1
Изобретение относится к области сварки, а именно к устройствам для дуговой сварки неплавящимся электродом в среде защитного газа с контролем глубины проплавления.
Устройство может найти применение, например, при автоматической аргоно-дуговой сварке вольфрамовым электродом с подачей присадочной проволоки.
Известно устройство для дуговой сварки с контролем и регулированием глубины проплавлеиия 1. Оно содержит сварочную горелку и жестко связанный с ней преобразователь, скользящий подвижной частью по поверхности нерасплавленной части изделия. Сварочный ток регулируют в зависимости от расстояния между поверхностью сварочной ванны под дугой и поверхностью свариваемого изделия, т. е. в зависимости от заглубления сварочного тока, таким образом, что контролируемое расстояние (и, следовательно, глубина проилавления) остается неизменным по всей длине шва.
Однако наличие преобразователя перемещения, у которого точка касания подвижной части с поверхностью свариваемого изделия для повышения точности контроля должна располагаться как можно ближе к сварочной ванне, усложняет конструкцию устройства (и самого преобразователя) и ухудшает условия наблюдения за ходом сварки из-за загромождения околодугового пространства дополнительными элемеитами.
Целью изобретения является повышение точности контроля глубины проплавлеи1 я.
Это достигается тем, что управляющий элемент преобразователя вертикального перемещения сварочной горелки шариирно связан с мундштуком для подачи присадочной проволоки.
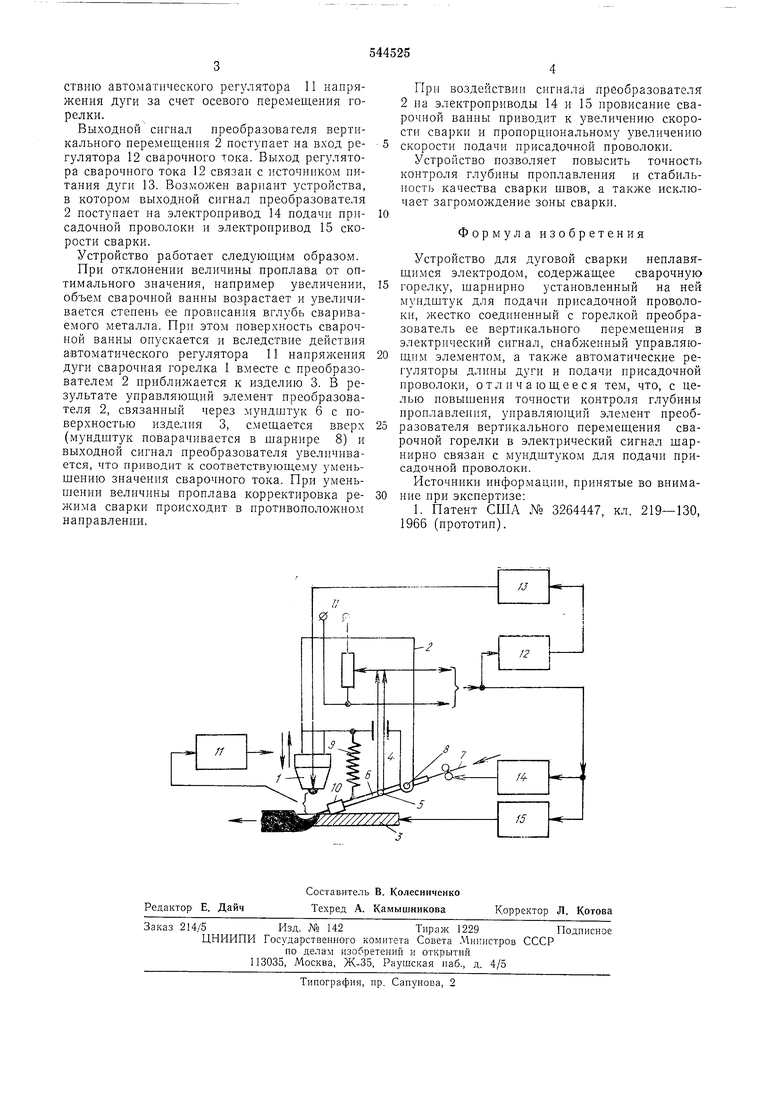
На чертелсе изображено предлагаемое устройство, общий вид.
На сварочной горелке 1 установлен преобразователь 2, служащий для получения электрического сигнала, пропорц)онального осевому (вертикальному) перемещению горелки относительно свариваемого изделия 3. Управляющий элемент (выходной вал) преобразователя 2 соединен тягой 4 через шарнир 5 с мундштуком б для подачи присадочной проволоки 7, причем один конец мундштука 6 соединен с горелкой шарниром 8, а другой конец прижат к поверхности изделия разжимающей прулчиной 9 и для подрегулировки згла подачи проволоки снабжен насадкой 10. Прсобразователь 2 может быть выполнен, например, в виде потенциометра, питаемого от отдельного источника напряжения. Стабилизация расстояния мелчду неплавящимся электродом и поверхностью сварочной ванны под дугой (т. е.
длины дуги) осуществляется благодаря дей
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки неплавящимся электродом | 1977 |
|
SU721269A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Устройство для сварки | 1989 |
|
SU1830321A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| СПОСОБ РЕГУЛ|ИРОВАНИЯ ДЛИНЫ ДУГОВОГО ПРОМЕЖУТКА | 1973 |
|
SU382488A1 |
| Способ аргоно-дуговой сварки сты-KOB ТРуб | 1979 |
|
SU812466A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
