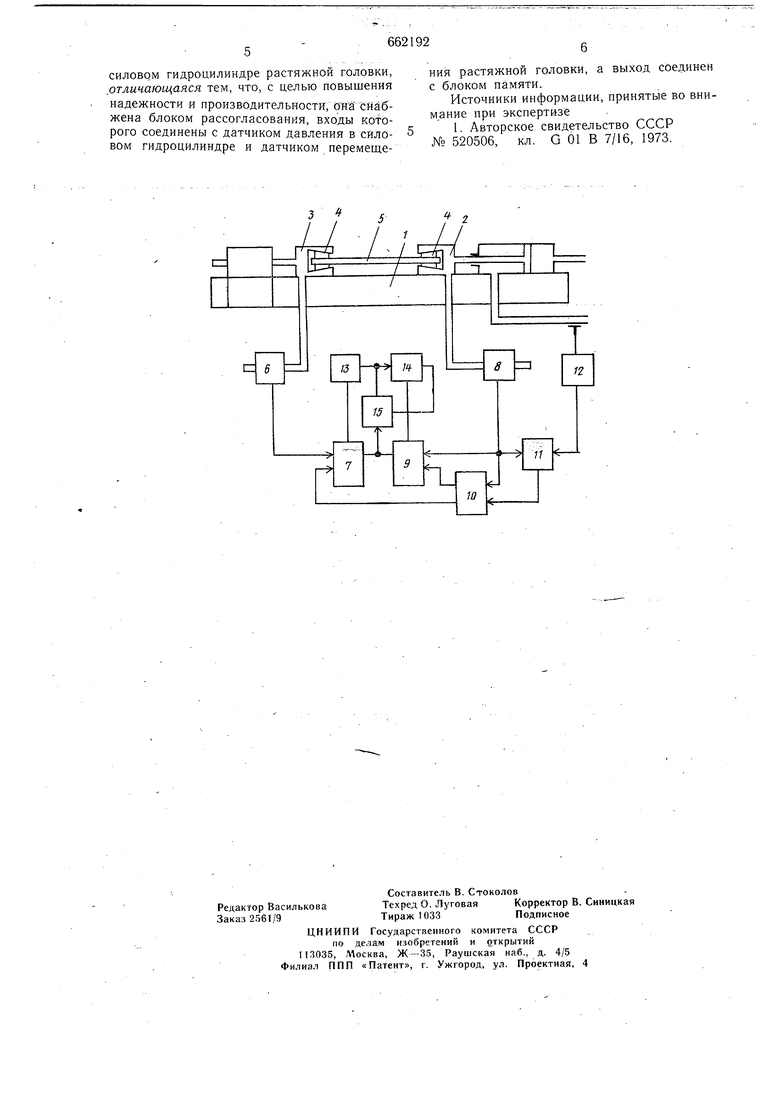
(54) ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА сйТелТЕного удлинения при пластической деформации. После установки установочной головки 3 вполбженйё, соответствующее дли не подвергаемого .правке изделия, и фиксации его в губках 4 установочной 3 и растяжной 2 головок в силовой цилиндр подают рабочую жидкость. Растяжная головка 2 начинает перемещаться и осуществляет сначала выборку люфтов и выпрямление изделия, а затем его упругое и пластическое деформирование. С датчика 8 перемещения растяжной головки 2 сигнал, пропорциональный абсолютному удлинению изделия, поступает в блок 12 контро ля удлинения, в блок 10 памяти предварительной и упругой деформации и в блок 11 рассогласования. На стадии выборки люфтов, выпрямленияиздеЛия и его упругого деформирования сигнал с датчика 8 перемещения растяжной головки запоминается блоком 10 памяти предварительной и упругой деформации. В то же время блок 11 рассогласования, принимая сигналы с датчика 8 перемещения растяжной головки и с датчика 12 давления в силовом цилиндре, определяет отношение прироста перемещения растяжной головки 2 к приросту давления в силовом цилинлЧре при упругой деформации изделия. При нарущении прямолинейной завис имости между перемещением растяжной головки 2 и давлением в силовом цилиндре в момент перехода от упругой деформации к пластической появляется выходной сигнал блока 11 рассогласования. .Этот сигнал поступает на вход блока 10 и фиксирует его состояние. Выход блока 10 памяти соединен со входом блока 7 контроля длины, который суммирует сигналы с блока 10 памяти и с датчика 6 перемещения устаиовочной головки и определяет истинную длину изделия. Второй выход блока 10 Паяяти соединен со входом блока 9 контроля удлинения, который вычитает сигнал блока 10 памяти из сигнала датчика 8 перемещения растяжной гоЛовки На стадии предварительной и упругой дефор 1ации. В момент начала пластической деформации изделия сигнал блока 7 ШШ-рШядли йьгпрогГсрЦйрнален его истинной длине, блок 9 контроля удлинения и блок 14 контроля относительного удлинения находятся в ну левом положении. В диагонали мостовой схемы сигнал также отсутствует. При дальнейщем пе земещенйи растяжной головки 2 осуществляется пластическое деформирование изделия-полуфабриката. При этом сигнал с датчика 8 перемещения растяжной головки, поступает в блок 9 контроля удлине ййя,изменяя еТо состояние, и в диагонали мостовой схемы появляется сигнал разбаланса. Эttl1 fй йS;лтWтpйHимaetcя измерительным блоком 15, который, в своюочередь, воздействует на блок 14 контроля относительного удлинения, уравновешивая этим мостовую схему. Изменение состояния блока 14 контроля относительного удлинения происходит до тех пор, пока не наступит равенство действительной и заданной величин, и блок 14 контроля относительного удлинения выдает сигнал на прекращение подачи рабочей жидкости в силовой цилиндр растяжной головки. Процесс растяжения изделия при правке на предлагаемой мащине состоит из трех этапов: Первый этап, где происходит выпрямление кривых изделий и выбор люфтов в растяжной мащине при небольших усилиях в силовой системе; второй этап -этап упругого деформирования изделия, о.