вЬк, электрически связанные с блоками контроля длины и удлинения и блоком памяти, датчики давления в силовом цилиндре растя-жной головки и блок рассогласования, входы которого соединены с датчиком давления в силовом цилиндре и датчиком перемещения растяжной головки, а в1Лсод с блоком памяти (Блок рассогласования определяет отношение прироста переметения растяжной головки к приросту давле I ния в силовом цилиндре при упругой деформации изделия) 3дополнительно снабжено блоком контроля упругой деформации и блоком памяти отношения прироста перемещения растяжной головки к приросту давления в силовом цилиндре, при этом первый вход блока контроля упругой деформации соединен с датчиком давления в силовом цилиндре второй вход блока контроля упругой деформации через блок памяти, отно- щения прироста перемещения растяж- ной головки к приросту давления в силовом цилиндре соединен с блока рассогласования, а выход блока контроля, упругой деформации соедине с блоком контроля удлинения и с блоком памяти предварительной деформации.
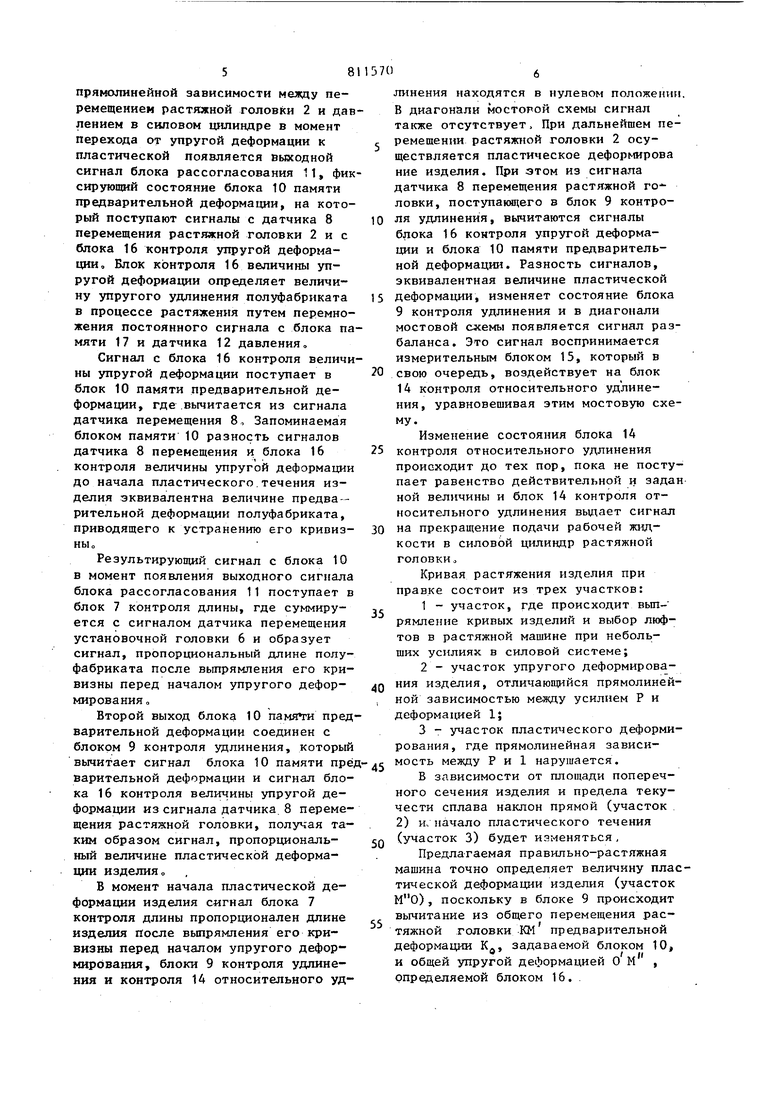
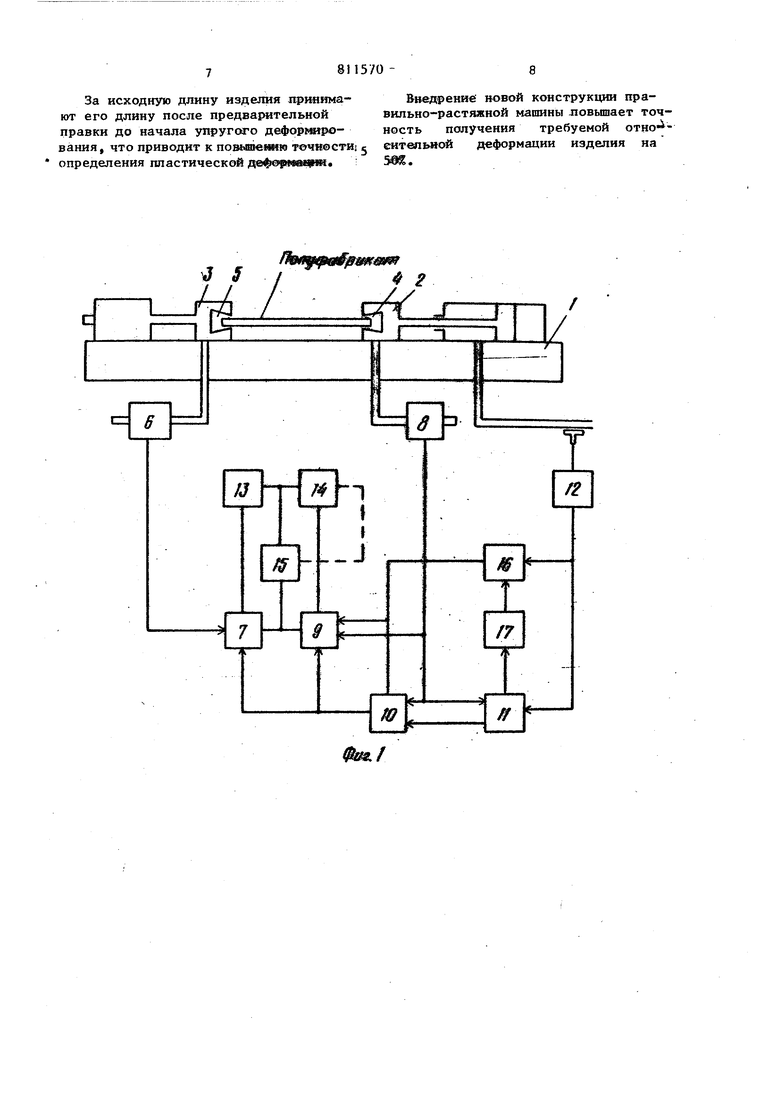
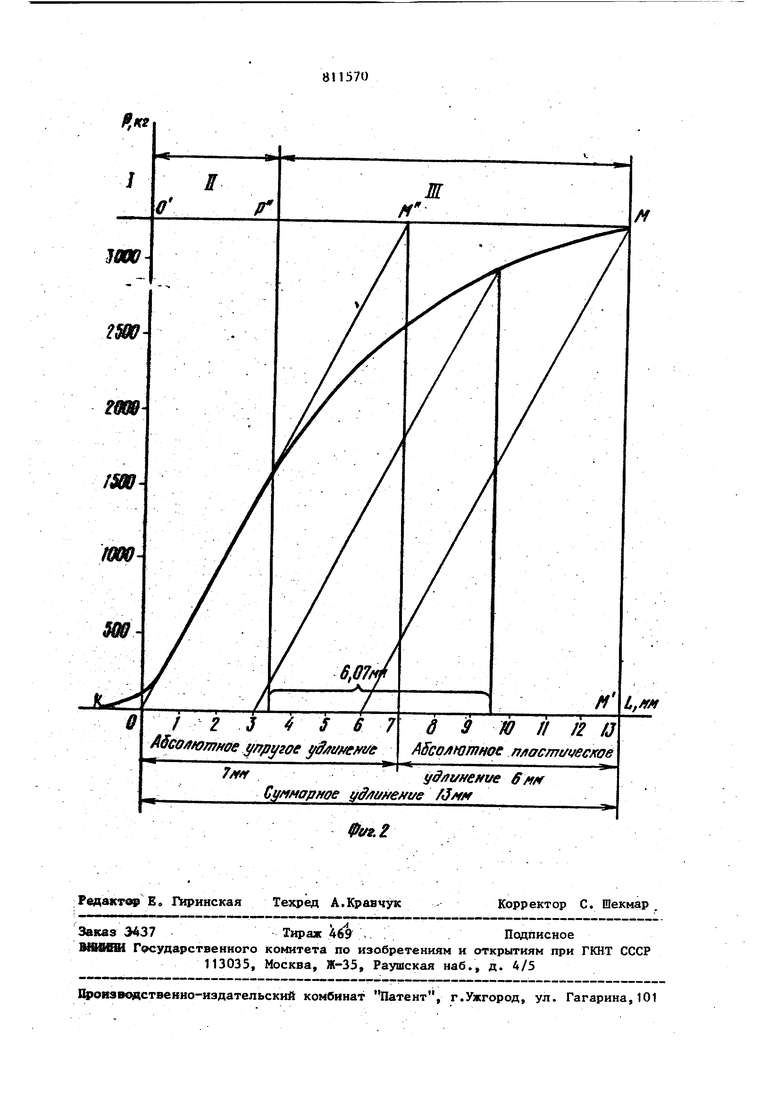
Сущность изобретения поясняется чертежом, где: на фн.г.1 показана схема правильно-растяжной машины; на фиг.2 - кривая растяжения изделия с обозначением упругой и пластической составляющей удлинения.
Правипьно-растяжная машина состоит из станины 1 с подвижно укрепленными на ней растяжной 2 и установочной 3 головками, снабженными зажимными губками 4 и 5 соответственно. Перемещение установочной головки фиксщ)уется датчиком 6, электрически связанным с блоком 7 контроля длины, а. перемещение растяжной головки фиксируется датчиком 8, электрически связанным с блоком 9 контроля удлинения, с блоком 10 памяти предварительной деформации и с блоком рассогласования 11, на вход которого - поступает сигнал с датчика 12 давления в силовой цилиндре,, а выход соединен с блоком 10 ламяти предварительной деформации, который в свою очередь электрически связан с блоками 7 контроля длины и удлинения 9« Блоки 7 контроля длины и удлинения 9 вместе с блоком константы 13
и блоком 14 контроля величины относительного удлинения образуют мостовую схему в диагональ которой включен
измерительный блок 15, имею&щй механическую связь с блоком 1А контроля . величины относительного удлинения.
повьшения точности работы машина: снабжена блоком 16 контроля
0 упругой деформации I входы которого соединены с датчиком 12 давления в силовом щшиндре и через блок памяти 17 отношения прироста леремещения растяжной головки к приросту давления в силовом цилиндре с блоком рассогласования 11, а выход соединен с блоком 9 контроля удлинения и с блоком 10 памяти предварительной деформациио
0 Работа правильно-растяжной машины происходит следующим образомо
В блоке 14 контроля относительного удлинения задается величина требуемого относительного удлинения лри
5 пластической деформации.. После установки установочной головки 3 в положение, соответствующее длине подвергаемого правке изделия и фиксация его в губках 5 и 4 установочной 3 и
д растяжной 3 головок соответственно, в силовой цилиндр подают рабочую лаадкостЬо Растяжная головка 2 начинает перемещаться и осуществляет сначала выборку люфтов и выпрямление издеЛИЯ, а затем его упругое и-пластическое деформирование.:
С датчика 8 перемещения сигнал, пропорциональный перемещению растяжной головки 2, поступает в блок 9
Q контроля удлинения, в блок 12 памяти предварительной деформации и в блок рассогласования 11„ Сигнал с датчика 12 давления, пропорциональный величине даш1ения в силовом цилиндре, поступает в блок рассогласования 11 ив блок 16 контроля упругой деформащшо V
В процессе растяжения изделия блок рассогласования 11, принимая сигналы с датчика 8 перемещения растяжиой
головки 2 и с датчика 12 давления, оп. ределяет отношение прироста перемещения растяжной головки к лриросту давления в силовом цилицдре которое является постоянным на стадии, упруго5 .го деформированияс Эта койстаита запоьошавтся блоком JiaMflivt t7 и непрерывно лоступает в бцок 16 контроля упругой деформащга. вгурушении
прямолинейной зависимости меящу перемещением растяжной головки 2 и давлением в силовом цилиндре в момент перехода от упругой деформации к пластической появляется выходной сигнал блока рассогласования 11, фиксирующий состояние блока 10 памяти предварительной деформации, на который поступают сигналы с датчика 8 перемещения растяжной головки 2 и с блока 16 контроля утфугой деформации. Блок контроля 16 величины упругой деформации определяет величину упругого удлинения полуфабриката в процессе растяжения путем перемножения постоянного сигнала с блока памяти 17 и датчика 12 давления,
Сигнал с блока 16 контроля величины упругой деформации поступает в блок 10 памяти предварительной деформации, где вычитается из сигнала датчика перемещения 8, Запоминаемая блоком памяти 10 разность сигналов датчика 8 перемещения и блока 16 контроля величины упругой деформации до начала пластического.течения изделия эквивалентна величине предварительной деформации полуфабриката, приводящего к устранению его кривизны
Результирующий сигнал с блока 10 в момент появления выходного сигнала блока рассогласования 11 поступает в блок 7 контроля длины, где суммируется с сигналом датчика перемещения установочной головки 6 и образует сигнал, пропорциональный длине полуфабриката после вьшрямления его кривизны перед началом упругого деформирования „
