству взаимодействующих с ними калиброванных планок 1.
Известное техническое рещение применимо в роликовых клетях и не нозволяет увеличить срок службы клети с неподвижной станиной и подвижной в осевом направлении кассетой с бегунковыми опорами на рабочих пилигримовых валках.
Прототипом изобретения является рабочая клеть стана холодной прокатки труб, имеющая станину с закрепленными в ней верхними и нижними параллельными рельсами, контактирующие с ними бегунковые опоры подвижной валковой кассеты и привод возвратнопоступательного перемещения ее 2.
В этой клети рабочие пилигримовые валки при помощи бегунковых опор перекатываются по рельсам неподвижной станины. При движении клети бегунки (утолщенные наружные кольца подщипников качения), смонтированные на щейках валков, вращаются в направлении, противоположном направлению вращения валков.
В связи с тем, что усилия прокатки передаются на верхние и рельсы, закрепленные на неподвижной станине, через опорные бегунки, их грузоподъемностью лимитируется работоспособность клетей и допустимые обжатия при прокатке труб.
Одновременное вращение в разные стороны с примерно равными скоростями бегунка, контактирующего с рельсом, и внутреннего кольца, закрепленного на щейке валка, приводит к тому, что в рабочей зоне подщипников почти не происходит смены тел качения. Ролики и канавки качения, подверженные многоцикличным нагрузкам, быстро разрущаются, что приводит к останов1се и длительному простою стана в связи с необходимостью замены рабочей клети.
Условия эксплуатации подщипников бегунков верхних валков являются, кроме того, наиболее неблагоприятными в связи с тем, что смазка, нодаваемая внутрь подщипников щприцеванием, разогревается и стекает вниз, в результате чего наиболее нагрулсенные ролики остаются без смазки.
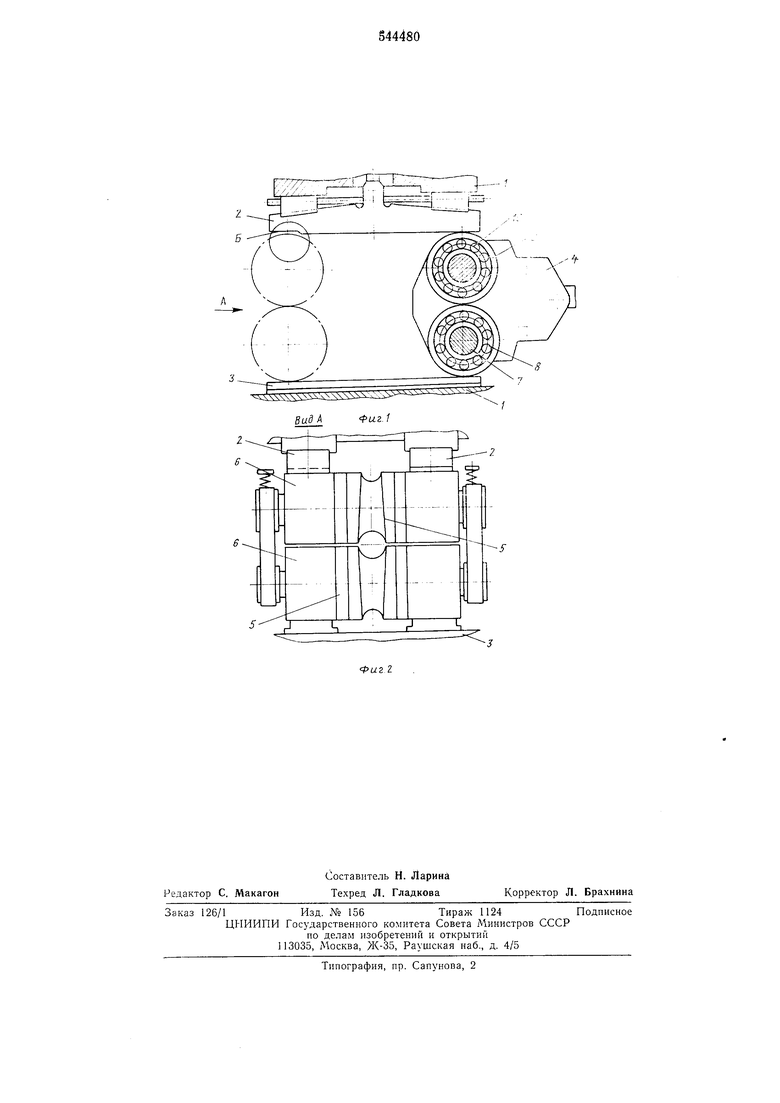
Некоторое проскальзывание бегунков относительно рельсов, вызываемое периодическим характером приложения усилий и различием в усилиях, действующих на бегунки при движении клети вперед и назад, явно недостаточно для обеспечения необходимого перемещения тел качения относительно оси нагрузки. Целью изобретения является повышение срока службы клети путем попеременного нагруження и улучщения смазки бегунковых опор. Для достижения этой цели з предложенной рабочей клети, содержащей станину, закрепленные в ней параллельные верхние и нижние рельсы, контактирующие с ними бегунковыми опорами кассеты с нилигримовыми валкамн и привод возвратно-поступательного перемещения кассеты, каждый верхний рельс имеет утоненный концевой участок, расположенный у одного рельса с входной стороны клети, у другого - с выходной, длина которого соответствует протяженности холостого участка пилигримового валка. Под действием сил инерции бегунок, выведенный из контакта с рельсом, поворачивается на значительный угол, совершая за несколько ходов кассеты полный оборот. Ролики нагружаются попеременно, и улучшаются условия смазки, что увеличивает стойкость подшинника и опоры в целом, а следовательно, увеличивается срок службы клети. На фиг. 1 нредставлена схема предложенной рабочей клети, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1. Рабочая клеть содержит станину 1, закрепленные в ней параллельные верхние 2 и нижние 3 рельсы, подвижную от привода возвратно-поступательного перемещения (не показан) кассету 4 с пилигримовыми валками 5 и бегунковыми опорами 