тличающийся прямолинейной зависимостью между усилием и деформацией; третий этап пластического деформирования, где прямолинейная зависимость между усилием и деформацией нарущается. В зависимости от площади поперечного сечения изделия и предела текучести сплава зависимость между усилием и деформацией, а также начало пластического течения будут изменяться. В известных правильно-растяжных машинах за начало отсчета пластической деформации принимают точку, положение которой .может быть как до, так и после фактического начала пластической деформации в зависимости , насколько точно для данноТо изделия установлено критическое значение показателя датчика давления. Поскольку предел текучести зависит от многих факТоров, которые нельзя учесть при назначении нагрузки, соответствующей точке начала отсчета, возможны ошибки в получаемой на изделии величине пластической деформации. В правильно-растяжной мащине за начало процесса принимается не достижение какой-то фиксированной величины давления в силовой системе, а конкретная точка, в которой происходит увеличение величины отношения прироста удлинения к приросту нагрузки, т.е .точка всамом начале пласти-, ческого деформирования изделия. Экономический эффект от правильно-рас- . тяжной машины обусловливается повышением качества и производительности обработки за счет большей точности при определении величины деформации изделия. Формула изобретения ПравиЛьНо-растяжная машина, содержащая растяжную и установочную головки, датчики перемещения головок, электрически связанные с блоком контроля длины и удлинения и блоком памяти, датчик давления в силовом гидроцилиндре растяжной головки, отличающаяся тем, что, с целью повышения надежности и производительности, снабжена блоком рассогласования, входы которого соединены с датчиком давления в силовом гидроцилиндре и датчиком перемещения растяжной головки, а выход соединен с блоком памяти. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 520506, кл. G 01 В 7/16, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Правильно-растяжная машина | 1979 |
|
SU811570A2 |
| Способ правки длинномерных изделий растяжением | 1978 |
|
SU1134258A1 |
| Правильно-растяжная машина | 1973 |
|
SU499918A1 |
| Устройство для контроля удлинения заготовки при правке растяжением на гидравлической машине | 1980 |
|
SU927368A1 |
| Устройство для автоматического задания и контроля деформации изделия | 1973 |
|
SU520506A1 |
| Способ правки проката растяжением | 1980 |
|
SU899197A1 |
| Правильно-растяжная машина | 1978 |
|
SU778870A1 |
| Способ правки металлическихиздЕлий РАСТяжЕНиЕМ | 1977 |
|
SU831268A1 |
| Система управления правильно-растяжной машиной | 1983 |
|
SU1174118A1 |
| Способ управления процессом правки изделий | 1984 |
|
SU1266601A1 |
