Имеющимся на станине специальным контрольным устройством (на чертеже не показано) определяется величина погрешности геометрической формы ленты.
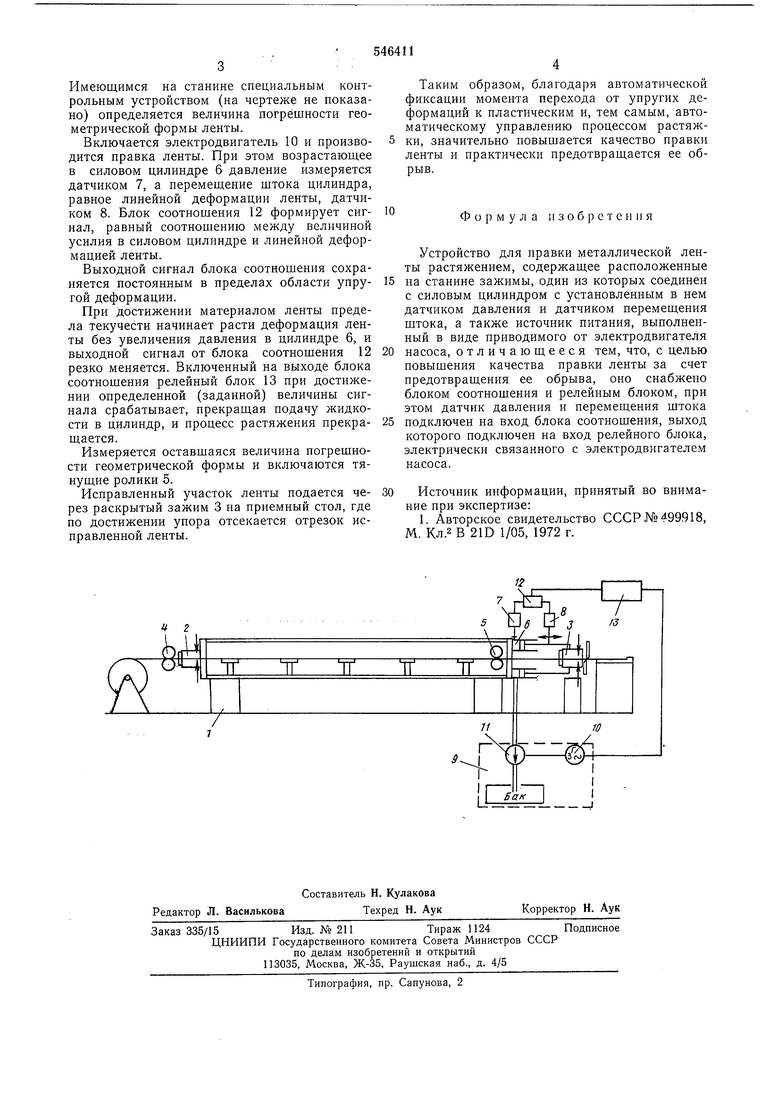
Включается электродвигатель 10 и производится правка ленты. При этом возрастающее в силовом цилиндре 6 давление измеряется датчиком 7, а перемещение штока цилиндра, равное линейной деформации ленты, датчиком 8. Блок соотношения 12 формирует сигнал, равный соотношению между величиной усилия в силовом цилиндре и линейной деформацией ленты.
Выходной сигнал блока соотношения сохраняется постоянным в пределах области упругой деформации.
При достижении материалом ленты предела текучести начинает расти деформация ленты без увеличения давления в цилиндре 6, и выходной сигнал от блока соотношения 12 резко меняется. Включенный на выходе блока соотношения релейный блок 13 при достижении определенной (заданной) величины сигнала срабатывает, прекращая подачу жидкости в цилиндр, и процесс растяжения прекращается.
Измеряется оставшаяся величина погрешности геометрической формы и включаются тянущие ролики 5.
Исправленный участок ленты подается через раскрытый зажим 3 на приемный стол, где по достижении упора отсекается отрезок исправленной ленты.
Таким образом, благодаря автоматической фиксации момента перехода от упругих деформаций к пластическим и, тем самым, автоматическому управлению процессом растяжки, значительно повышается качество правки ленты и практически предотвращается ее обрыв.
Формула изобретения
Устройство для правки металлической ленты растяжением, содержащее расположенные
на станине зажимы, один из которых соединен с силовым цилиндром с установленным в нем датчиком давления и датчиком перемещения щтока, а также источник питания, выполненный в виде приводимого от электродвигателя
насоса, отличающееся тем, что, с целью повышения качества правки ленты за счет предотвращения ее обрыва, оно снабжено блоком соотношения и релейным блоком, при этом датчик давления и перемещения штока
подключен на вход блока соотношения, зыход которого подключен на вход релейного блока, электрически связанного с электродвигателем насоса.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР №499918, М. Кл.2 В 21D 1/05, 1972 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ РАСТЯЖЕНИЕМ ШТАНГ ГЛУБИННЫХ НАСОСОВ | 2001 |
|
RU2205083C2 |
| Устройство для правки цилиндрических изделий | 1973 |
|
SU442870A1 |
| Правильно-растяжная машина | 1973 |
|
SU499918A1 |
| Система управления гидроагрегатом правки цилиндрических заготовок | 1981 |
|
SU1009555A1 |
| Правильно-растяжная машина | 1979 |
|
SU811570A2 |
| Способ правки металлическихиздЕлий РАСТяжЕНиЕМ | 1977 |
|
SU831268A1 |
| Система управления агрегатом правки цилиндрических изделий | 1981 |
|
SU1074621A1 |
| Правильно-растяжная машина | 1977 |
|
SU662192A1 |
| Устройство для измерения усилия на штоке приводного силового цилиндра | 1983 |
|
SU1132998A1 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575510C2 |
4 г
V V -тГ ТГ
