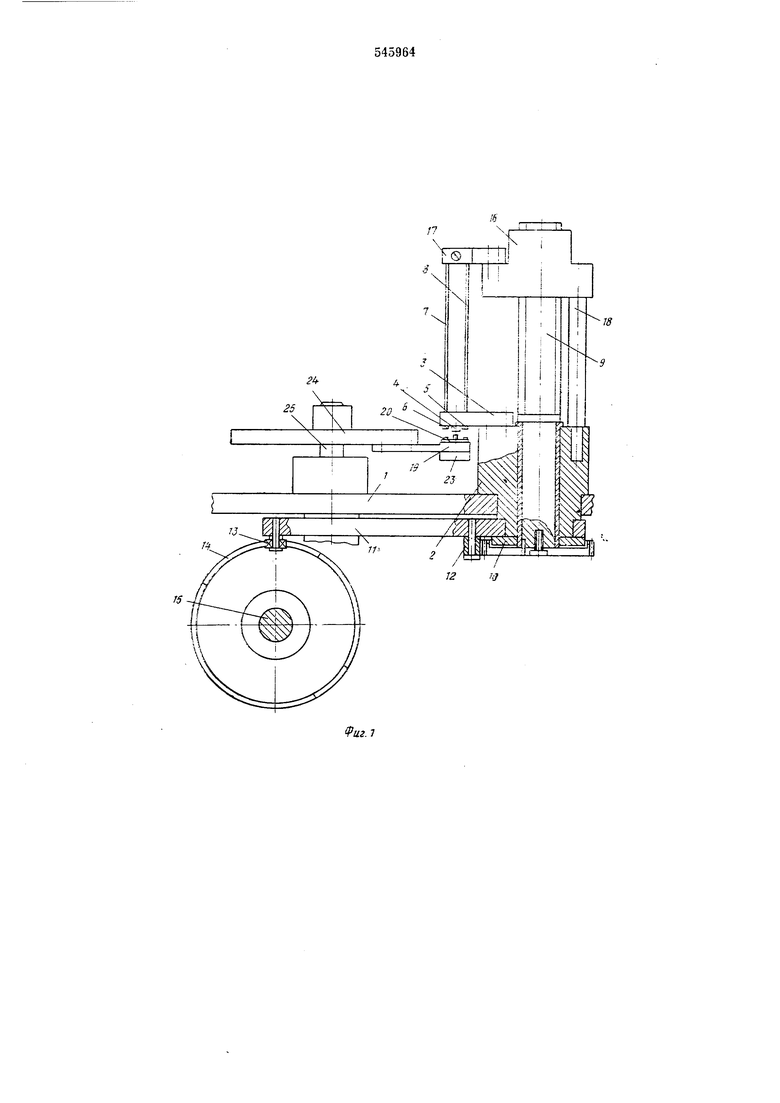
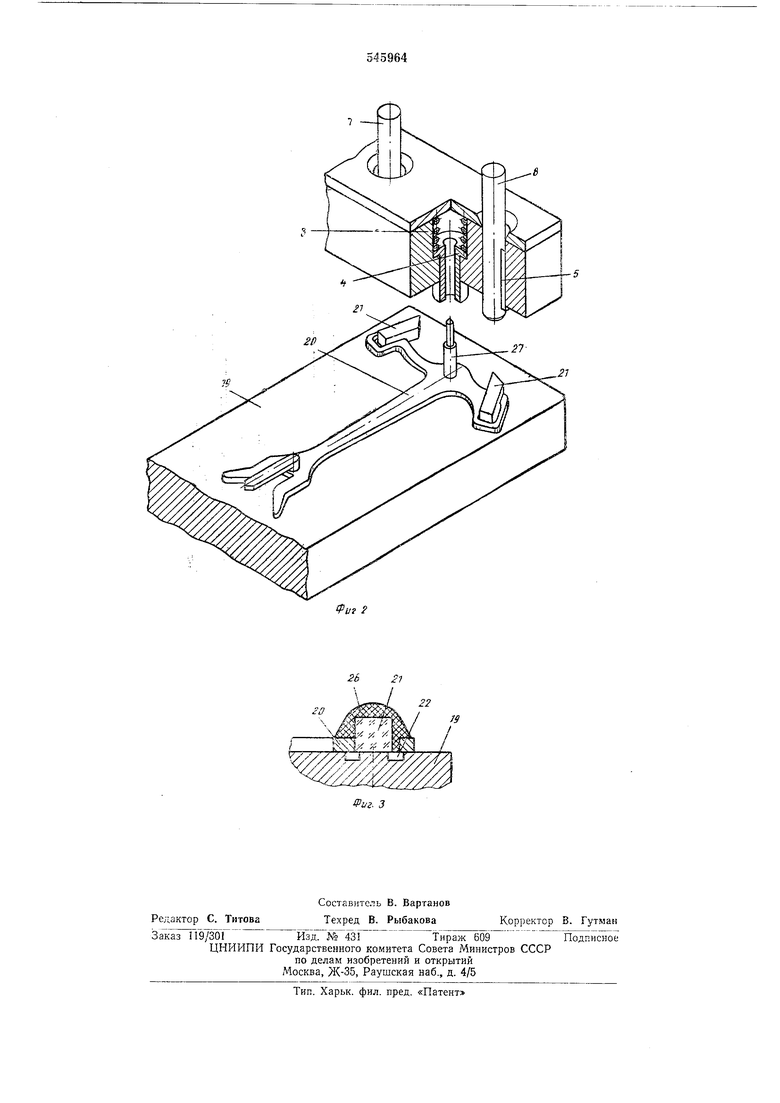
ный угол червяка 9 храповым колесом 10 с /помощью собачки 12, закрепленной на рычаге //, который взаимодействует с ролйком 13, связанным с кулачком 14. После перемещения стержней н 8 механическая рука 24 с базовым лриспосаблением 19 с заданной скоростью нодается вверх до упора, (на чертежах не изображен). Разогретые налеты 21 соприкасаются с -нижни ми концами стержней шеллака, который плавится и заполняет полости .между краем паза вилки 20 и палетой 2.1 и образует наплыв на нерабочем конце налеты 21 и плоскости вилки 20. В это время ось 27 вилки 20 входит в отверстие вакуумного захвата 4, где остается под действием вакуума, когда базовое приспособление 19 отводится вниз. При этом за счет того, что захват 4 подпружинен, торцы стержней 7 и 8 отрываются от палет 21. Таким образом, нагревание вилки 20 прекращается одновременно с окончанием зашеллачиваиня. После отвода базового приспособления 19, во время чего вилка 20 успевает несколько остыть, а шеллак на ней затвердеть, вакуум выключается и вилка 20 падает в тару (на чертежах не изображено). На этом заканчивается цикл и подготовка устройства к зашеллачиванию следующей вилки.
Фор.мулаизобретения
