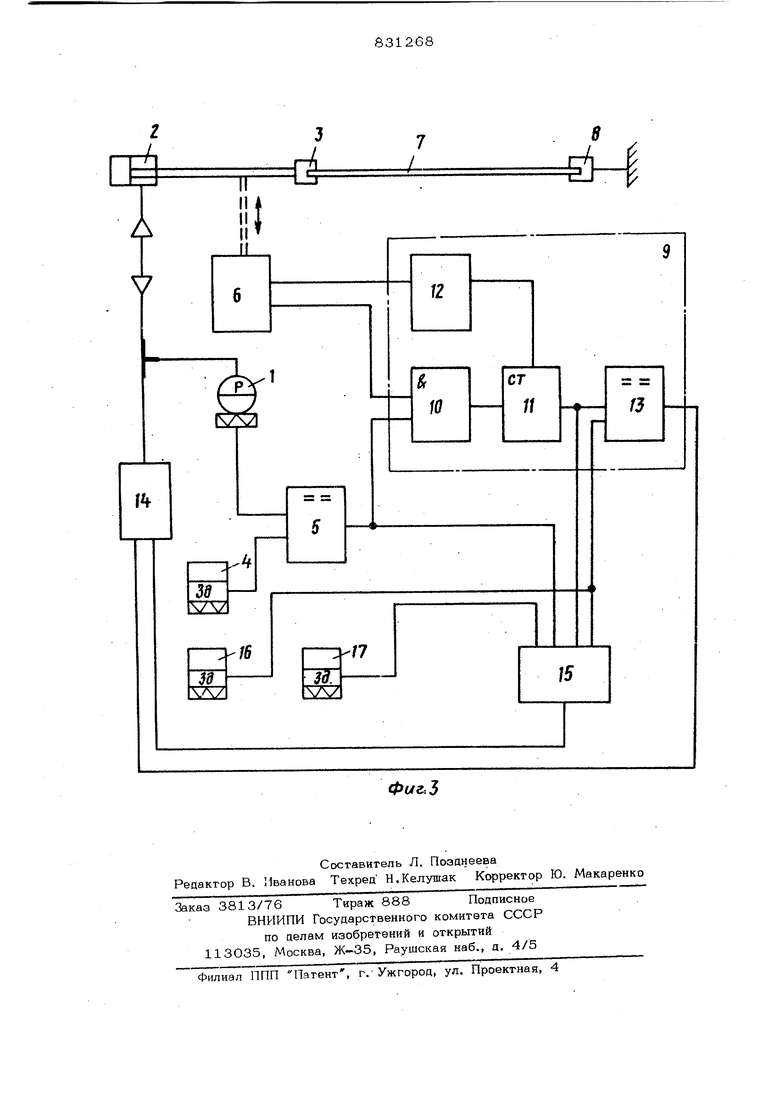
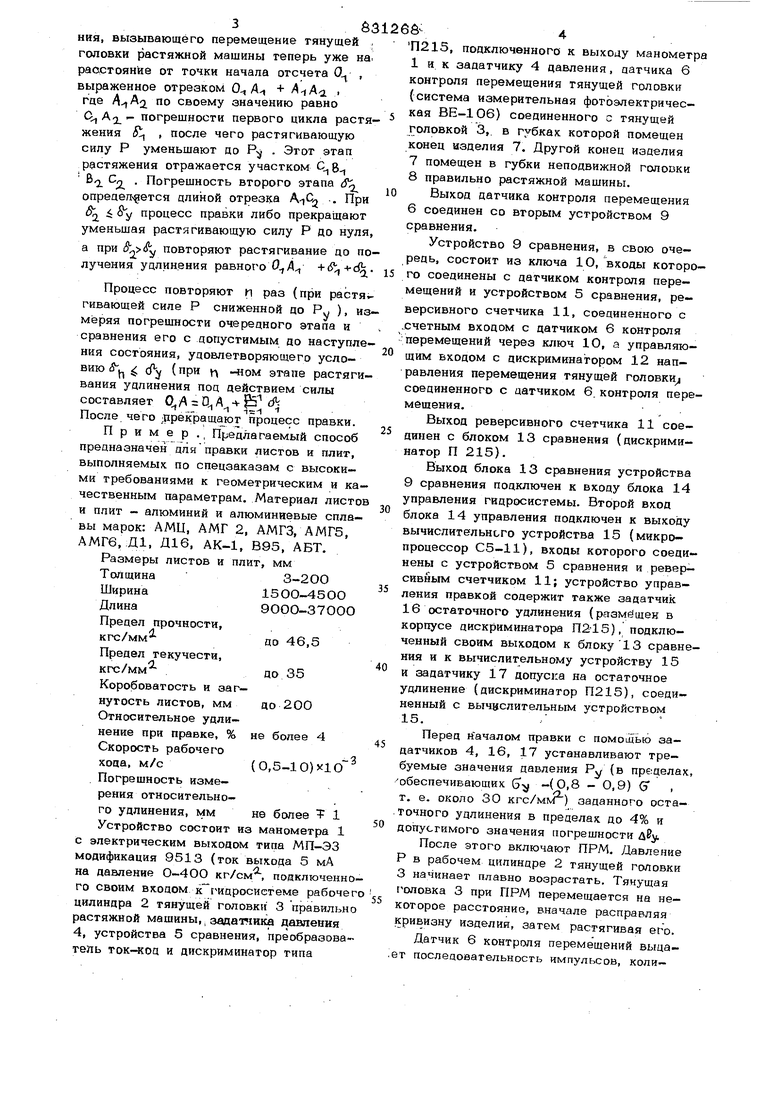
Изобретение относится к обработке металлов давлением, а именно к способам правки. Известен способ правки металлических изделий растяжением, включающий нагружение изделия до появления в нем нагружения равного 0,8-О,9 предела текучести материала изделия, фиксацию момента начала удлинения и растяжение до получения заданного значения удлинения ll. Недостатком -известного способа является низкое качество правки. Цель изобретения - повышение качества правки. Указанная цель достигается тем, что растяжение до получения заданного значения удлинения осуществляют в несколько этапов, определяя на каждом погрешность удлинения при нагрузке соответствующей моменту начала удлинения, как разность значений заданного и фактического на данном этапе удлинения и заканчивают растяжение при погрешности удли- нения меньше заданного допустимого зна-, чения. На фиг. 1 и 2 изображены растяжения при правке изделий; на фиг. 3 - схема устройства для осуществления способа. Процесс правки осуществляется следующим образом. После обработки перемещения по значению равному заданному остаточному удлинению производится уменьшение растягивающей сипы Р до значения R, соответствующего напряжениюО -(0,7- O,8). Р этом тянущая головка перемещается в обратном направлении на расстояние A-iC равное погрешности djj первого этапа растяжения. Затем производят измерение и сравнение его с заранее заданным допустимым значением. Если (9- , то процесс правки Заанчивают, уменьшая растягивающую илу Р до нуля. Если (5; сГу, то производят увеличеие растягивающей силы с Pj, до значе- НИИ, вызывающего перемещение тянущей головки растяжной машины теперь уже на расстояние от точки начала отсчета 0 , выраженное отрезком 0 А-, + A-tA-i . где 4,А2 по своему значению равно С А. - погрешности первого цикла растя жения И, , после чего растягивающую силу Р уменьшают до Р . Этот этап растяжения отражается участком , В Со . Погрешность второго этапа «5 опредеп ется длиной отрезка A-iC . При ( 5у процесс правки либо прекращают уменьшая растягивающую силу Р до нуля а при ($:(у повторяют растягивание до п лучения удлинения равного ,, +(-«-c Процесс повторяют п раз (при растя гивающей силе Р сниженной до Р., ), и меряя погрешности очередного этапа и сравнения его с допустимым до наступле ния состояния, удовлетворяющего условию h Р -«ом этапе растяги вания удлинения поц действием силы составляет 0,Л Ц, А -v « После чего ррекраща.