Изобретение относится к обработке металлов давлением и может быть использовано при мелкосерийном производстве симметричных широкополочных (с шириной подгибаемых полок более 40 толщин исходной заготовки) гнутых профилей преимущественно с покрытием.
Известен способ (авт. св. 1754267 СССР от 15.08.92, БИ 30, кл. В 21 D 5/06. Способ профилирования преимущественно швеллеров.//Антипанов В.Г., Кириллов Р. И. , Пахомов Н.Т. и Кочубеев В.Н.), заключающийся в подгибке элементов профиля по переходам с технологическим перегибом элемента профиля в одном из переходов и последующим его выпрямлением за девять переходов, причем технологический перегиб производят в третьем переходе, а выпрямление - в двух последних.
Недостатком известного способа является невозможность изготовления широкополочных тонкостенных профилей из-за возникновения кромковой волнистости в условиях ограниченного числа переходов, характерного для применяемого оборудования при мелкосерийном характере производства (в описании данного аналога во всех трех примерах выполнения способа относительная ширина полки не превышала 17 при толщине стенок не менее 5 мм при изготовлении профиля за 9 переходов, а ограничением являлась именно кромковая волнистость). Кроме того, способ не может быть реализован, например, на шестиклетьевых станках семейства ГПС производства ФГУП "Ульяновский НИАТ", предназначенных для мелкосерийного производства профилей, вследствие ограниченности числа переходов.
Наиболее близким к предлагаемому изобретению является "Способ изготовления симметричных профилей" (авт. св. 1719124 СССР от 15.03.92, БИ 10, В 21 D 5/06//Антипанов В.Г., Кириллов Р.И., Гридневский В.И. и Кириллов А.С.), согласно которому изготовление симметричных профилей осуществляют последовательной по переходам подгибкой элементов профиля в валках профилегибочного станка с дополнительной подгибкой полок в межклетьевом пространстве на 3-4o.
Этот способ принят за прототип. У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки:
1. Подгибку полок осуществляют по переходам в валках профилегичного станка.
2. В пространстве между клетьми производят дополнительную подгибку полок на 3-4o.
Недостатком этого способа является низкое качество продукции при изготовлении в условиях ограниченного числа переходов широкополочных профилей с толщиной стенок не более 1 мм, обусловленное наличием дефектов типа кромковой волнистости и нарушений покрытия.
В условиях мелкосерийного производства (при частой смене объектов производства) экономически целесообразно использовать компактное оборудование и технологию производства длинномерных широкополочных профилей с минимальным числом переходов, предусматривающую сравнительно большие углы подгибки за переход. Однако известно (Тришевский И.С., Докторов М.Е. Теоретические основы профилирования. - М.: Металлургия. - 1980. - 288 с., стр. 76), что при изготовлении широкополочных профилей в роликах при больших углах подгибки возникает кромковая волнистость из-за больших деформаций периферийных участков подгибаемых полок, являющаяся практически неустранимым дефектом профиля. Известно также, что распределение нормальных контактных напряжений по ширине подгибаемой полки в калибре со стороны охватывающего ролика имеет вид вогнутой кривой, свидетельствующей о неравномерности распределения действующих сил и напряжений в контактной области (Тришевский И.С., Докторов М.Е. Теоретические основы профилирования. - М.: Металлургия. - 1980. - 288 с., стр. 221, рис. 122-а). Из-за различия линейных скоростей на поверхности конических участков роликов возникает скольжение между роликом и заготовкой, приводящее (при больших контактных силах) к нарушению целостности покрытия заготовки или рискам, что также ухудшает качество профиля.
Техническая задача, решаемая данным изобретением, заключается в улучшении качества профиля за счет уменьшения неплоскостности полок из-за кромковой волнистости и нарушений целостности покрытия, а также уменьшении числа переходов за счет повышения жесткости подгибаемых элементов при сохранении точности линейных размеров профиля.
Эта задача решается совокупностью уже существующих и новых существенных признаков.
В известном способе улучшение качества профиля, в частности, точность линейных размеров обеспечивается тем, что изготовление профиля осуществляют последовательной по переходам подгибкой элементов профиля в валках профилегибочного станка с дополнительной подгибкой полок в межклетьевом пространстве на 3-4o.