Второй выход блока 10 памяти предварительной деформации соединен с блоком 9 контроля удлинения, который вычитает сигнал блока 10 памяти преварительной деформации и сигнал блока 16 контроля величины упругой деформации из сигнала датчика. 8 перемещения растяжной головки, получая таким образом сигнал, пропорциональный величине пластической деформации изделия ,
В момент начала пластической деформации изделия сигнал блока 7 контроля длины пропорционален длине изделия после выпрямления его кривизны перед началом упругого деформирования, блоки 9 контроля удлинения и контроля 1А относительного удлинения находятся в нулевом положени
8диагонали мосторой схемы сигнал также отсутствует, При дальнейшем перемещении растяжной головки 2 осуществляется пластическое деформирова ние изделия. При этом из сигнала датчика 8 перемещения растяжной головки, поступакицего в блок 9 контроля удлинения, вычитаются сигналы блока 16 контроля упругой деформации и блока 10 памяти предварительной деформации. Разность сигналов, эквивалентная величине пластической деформации, изменяет состояние блока
9контроля удлинения и в диагонали мостовой схемы появляется сигнал разбаланса. Это сигнал воспринимается измерительным блоком 15, который в свою очередь, воздействует на блок
14 контроля относительного удлинения, уравновешивая этим мостовую схему.
Изменение состояния блока 14 контроля относительного удлинения происходит до тех пор, пока не поступает равенство действительной и заданой величины и блок 14 контроля относительного удлинения выдает сигнал на прекращение подачи рабочей жидкости в силовой цилиндр растяжной головки о
Кривая растяжения изделия при правке состоит из трех участков:
1- участок, где происходит выпрямление кривых изделий и выбор люфтов в растяжной машине при небольших усилиях в силовой системе;
2- участок упругого деформирования изделия, отличающийся прямолинейной зависимостью между усилием Р и деформа1;ией 1;
3- участок пластического деформирования, где прямолинейная зависимость между Р и 1 нарушается.
