16
(Л
7t
23
IS
со
;о ю
го
tpueZ
Изобретение относится к машиностроению и может быть использовано при создании гибких производственных систем при механообработке в условиях многономенклатурного производства.
Цель изобретения - упрощение конструкции - обеспечивается возможностью уменьшения количества используемых в автоматизированном производстве палет.
На фиг. 1 схематически изображен гибвнжные полуразъемы, управляющей аппаратуры 33 и соединительных трубопроводов 34.
Гибкий автоматизированный участок работает следующим образом.
На рабочем месте 10 слесарь-сборщик собирает наладки на сменных плитах 5, используя при этом оснастку многократного применения, отверстия 25 и 26 и полость 27. Он же устанавливает в наладки обрабатываемые детали 28 и закрепляет их зажимпалета с вертикальными базовыми поверхностями, общий вид; на фиг. 3 - то же, с горизонтальными базовыми поверхностями; на фиг. 4 - сменная плита с закрепленной на ней обрабатываемой деталью, общий вид; на фиг. 5 - стыковочное устройство на механизме смены палет.
15
кий автоматизированный участок; на фиг. 2- 10 ными устройствами 29. После этого сменные плиты 5 с установленными на них обрабатываемыми деталями 28 передаются на автоматизированный склад 9. По мере необ ходимости сменные плиты 5 из склада 9 при помощи манипулятора 8 транспортируются и устанавливаются в оперативные накопители 7. Сменные плиты 5 с обработанными деталями манипулятор 8 транспортирует на автоматизированный склад 9.
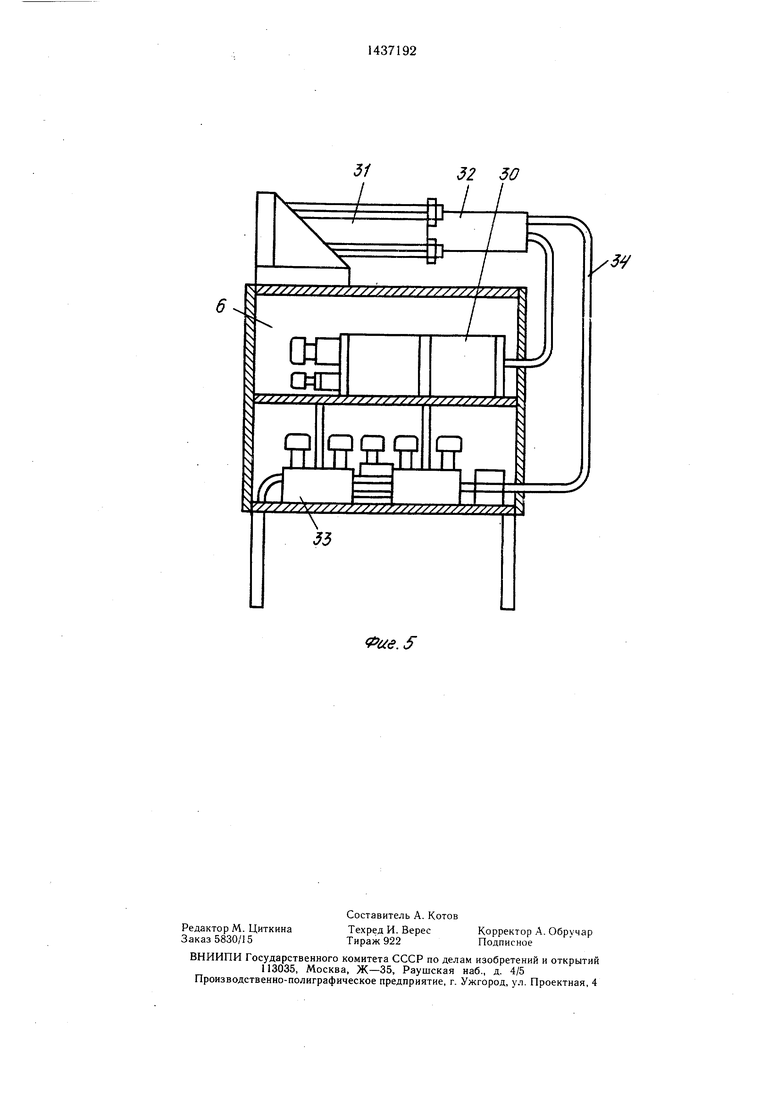
После окончания обработки сменная па- лета 2 при помощи агрегата 4 смены палет перемещается к устройству 6. Управляющая аппаратура 33 подает команду на пневмо- цилиндр 31 стыковочного устройства 6. Шток перемещается, соединяя подвижные полуразъемы стыковочного устройства б и ответные полуразъемы 20 базового приспособления 17. После этого производится отжим и замена сменных плит 5 в базовом приспособлении 17. Замена сменных плит 5 производится манипулятором 8, который устанавливает их на предварительные базы ловителей 23 и опор 24. В процессе закрепления сменные плиты 5 перемещаются захватами 18, устанавливаясь на базовых планках 21 и пальцах 22. Зажим сменных плит 5 производится гидроцилиндрами 19. После закрепления сменных плит 5 стыковочное устройство б отсоединяется от базового приспособления 17.
Сменные плиты 5 с обработанными деталями манипулятор 8 устанавливает в оперативный накопитель 7, и если все станки
25
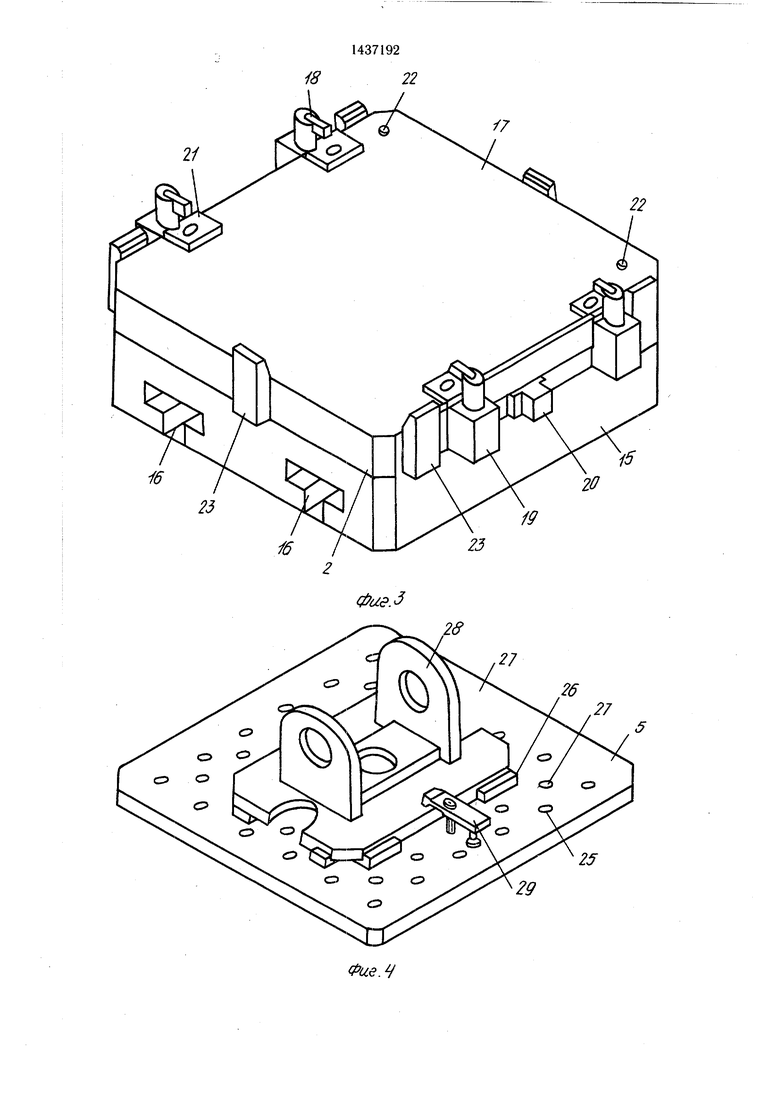
Гибкий автоматизированный участок состоит из металлорежущих станков 1 типа «обрабатывающий центр с палетой 2, уста- 20 новленной в зоне обработки, и палетой 3 на загрузочной позиции на агрегате 4 смены палет. На палетах 2 и 3 закреплены сменные плиты 5. На агрегате смены палет установлен механизм подвода энергоноси теля - стыковочное устройство б. Около станка 1 расположен оперативный накопитель 7 с установленными в нем сменными плитами 5, на которых закреплены обрабатываемые детали. На участке имеется манипулятор 8 для перемещения и уста- Q новки сменных плит 5 из автоматизированного склада 9 в оперативные накопители 7 и палеты 2 и 3. Кроме того, на участке имеются рабочие места 10 для установки обрабатываемых деталей в наладки и сборки наладок, автоматизированные системы 11 инструментального обеспечения 12 контроля, 13 удаления отходов и управляющий вычислительный комплекс 14. Палеты 2 и 3 с вертикальными базовыми поверхностями состоят из основания 15, на кото35
ром имеются направляющие поверхности 16 40 загружены, транспортирует их в автоматизи- для взаимодействия с рабочим столом станка рованный склад 9. Возможна работа с пере- и механизмом смены палеты, а также базо- мещением сменных плит 5 непосредственно вого приспособления 17. Базовое приспособ- склада 9-на станок I. ление 17 содержит захваты 18, силовые цилиндры 19, полуразъемы 20, базовые план- .с ки 21 и пальцы 22. В качестве предварительных баз служат ловители 23 и опоры 24. Каналы для соединения между собой силовых цилиндров 19 и полуразъемов 20 не показаны. Конструкция палет 2 и 3 с горизонтальными базовыми поверхностями ана- 50 логична описанной выще. Сменная плита 5 содержит фиксирующие отверстия 25, крепежные отверстия 26 и плоскость 27 для установки обрабатываемой детали 28. Закрепление обрабатываемой детали 28 производится зажимными устройствами 29. Стыко- 55 вочное устройство б состоит из источника 30 давления, пневматического цилиндра 31 со штоком 32, в котором расположены подОбработанные детали 28 контролируются системой 12 контроля, по команде которой производится коррекция программы обработки и замена изношенного инструмента. Инструмент подготавливается в системе 11 инструментального обеспечения, устанавливается в инструментальные наладки, которые крепятся к сменным плитам 5 и хранятся на автоматизированном складе 9. На станок 1 инструментальные наладки поступают в описанной выше последовательности.
Формула изобретения
Гибкий автоматизированный участок, содержащий металлорежущие станки типа «обвнжные полуразъемы, управляющей аппаратуры 33 и соединительных трубопроводов 34.
Гибкий автоматизированный участок работает следующим образом.
На рабочем месте 10 слесарь-сборщик собирает наладки на сменных плитах 5, используя при этом оснастку многократного применения, отверстия 25 и 26 и полость 27. Он же устанавливает в наладки обрабатываемые детали 28 и закрепляет их зажимными устройствами 29. После этого сменные плиты 5 с установленными на них обрабатываемыми деталями 28 передаются на автоматизированный склад 9. По мере необ ходимости сменные плиты 5 из склада 9 при помощи манипулятора 8 транспортируются и устанавливаются в оперативные накопители 7. Сменные плиты 5 с обработанными деталями манипулятор 8 транспортирует на автоматизированный склад 9.
агружены, транспортирует их в автоматизи- ованный склад 9. Возможна работа с пере- ещением сменных плит 5 непосредственно склада 9-на станок I.
Обработанные детали 28 контролируются системой 12 контроля, по команде которой производится коррекция программы обработки и замена изношенного инструмента. Инструмент подготавливается в системе 11 инструментального обеспечения, устанавливается в инструментальные наладки, которые крепятся к сменным плитам 5 и хранятся на автоматизированном складе 9. На станок 1 инструментальные наладки поступают в описанной выше последовательности.
Формула изобретения
Гибкий автоматизированный участок, содержащий металлорежущие станки типа «обрабатывающий центр, оснащенные агрегатами смены палет, транспортно-накопитель- ную систему, причем каждый из металлорежущих станков включает по крайней мере две палеты, одна из которых находится на агрегате смены палет, а другая - на рабочем столе станка, отличающийся тем, что, с целью упрощения конструкции, участок снабжен сменными накладными плитами, каждая из которых выполнена с расположенными на рабочей поверхности координат-
ными отверстиями для закрепления обрабатываемых деталей и с возможностью установки на налетах, каждая из последних снабжена соответствующими базирующими элементами и захватами плит, при этом каждый из станков снабжен оперативным накопителем накладных плит, а агрегат смены - механизмом подвода энергоносителя к зажимам, для чего каждая из палет и механизм подвода энергоносителя снабжены полуразъемами, ответными друг другу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
| Гибкая производственная система | 1986 |
|
SU1373535A1 |
| Гибкое автоматизированное производство | 1985 |
|
SU1351747A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ДЕТАЛЕЙ С НАКОПЛЕНИЕМ ИХ В КАССЕТАХ | 2015 |
|
RU2604161C2 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |
| АВТОМАТИЗИРОВАННЫЙ ЗАВОД | 1992 |
|
RU2031768C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Многооперационный станок | 1984 |
|
SU1202788A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |

Изобретение относится к машиностроению и может быть использовано при изготовлении деталей в условиях гибкого многономекклатурного производства. Цель изобретения - упрош,ение конструкции - обеспечивается возможностью уменьшения количества используемых в автоматизированном производстве палет. Гибкий автоматизированный участок состоит из металлорежущих станков, оснащенных агрегатами смены палет, транспортно-накопительной системы. На палетах 2 закрепляются сменные накладные плиты, на которых закрепляются обрабатываемые детали. Для этого палеты оснащены захватами 18, силовыми цилиндрами 19, базовыми планками 21, пальцами 22 и полуразъемами 20 для обеспечения подачи энергоносителя в силовые цилиндры 19 специальным механизмом, установленным на агрегате смены палет. 5 ил.
г
(риг.
2/
i6
25
/
Фие.
22
15
20
19
23
Фие.3
25
29
5/
Jf 50
Pue.
| Белянин П | |||
| Н | |||
| Гибкие производственные комплексы | |||
| М.: Машиностроение, 1984, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