Особенность предлагаемого способа заключается в том, что на первом переходе в средней части подгибаемой полки формуют устраняемый рифт выпуклостью наружу с постоянными радиусами сопряжения; на втором переходе производят подгибку полки со спрямлением рифта, а в межклетьевом пространстве между по крайней мере двумя из последующих переходов одновременно с дополнительной подгибкой полки производят ее поперечный изгиб выпуклостью наружу и последующее спрямление в очередном переходе в закрытом роликовом калибре, причем, высоту устраняемого рифта определяют по формуле:
где  - относительная высота рифта
- относительная высота рифта  ;
; - относительный радиус сопряжения элементов рифта
- относительный радиус сопряжения элементов рифта  ;
; - относительная ширина полки
- относительная ширина полки  ;
;
S0 - толщина заготовки.
Сущность предлагаемого способа состоит в том, что при подгибке полки во втором переходе на угол 25-40o жесткость полки увеличивают за счет рифта, уменьшая склонность ее к потере устойчивости в виде кромковой волнистости. Этим достигается возможность увеличения углов подгибки по сравнению с известными способами. Малая жесткость поперечного сечения всего профиля в межклетьевом пространстве между первым и вторым переходом (по сравнению с последующими) допускает продольный прогиб и выпучивание донной части, смягчая режим формовки. При этом, за счет спрямления рифта во втором переходе распределение нормальных контактных сил по ширине полки становится более равномерным, что позволяет предотвратить нарушение покрытия. В последующих переходах с целью уменьшения деформации полки за счет эффекта "наматывания" подгибаемой полки на ролик (которая существенно зависит от размеров контактной зоны), производят дополнительную подгибку полки в межклетьевом пространстве, с одновременным изгибом ее в поперечном направлении, например, с помощью вертикальных роликовых или жестких проводок, повышая, с одной стороны, жесткость подгибаемой полки в текущем межклетьевом пространстве с целью предотвращения кромковой волнистости, а с другой, создавая условия для более равномерного распределения контактных сил по ширине полке в следующем калибре для исключения повреждения покрытия. При этом точность линейных размеров сечения профиля по сравнению с известными способами не ухудшается: наличие дополнительной подгибки и применение замкнутых калибров гарантируют сохранение точности, тем более, что при мелкосерийном характере производства износ валков обычно незначителен.
В качестве дополнительных эффектов можно указать также расширение технологических возможностей за счет увеличения номенклатуры профилей, в том числе малой толщины и широкими полками с покрытием; снижение производственных затрат, связанных с изготовлением, отладкой и сменой технологического оснащения; применением компактного оборудования, его эксплуатацией и т.д.
На фиг. 1 представлена схема формообразования швеллерного профиля; на фиг. 2 изображены эпюры нормальных контактных напряжений в прототипе и в предлагаемом способе; на фиг.3 приведены геометрические параметры рифта; на фиг. 4 дана схема реализации угла догибки и применяемой межклетьевой проводки.
Предлагаемый способ реализуется на профилегибочном шестиклетьевом станке ГПС-350М6, содержащем также направляющее и правильное устройства, следующим образом. Заготовка подается в направляющее устройство, а затем в роликовый калибр первого перехода (фиг.1), где выполняются рифты с расположением их центров симметрии по середине будущей полки с параметрами, определенными в формуле изобретения. Радиусы сопряжения элементов рифта R выбирают из условий перехода заготовки в пластическое состояние при изгибе (при R/S0≈5, где s - толщина заготовки, радиальное напряжение составляет порядка 10% от предела текучести, а из условия пластичности σρ-σθ = -σs следует, что -σθ = -σs. Здесь σρ, σθ - радиальное и тангенциальное напряжения; σs - предел текучести материала). Это означает, что вытяжка полки в широтном направлении практически отсутствует. Из рассмотрения фиг. 3 следует система уравнений (Горбунов М. Н. Технология заготовительно-штамповочных работ в производстве самолетов. М.: Машиностроение, 1981. - 224с., с.51):
h = 2•R(1-cosξ)
где ξ - внутренний угол, соответствующий элементу рифта в обозначениях фиг. 3.
Из вышеприведенной системы исключением ξ легко получить выражение для определения высоты рифта, используемое в формуле изобретения. Задействованную ширину полки 1/3•b берут, исходя из соображений соответствия изогнутого участка эпюре напряжений. Так, при ширине заготовки под рифт более b/3 высота рифта становится слишком большой, что затрудняет заход профиля в роликовый калибр и переформовку профиля, а при малой ширине - высота рифта мала и не достигается пластическое состояние заготовки в калибре: имеет место значительное пружинение.
Во втором переходе происходит осадка рифта (выпрямление полки), причем, контактные напряжения выравниваются по величине в соответствии с фиг.2, а в межклетьевом пространстве после второго перехода в промежуточной клети производят поперечный изгиб профиля с одновременной догибкой полки на 3-4o с помощью межклетьевой проводки (см. фиг.4).