В зависимости от площади поперечного сечения изделия и предела текучести сплава наклон прямой (участок 2) и.начало пластического течения (участок 3) будет изменяться,
Предлагаемая правильно-растяжная машина точно определяет величину платической деформации изделия (участок ), поскольку в блоке 9 происходит вычитание из общего перемещения растяжной головки КМ предварительной деформации К, задаваемой блоком 10, и общей упругой деформацией О М , определяемой блоком 16. .
За исходную длину изделия принимают его длину после предварительной правки до начала ynpyrctro дeфop вtpoвания, что приводит к повытедаио точности определения пластической дeф0fl ш lш.
ВвеДрение новой конструкции правильно-растяжной машины ловьппает точность получения требуемой отно- еитвпьиой деформации изделия на
| название | год | авторы | номер документа |
|---|---|---|---|
| Правильно-растяжная машина | 1977 |
|
SU662192A1 |
| Способ правки длинномерных изделий растяжением | 1978 |
|
SU1134258A1 |
| Правильно-растяжная машина | 1973 |
|
SU499918A1 |
| Устройство для автоматического задания и контроля деформации изделия | 1973 |
|
SU520506A1 |
| Устройство для контроля удлинения заготовки при правке растяжением на гидравлической машине | 1980 |
|
SU927368A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВЕЛИЧИНЫ ОТНОСИТЕЛЬНОГО РАСТЯЖЕНИЯ ИЗДЕЛИЯ ПРИ ПРАВКЕ | 2002 |
|
RU2236317C2 |
| Система управления правильно-растяжной машиной | 1983 |
|
SU1174118A1 |
| Способ правки проката растяжением | 1980 |
|
SU899197A1 |
| Правильно-растяжная машина | 1978 |
|
SU778870A1 |
| Способ контроля процесса правки изделий растяжением | 1984 |
|
SU1210304A1 |
ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА по а. с. № 662192, отличаю- щ а я с я тем, что, с целью повьше- ния точности определения величины относительного удлинения при пластическом деформировании изделия, она дополнительно снабжена блоком контроляупругой деформации и блоком памяти отношения прироста перемещения растяжной головки к приросту давления в силовом цилиндре, при этом первый вход блока контроля упругой деформации соединен с датчиком давления в силовом цилиндре, второй вход блока контроля упругой деформации через блок памяти отношения прироста перемещения растяжной головки к приросту давления в силов.ом цилиндре соединен с выходом блока рассогласования, а выход блока контроля упругой деформации соединен с блоком контроля удлинения и с блоком памяти предв1аритель* ной деформации.§(ЛсИзобретение относится к области металлургии, конкретно к изготовлению длинномерных полуфабрикатов,подвергаемых правке растяжением, и является усовершенствованием известного устройства.В основном изобретении описана правильно'^растяжная машина, содержащая растяжную и установочную головки, датчики перемещения головок, электрически связанные с блоками контроля длины и удлинения и блоком памяти, датчик давления в силовом цилиндре растяжной головки, И' блок рассогласования, входы которого соединены с датчиком давления в силовом цилиндре и датчиком перемещения растяжной головки, а выход соединен с блоком памяти.: Использование блока рассогласования, определяющего отношение прирос-та перемещения растяжной головки, к приросту давления в силовом цилиндре при упругой деформации изделия, - точно позволяет определять начало пластической деформации по моменту нарушения прямолинейной зависимости между перемещением рстяжной головки и давлением в силовом цилиндре.Недостатком правильно-растяжной машины является неточность определения величины относительного удлинения при пластическом деформировании • изделия.Цель предложения - повышение точности определения величины относительного удлинения изделий.Поставленная цель достигается тем, что правильно-растяжная машина, содержащая растяжную и установочную головки, датчики перемещения голо-00ел •viК)
7 2 J f 6 7
Q
Абсолютное упругое yi t/Mfffve
7ffff удаимение 6ff/ CufiMOfime yff weMt/e
д 3 Ю II 12 и
Абсолютное nflocmi/i ecKoe
| Правильно-растяжная машина | 1977 |
|
SU662192A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
