Предлагаемое приспособление особенно пригодно для изготовления жаровых труб для паровых котлов. Жаровые трубы бывают гладкие с кольцами Адамсона или волнистые и собираются обычно из отдельных звеньев.
Общий недостаток большинства волнистых труб заключается в неравномерности толщины металла в различных участках волн. Как правило, вершины наружных волн всегда значительно тоньше основного металла, что ведет к преждевременному износу труб. Кроме того, весьма часто трубы имеют недопустимо большой эллипс, что усложняет установку топок и заводку труб в горловины котла.
Предлагаемое изобретение сведет указанные недостатки к минимуму.
Согласно изобретению, образование волн производится на четырехвалковом станке типа листозагибочных универсальных вальцев, отличающегося от них некоторыми конструктивными особенностями, позволяющими включать в систему основных валов два свободно лежащих валка с волнистой поверхностью особого профиля для каждого йэлка.
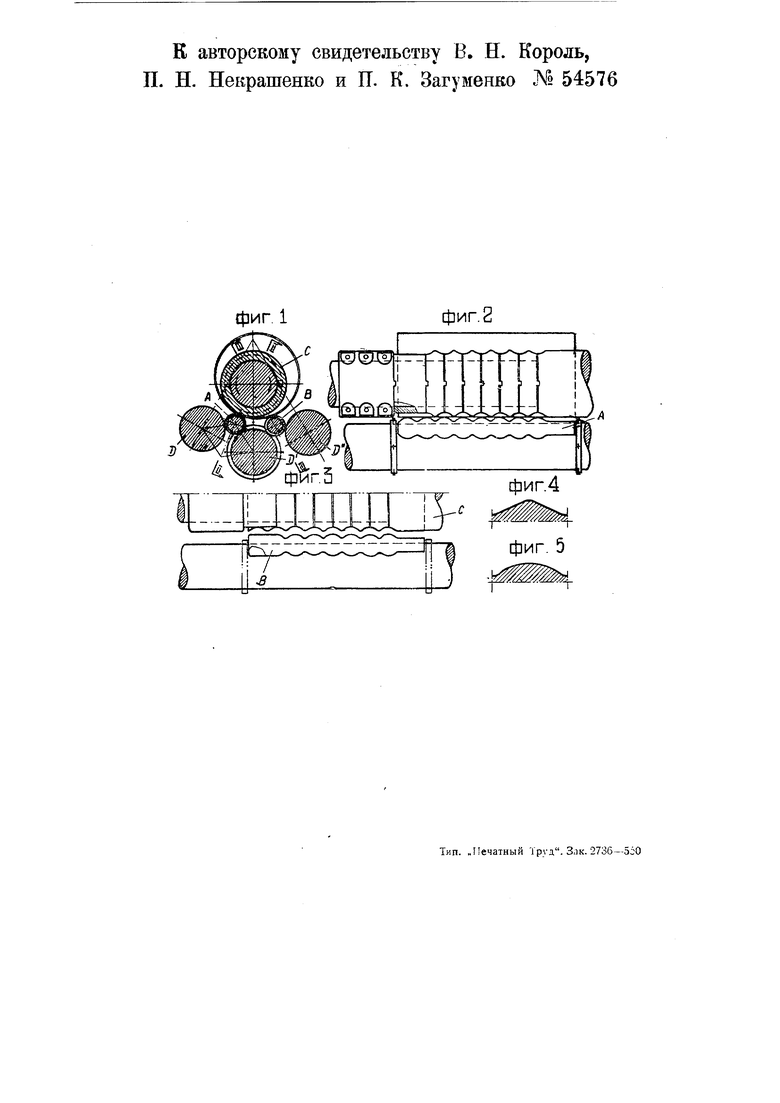
На схематическом чертеже фиг. I изображает поперечный разрез станка с предлагаемым приспособлением, фиг. 2-разрез по на фиг. 1. фиг. 3 -разрез по на фиг. 1, фиг. 4 и 5-профиль волн вспомогательных валков.
Основные валки С, D, D и D являются постоянными частями станка. Валки Л и 5 не являются постоянными и закладываются между основными валками при настройке станка. Длина валков А л В зависит от длины трубы, подвергаемой обработке, и от количества волн, заданного для этой трубы.
Валок С имеет волнистую поверхность соответственно форме внутренней волны трубы. Он вращается принудительно в обе стороны с одинаковой скоростью и имеет один откидной подшипник, расположенный с противоположной от привода стороны, для возможности надевания и снятия трубы, приготовленной для обработки.
Валки D и D гладкие, не связаны с приводом и располагаются в подвижных подшипниках, имеющих возможность подниматься и опускаться вместе и отдельно по наклонным направляюП. к авторскому свидетельству В. Н. Король, Н. Некрашенко и П. К. Загуменко № 54576
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи вторичного воздуха в муфельную горелку | 1956 |
|
SU108654A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2222402C2 |
| Вертикально-замкнутый подвесной конвейер | 1950 |
|
SU90507A1 |
| Тепловоз с двигателями внутреннего сгорания и паровыми | 1924 |
|
SU1668A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
фиг 1
фиг. 2