Межклетьевая проводка (см. фиг.4) применяется для догибки полки профиля 1 с помощью роликов 7, установленных на осях, жестко укрепленных на ползуне 5. Ползун 5 имеет возможность позиционирования вдоль направляющей 6, шарнирно соединенной со стойкой 8, с помощью винта 3, замкнутого на направляющую 6 через поперечину 2. В свою очередь поперечина 2 шарнирно соединена с натяжкой 4, имеющей возможность поворота и фиксации в дисковой головке с широким пазом стойки 8. Регулировку стойки по высоте по отношению к поверхности рабочего стола станка осуществляют через прокладки. Стойка крепится к рабочему столу станка двумя винтами через отверстия в основании стойки межклетьевой проводки.
Радиус изгиба подгибаемой полки после второго перехода назначают таким, чтобы величина стрелы прогиба полки не превышала величины рифта на первом переходе из соображений нормального захода профиля в роликовый калибр (практически следует брать то же значение h). Величина угла догибки лимитируется значениями в 5-6o, поскольку при большом поперечном прогибе полки возможен излом натянутой кромки профиля. На последующих переходах процедура может быть повторена при необходимости. Шестой переход является калибрующим, а выходящий из него профиль переходит в правильное устройство, которое создает благоприятные условия для калибровки с целью уравновешивания напряжений.
Пример конкретного исполнения. По предлагаемому способу за шесть переходов получен швеллерный профиль размером сечения 110•60•0,7 мм из оцинкованной стали при отсутствии кромковой волнистости. Депланации полок не превышали 0,6 мм/м, что соответствует условиям на поставку профилей. Нарушений покрытия не обнаружено. Применение традиционной схемы и схемы прототипа приводят к кромковой волнистости с шагом 51-72 мм и амплитудой до 4 мм при задействовании всех шести клетей профилегибочного станка. Кроме того, на поверхности полок наблюдались темные полосы с относительно регулярным шагом под углом примерно 45o к линии профилирования. Из опыта профилирования в ФГУП "Ульяновский НИАТ" следует, что для изготовления этого профиля по схеме прототипа потребовалось бы не менее 8-9 переходов.
Заявляемое изобретение не оказывает отрицательных воздействий на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИРОКОПОЛОЧНЫХ ШВЕЛЛЕРНЫХ И КОРЫТНЫХ СИММЕТРИЧНЫХ ТОНКОСТЕННЫХ ПРОФИЛЕЙ В РОЛИКАХ | 2002 |
|
RU2228232C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ПРОФИЛЯ | 2001 |
|
RU2201829C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ТОНКОСТЕННОГО ПРОФИЛЯ ШВЕЛЛЕРНОГО ТИПА | 2008 |
|
RU2386508C2 |
| ПОЛЫЙ ПРОФИЛЬ ЗАМКНУТОГО ТИПА, СОДЕРЖАЩИЙ ВОСЕМЬ РЁБЕР ЖЕСТКОСТИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2632310C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШВЕЛЛЕРОВ ПРЕИМУЩЕСТВЕННО ИЗ МАТЕРИАЛОВ С ПОКРЫТИЕМ | 2004 |
|
RU2296025C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 1992 |
|
RU2028847C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при мелкосерийном производстве симметричных широкополочных гнутых профилей преимущественно с покрытием. Способ изготовления симметричных профилей последовательной по переходам подгибкой элементов профиля в валках профилегибочного станка с дополнительной подгибкой полок в межклетьевом пространстве на 3-4o. На первом переходе в средней части подгибаемой полки формируют устраняемый рифт выпуклостью наружу с постоянными радиусами сопряжения, на втором переходе производят подгибку полок со спрямлением рифта, а в межклетьевом пространстве между по крайней мере двумя из последующих переходов одновременно с дополнительной подгибкой полки производят ее поперечный изгиб выпуклостью наружу и последующее спрямление в очередном переходе в закрытом роликовом калибре. Высоту устраняемого рифта определяют по зависимости, приведенной в формуле изобретения. Достигается уменьшение неплоскостности полок, сохранение целостности покрытия, уменьшение числа переходов, расширение технологических возможностей, снижение производственных затрат. 4 ил.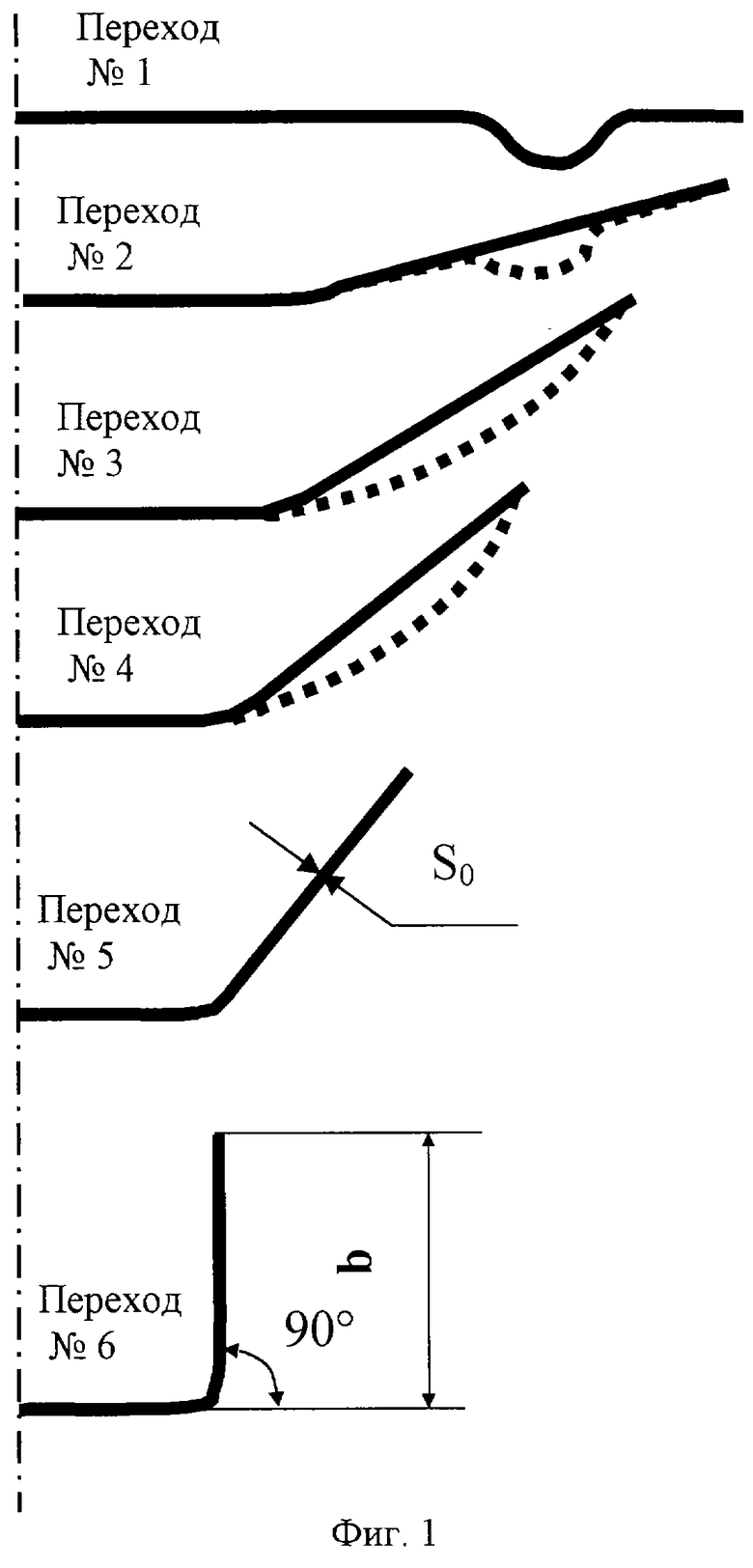
Способ изготовления симметричных профилей последовательной по переходам подгибкой элементов профиля в валках профилегибочного станка с дополнительной подгибкой полок в межклетьевом пространстве на 3-4°, отличающийся тем, что на первом переходе в средней части подгибаемой полки формируют устраняемый рифт выпуклостью наружу с постоянными радиусами сопряжения, на втором переходе производят подгибку полок со спрямлением рифта, а в межклетьевом пространстве между по крайней мере двумя из последующих переходов одновременно с дополнительной подгибкой полки производят ее поперечный изгиб выпуклостью наружу и последующее спрямление в очередном переходе в закрытом роликовом калибре, причем высоту устраняемого рифта определяют по формуле
где  - относительная высота рифта
- относительная высота рифта 
 - относительный радиус элементов рифта
- относительный радиус элементов рифта 
 - относительная ширина полки
- относительная ширина полки  ;
;
S0 - толщина заготовки.
| Способ изготовления симметричных профилей | 1990 |
|
SU1719124A1 |
| Способ изготовления гнутых тонкостенных профилей | 1989 |
|
SU1696042A1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1299646A1 |
| DE 4132355 A1, 01.04.1993 | |||
| Предохранительное устройство к фланцевым фрезерным головкам | 1961 |
|
SU149870A1 |