ют процесс правки. Пример., Предлагаемый способ предназначен для правки листов и плит, выполняемых по спецзаказам с высокими требованиями к геометрическим и ка чественным параметрам. Материал листо и плит - алюминий и алюминиевые сплавы марок: АМЦ, АМГ 2, АМГЗ, АМГ5, АМГб, Д1, Д1в, АК-1, В95, АБТ. Размеры листов и плит, мм Толщина 3-2ОО Ширина 15ОО-45ОО Длина 9ООО-37ООО Предел прочности, к ГС/мм ДО 46,5 Предел текучести, кгс/мм до 35 Коробоватость и заг- до 2ОО нутость листов, мм Относительное удлинение при правке, % не более 4 Скорость рабочего (0,5-10) XIО хода, м/с Погрешность измерения относительноне более Т 1 го удлинения, мм Устройство состоит из манометра 1 с электрическим выходом типа МП-ЭЗ модификация 9513 (ток выхода 5 мА на давление О-4ОО кг/см , подключенн го своим входом к гидросистеме рабоче цилиндра 2 тянущей головки 3 правильн растяжной машины,; задатшка давления 4, устройства 5 сравнения, преобразова тель и дискриминатор типа П215, подключенного к выходу манометра 1 и к задатчику 4 давления, датчика б контроля перемещения тянущей головки (система измерительная фогоэлектричес- кая ВЕ-106) соединенного с тянущей головкой 3,. в губках которой помещен конец изделия 7. Другой конец изделия 7помещен в губки неподвижной ГОЛОБКИ 8правильно растяжной машины. Выход датчика контроля перемещения б соединен со вторым устройством 9 сравнения. Устройство 9 сравнения, в свою очеpg. состоит из ключа 10, входы которого соединены с датчиком контроля перемещений и устройством 5 сравнения, реверсивного счетчика 11, соединенного с счетным входом с датчиком б контроля перемещений через ключ 10, а управляющим входом с дискриминатором 12 направления перемещения тянущей головки соединенного с датчиком 6.контроля перемещения. Выход реверсивного счетчика 11 сое- динен с блоком 13 сравнения (дискриминатор П 215). Выход блока 13 сравнения устройства 9 сравнения подключен к входу блока 14 управления гидросистемы. Второй вход блока 14 управления подключен к выходу вычислительного устройства 15 (микропроцессор С5-11), входы которого соединены с устройством 5 сравнения и реверсивным счетчиком 11; устройство управления правкой содержит также задатчик 16 остаточного удлинения (размйщен в корпусе дискриминатора П2-15), подключенный своим выходом к блоку13 сравнения и к вычислительному устройству 15 и задатчику 17 допуска на остаточное удлинение (дискриминатор П215), соединенный с вычислительным устройством 15. Перед началом правки с помощью за- датчиков 4, 16, 17 устанавливают требуемые значения давления Ру (в пределах, обеспечивающих -(0,8 - 0,9) G , т.. е. около 30 кгс/мм ) заданного оста.точного удлинения в пределах до 4% и допустимого значения погрешности . После этого включают ПРМ. Давление Р в рабочем цилиндре 2 тянущей головки 3 начинает плавно возрастать. Тянущая головка 3 при ПРМ перемещается на некоторое расстояние, вначале расправляя кривизну изделия, затем растягивая его. Датчик 6 контроля перемещений выдает последовательносгь импулЕзСов, коли- чесгво которых пропорционально прокопи- мому головкой 3 {:)ассгоянию. Ключ 10 второго усгройства сравнения заперт и реверсивный счетчик 11 не регистрирует значение перемещения тянущей Головки 3 При достижении давления Р в рабочем цилиндре 2 значения Р - Ру срабатывает устройство 5 сравнения, которое фиксиру ет точку начала отсчета 0 (фиг. 2) и открывает ключ 10. Импульсы от датчик 6 контроля перемещения поступают на счетный вхоа реверсивного счетчика 11, который поц действием сигнала с дискриминатора направления перемещения тянущей головки 12 регистрирует значение перемещения тянущей головки от точки начала отсчета О. Код перемещения, выдаваемый реверсивным счетчиком 11, непрерывно сравни вается в блоке 13 сравнения с кодом за данного остаточного удлинения Д В( , поступающим от задатчика 16. При равенстве между и отработайным тянущей гoлoвкoй ; перемещением блок 13 сравнения выдает сигнал в блок 14 управления тянущей головкой, который переключает гидросистему рабочего .