6, контактирующими с верхними и нижними рельсами. Бегунковые опоры размещены на шейках 7 валков и представляют собой подшипники качения с внутренним кольцом 8, утолщенным наружным кольцом-бегунком 9 и телами качения 10. Каждый верхний рельс имеет утоненный концевой участок Б, расположенный у одного рельса с входной стороны клети, а у другого- с выходной, при этом длина утоненного участка соответствует протяженности холостого участка пилигримового валка. В процессе работы рабочей клети при перемещении кассеты 4 пилигримовые валки 5 с помощью бегунковых опор 6 перекатываются по верхним 2 и нижним 3 рельсам. Рабочие валки 1 с помощью бегунковых онор 2 перекатываются по верхним 6 и пижним 7 неподвижным рельсам. В связи с тем что вращение внутреннего кольца 8 н бегунка 9 происходит в разные стороны с примерно одинаковыми скоростями, тела качения 10 остаются практически на одном месте, иодвергаясь знакопеременным многоцикличным нагруженням. Благодаря утоненному участку Б на верхнем рельсе 2 бегунок 9, приближаясь к крайнему положению, выходит из соприкосновения с рельсом и проворачивается на значительный угол в результате действия сил инерции, увлекая за собой подщипник с телами качения 10. В связи с тем что на одном верхнем рельсе утоненный участок расноложен с входной стороны клети, а у другого - с выходной, то в любом положении клети валок прижимается к рельсу по крайней мере с одной стороны. Усилия прокатки действуют поочередно на разные тела качения; кроме того, в зону наибольшей нагрузки постоянно вносится смазка, что значительно улучшает условия работы бегунков подшипников. Применение предлагаемой рабочей клети позволяет сократить расход бегунков ориентировочно в 2 раза, соответственно во столько же раз сокращается количество замен клети и простои стана, обеспечивая рост его производительности. Формула изобретения Рабочая клеть стана холодной прокатки труб, включающая станину, закрепленные в ней параллельные верхние и нижние рельсы, контактирующие с ними бегунковыми онорамп кассеты с нилигримовыми валками и привод возвратно-поступательного перемещения кассеты, отличающаяся тем, что, с целью повышения срока службы клети путем попеременного нагружения и улучшения смазки бегунковых опор, каждый верхний рельс имеет утоненный концевой участок, расположенный у одного рельса с входной стороны клети, у другого - с выходной, длина которого соответствует протяженности холостого участка пилигримового валка. Источники информации, принятые во внимание при экспертизе: 1.Авт. св. № 82446, кл. В 21В 21/00, 1949. 2.Гриншпун М. П. и Соколовский В. И. Станы холодной прокатки труб. М., «Машиностроение, 1967, с. 114-И 7, 133.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть пилигримового стана холодной прокатки труб | 1975 |
|
SU580919A1 |
| Рабочая клеть стана-дуо холодной прокатки | 1957 |
|
SU115312A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1997 |
|
RU2141388C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| РАБОЧАЯ КЛЕТЬ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2010 |
|
RU2441723C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| Рабочая клеть стана холодной прокатки труб | 1981 |
|
SU990354A1 |
| Валковая кассета стана холодной про-КАТКи ТРуб | 1979 |
|
SU835542A1 |
| Рабочая клеть многониточного стана холодной прокатки труб | 1971 |
|
SU566639A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |