Изобретение относится к области автоматизации прокатного производства металлургической промышленности, в частности « автоматизации обжимных реверсивных стаНОВ.
В известных способах а1втоматического фиксирования положения раската при улавлива1нии сигнал «задание фор:мируют для каждой линейки маиипулятора индивидуально и с использованием только сигнала по ее положению (рассогласованию) относительно заданного (контрольного) положения.
Недостатком известных способов я-вляется то, что формир01вание сигнала «задание на улавливание раската индивидуально для каждой линейки по ее положению не обеспечивает требуемого симметричного положения линеек относительно центра калибра, а следовательно, не обеспечивает требуемой точности положения раската после его улавливания относительно оси прокатки, вследствие чего необходима повторная задача раската в валки с дополнительной корректировкой его положения линейками манипулятора. Это связано с тем, что в реальных условиях работы обжимного реверсивного стана смещение раската относительно центра калибра при его улавливании связано с различными усилиями на линейках манипулятора за счет подклинивания одной из линеек, (окалина, скрапы, неудовлетворительное состояние механооборудования).
Целью изобретения является исключение дополнительной корректировки положения раската линейками манипулятора при задаче его iB калибр после ула.вливания.
Для этого предложен способ, по которому линейки манипулятора С улавливаемым раскатО:М удерживают в положении, симметричном относительно центра калибра прокатных вал.ков за счет того, что производят выделение сигнала, пропорционального асимметрии линеек относительно оси прокатки раската в каждом калибре путе.м алгебраического су:ммиравания сигналов датчиков положения каждой линейки и совместно формируют управляющие сигналы на улавливание раската ч систему управления электроприводами линеек манипулятора путем алгебраического суммирования сигнала контрольного уровня напряжения «задания с сигналами, являющимися функциями асимметрии положения линеек относительно оси прокатки и скорости их перемещения с учетом знака.
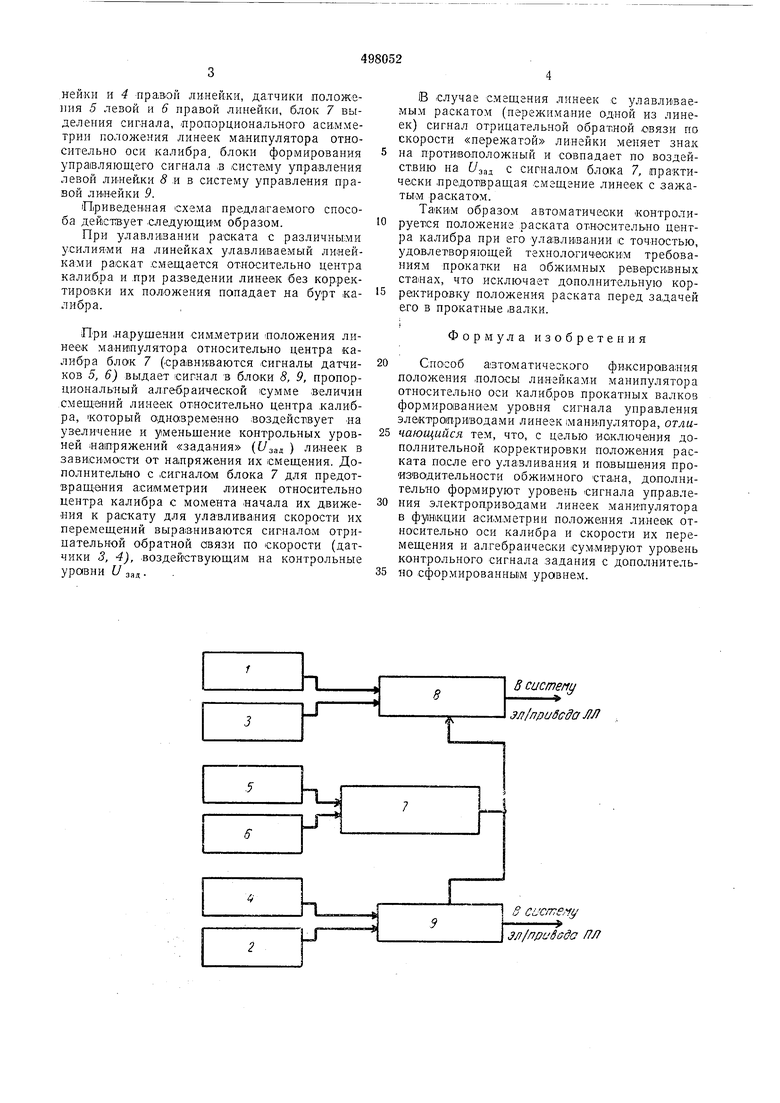
На чертеже приведена блоа -схема устройства, реализующего предлагаемый способ.
Устройство содержит блоки выдачи контрольного уровней на;Пряж€ния заданной (зал.(л) ) левой линейки / и правой линейки (Узад.(п) ) 2, датчики скорости 3 левой линейки и 4 правой линейки, датчики положения 5 левой и 6 правой линейки, блок 7 выделеиия сиг-нала, -продорционального аси,мметрии положения линеек манипулятора относительно оси калибра, блоки формирования упра1вляющето сигнала ,в систему управления левой ли:нейки 9 ,и в систему управления правой лииейки 9.
Приведенная схема предлагаемого способа действует следующим образом.
При улавливании раската с различивши усилиями на линейках улавливаемый линейка ми раскат смещается относительно центра калибра и .при раз;ведении линеек без корректировки их положения попадает на бурт калибра.
При ларушенин симметрии положения линеек маНИ1пулятора относительно центра калибра блок 7 (сравни;ваются сигналы датчиков 5, 6) выдает сигнал в блоки 8, 9, пропорциональный алгебраической сумме ;величии смещений линеек относительно центра калибра, который однавременно воздействует «а увеличение и уменьщение контрольных уровней «аоряжений «зада.ния (С/зад ) лииеек в зависимости от напряжения их смещения. Дополнительно с .сигналом блока 7 для предотвращения асимметрии линеек относительно центра калибра с момента «ачала их движения к раскату для улавливания скорости их перемещений выра1зниваются сигнало-м отрицательной обратной связи по скорости (датчики 3, 4), воздействующим на контрольные
уровни t/зад.
В случае смещения линеек с улавливаемым раскатом (пережималие одной из линеек) сигнал отрицательной обратной овязи по скорости «пережатой линейки меняет знак на противололожный и совпадает по воздействию на f/эад с сигналом блока 7, практически .предотвращая смещение линеек с зажатым раскатом.
ТакИМ образом автоматически .контролируется положение раската относительно центра калибра при его ула;вли1Бании с точностью, удовлетворяющей технологич-еоким требованиям прокатки на обжимных реверсивных CTaiHax, что исключает дополнительную корректировку положения раската перед задачей его в прокатные .валки.
Формула изобретения
Способ а1втоматического фиксирования положения нолосы линейками манипулятора относительно оси калибров црокатных валков формиро1ванием уровня сигнала управления электроприводами линеек манипулятора, отличающийся тем, что, с целью исключения дополнительной корректировки положения раската после его улавливания и повышения производительности обжимного стана, дополнительно формируют уровень сигнала управления электроприводами линеек манипулятора в функции аси.М;метрии положения линеек относительно оси калибра и скорости их перемещения и алгебраически суммируют уровень контрольного сигнала задания с дополнительно сформированным уровнем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления линейками манипулятора реверсивного обжимного прокатного стана | 1972 |
|
SU456652A1 |
| Устройство автоматического управления режимом улавливания раската линейками манипулятора обжимного реверсивного прокатного стана | 1975 |
|
SU546401A1 |
| Манипулятор обжимного прокатного стана | 1986 |
|
SU1353546A2 |
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Устройство для управления манипуляторными линейками реверсивного прокатного стана | 1984 |
|
SU1217512A1 |
| Манипулятор обжимного прокатногоСТАНА | 1979 |
|
SU804035A1 |
| Способ автоматического управления процессом кантовки раската | 1974 |
|
SU498992A1 |
| Манипулятор обжимного прокатного стана | 1980 |
|
SU935149A1 |
| Манипулятор обжимного прокатного стана | 1987 |
|
SU1444006A1 |
| Манипулятор обжимного прокатногоСТАНА | 1979 |
|
SU810320A1 |
S си степу
м/приЗсдаМ