цилиндра с увеличением давления Р на уменьшение. Тянущая головка 3 ПРМ при этом возвращается на некоторое расстояние, обусловленное наличием упругой составляющей деформации растягивания, и регистрируемое реверсивным счетчиком, работающим по сигналу с дискриминато- ра 12 теперь в режиме вычитания. Сигнал о текущем положении тянущей головки 3 поступает в вычислительное устройство 15. После снижения давления Р в рабочем цилиндре 2 до значения Ро устройство управления вновь регистрирует равенство Р - R .,,, сигнал которого поступает так- же в вычислительное устройство 15. По заданной программе вычислитель- ное устройство 15 производит вычисление значения погрешности первогоцикла правки с/ , определяемой длиной отрезка ( , сравнивает полученное значение с заданным значением допустимой погрешности о , введенным с за датчи ка 17. При соблюдении условия cfe Л вычислительное устройство 15 выдает команду блоку 14 управления на прекращение правки. Блок 14 управления снижает давление Р с Р, до нуля. Пpиrf ; d y вычислительное устройство 15 производит суммирование значения заданного остагочного уалилеяия со значением погрешности и дает Новую команду блоку 14 управления на подъем давления Р в рабочем цилиндре 2. Начинается второй цикл растягивания, при котором тянущая головка ЭПРМ отрабатывает перемещение , , регистрируемое реверсивным счетчиком 11 в соответствии с сигналом от дискриминатора 12. После достижения тянущей головкой 2 указанного перемещения вычислительное устройство вновь дает команду блоку 14 управления на переключение давления Р с повышения на понижение. Вновь происходит реверсирование счетчика 11 и регистрация текущего положения тянущей головки, перемещающейся под действием силы упругой составляющей деформации растягивания При Р - Р , аналогично описанному, происходит сравнение погрешностис с d и в зависимости от результата сравнения вычислительное устройство 15 выцает команду блоку 14 управления либо на прекращение прсшесса правки, либо на отработку тянущей головкой очередного цикла растягивания, в результатекоторого изделие получает удлинение О Y О А -, и т. д. пока не удовлетворится условие 0.S . Предлагаемый способ позволяет повысить точность правки за счет отработки тянущей головкой ПРМ такого зезупьтирующего перемещения, которое обеспечивает заданное удлинение изделия при наличии заранее неизвестного значения упругой составляющей деформации растягивания. Кроме того, использование способа снижает возможность разрыва изделий. Способ открывает возможность построения сравнительно простых устройств управления, в которых могут быть использованы стандартные измерительные преобразователи поскольку в предлагаемом пособе нет необходимости учитывать акторы, влияющие на значение предела текучести. Формула изобретения Способ правки металлических изделий астяжением, включающий нагружение изелия до появления в нем напряжения авного О,8 - О,9 предела текучести маериала изделия, фиксацию момента нача. 7; sa
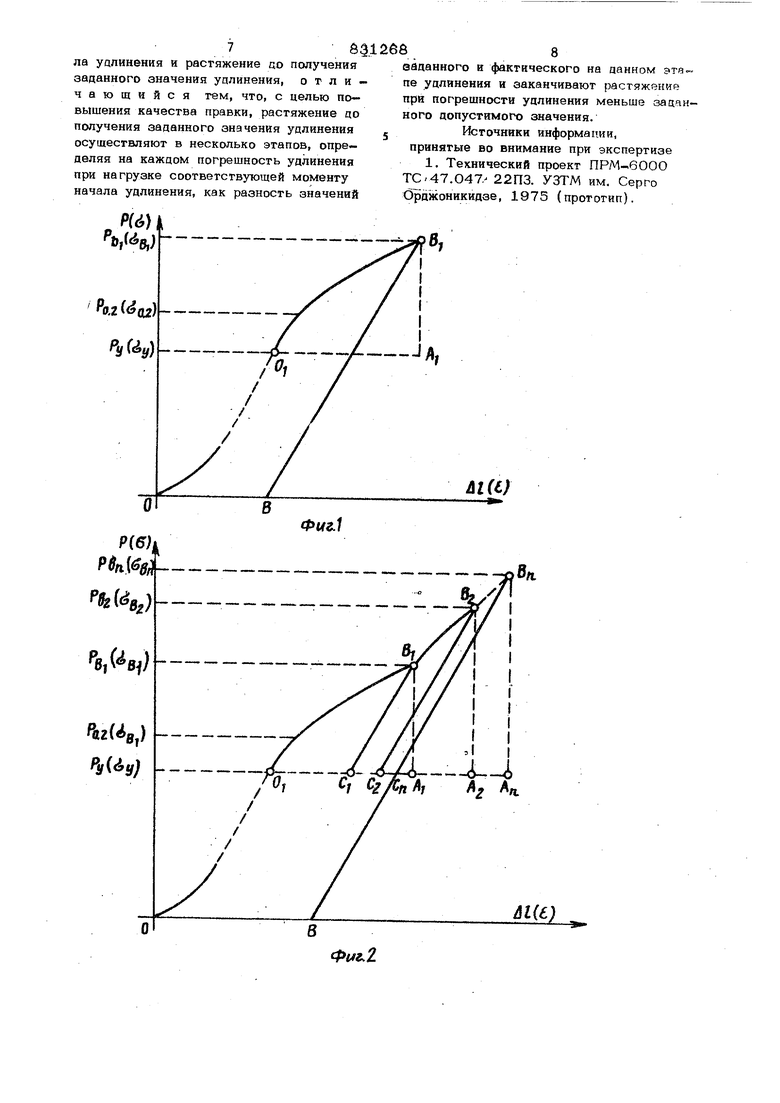
ла удлинения и растяжение цо получения заданного значения удлинения, отличающийся тем, что, с целью повышения качества правки, растяжение до получения заданного значения удлинения осуществляют в несколько этапов, определяя на каждом погрешность удлинения при нагрузке соответствующей моменту начала удлинения, как разность значений
Р(6}
Рь,Гйе,)
РОЛ )
PnUy)
/ 9(6} ft(A3 %(,} %(ei) ,) Py(6g)
.2
2688
заданного и фактического на данном эта пе удлинения и заканчивают растяжение при погрешности удлинения меньше заданного допустимого значения. -Источники информации,
принятые во внимание при экспертизе 1, Технический проект ПРМ-.600О ТС47.047/ 22ПЗ. УЗТМ им. Серго Орджоникидзе, 1975 (прототип).
-J/l,
Aid) Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Правильно-растяжная машина | 1978 |
|
SU778870A1 |
| Устройство для контроля удлинения заготовки при правке растяжением на гидравлической машине | 1980 |
|
SU927368A1 |
| Устройство для измерения величины растяжения изделия при правке | 1983 |
|
SU1148665A1 |
| Способ правки проката растяжением | 1980 |
|
SU899197A1 |
| Устройство к правильно-растяжной машине с подвижной и неподвижной головками для измерения величины растяжения изделия при правке | 1978 |
|
SU710722A1 |
| Способ правки длинномерных изделий растяжением | 1978 |
|
SU1134258A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВЕЛИЧИНЫ ОТНОСИТЕЛЬНОГО РАСТЯЖЕНИЯ ИЗДЕЛИЯ ПРИ ПРАВКЕ | 2002 |
|
RU2236317C2 |
| Устройство управления изгибно-растяжным агрегатом | 1981 |
|
SU998526A1 |
| ГИДРОПРИВОД ПЕРЕДНЕЙ ГОЛОВКИ ПРАВИЛЬНО-РАСТЯЖНОЙ МАШИНЫ | 2013 |
|
RU2536734C1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ПРАВКИ ПРОФИЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2403114C1 |