Устройство для зашеллачивания палет в анкерной вилке, содержащее дозатор шеллака и подвижное относительно дозатора приопособление для базирования и нагрева вилкк, отличающееся тем, что, с целью повышения качества зашеллачивания, дозатор сна1бжен подпружиненным вакуумным захватом, а приспособление для базирования и нагрева вилки снабжено кольцевыми проточками, каждая из которых образует выступ для базирования палет.
Источники информации, принятые во внимание при экспертизе изобретения:
1, Тарасов С. В. Технология часового производства. «Машгиз, 1963, с. 450.
2. Патент Швейцарии № 556572, кл. G 04 D /06, 29.11.1974- (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки палет в анкерной вилке | 1975 |
|
SU563665A1 |
| СПОСОБ ОТЛАДКИ ВЗАИМОДЕЙСТВИЯ ДЕТАЛЕЙ АНКЕРНОГО СПУСКА ЧАСОВf?sni'О' !\у U'^:^;! ;< ^ | 1972 |
|
SU419834A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Автоматизированная поточная линия для сборки и сварки кузовов автомобилей | 1986 |
|
SU1609440A3 |
| Устройство для установки палет в анкерной виле | 1976 |
|
SU601654A1 |
| Устройство смены палет в гибком производственном модуле | 1986 |
|
SU1425049A1 |
| Устройство для базирования палеты с коническими отверстиями | 1990 |
|
SU1804997A1 |
| Многошпиндельный обрабатывающий станок для одновременной обработки сверлением и (или) фрезерованием нескольких одинаковых деталей с устройствами смены инструментов и для приема заготовок на палеты | 1985 |
|
SU1471937A3 |
| Гибкий автоматизированный участок | 1986 |
|
SU1437192A1 |
| Установка для обработки деталей | 1989 |
|
SU1680477A1 |
2Ь 21
22
