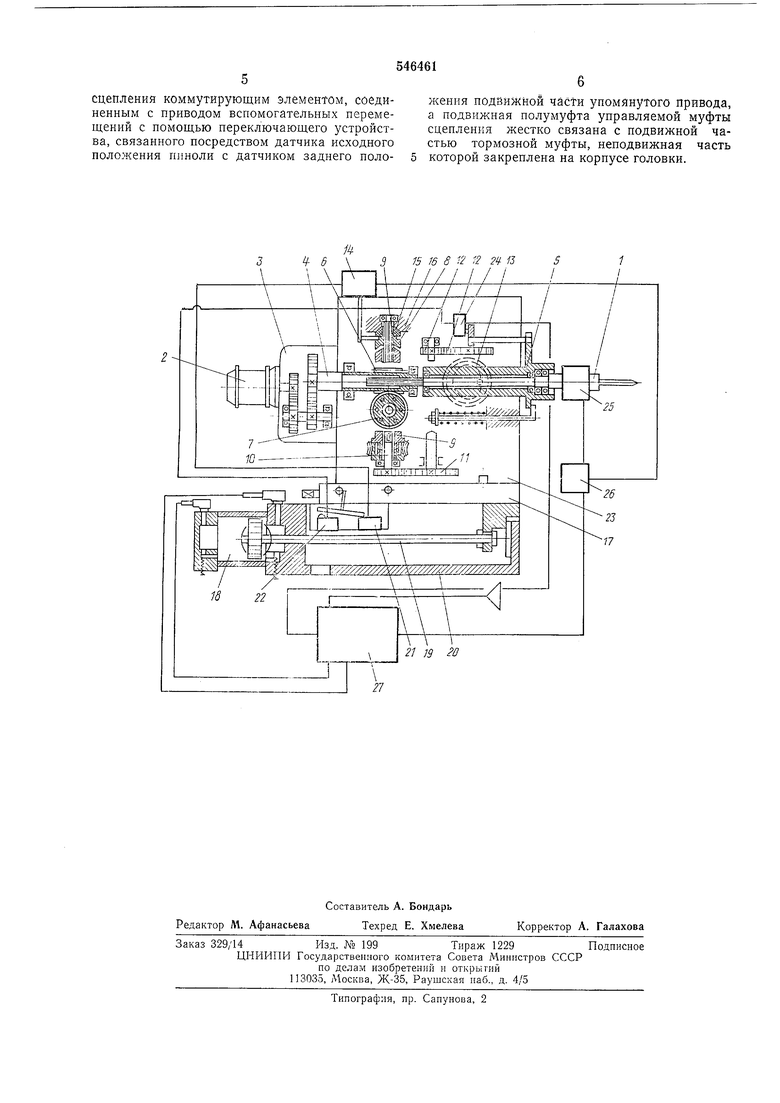
со штоком 19. Шток связан с салазками и может перемещать их по направляющим корпуса 20. На корпусе 20 привода вспомогательных перемещении установлены датчики переднего 21 и заднего 22 положений салазок 17, а на корпусе 23 силовой части головки установлен датчик 24 исходного положения пиноли 5 головки. Нагрузка на режущем инструменте проверяется датчиком 25 контроля величины крутящего момета, соединенным с коммутирующим элементом 26. Последний связан с механизмом переключения 14 управляемой муфты сцепления и с переключающим устройством 27, соединенным в свою очередь с пневмоцилиндром 18 привода вспомогательных перемещений, а также имеющим связь через датчик 24 исходного положения пиноли с датчиком 22 заднего положения салазок. Датчик 21 переднего положения салазок связан с механизмом переключения 14 управляемой муфты сцепления. Работа силовой головки осуществляется следующим образом. В исходном состоянии пиноль 5 и салазки 17 с корпусом 23 силовой части головки отведены в свои крайние задние положения. Датчик 22 заднего полол ения салазок находится в состоянии «Включено, а датчики 21 и 24 переднего положения салазок и исходного положения плноли - Б состоянии «Выключено. При этом механизм переключения 14 поддерживает разомкнутое состояние полумуфт 8 и 9 управляемой муфты сцепления и замкнутое состояние частей 15 и 16 тормозной муфты. При включении головки двигатель 2 через редуктор 3 и пустотелый червяк 4 со шлицевым соединением передает вращение шпинделю 1 с инструментом. Вследствие разомкнутого состояния полумуфт 8 и 9 управляемой муфты сцепления кинематическая цепь подачи пиноли 5 головки также разомкнута и зафиксирована с помощью частей 15 и 16 тормозной муфты. Одновременно с включением двигателя переключающее устройство 27 подает воздух в соответствующую полость пневмоцилиндра 18 привода вспомогательных перемещений, в результате чего шток 19 перемещает салазки 17 вместе с установленной на них силовой частью головки по направляющим корпуса 20, и датчик 22 переходит в состояние «Выключено. В крайнем переднем положении салазок датчик 21, переходя в состояние «Включено, воздействует на механизм переключения 14, в результате чего происходит расфиксирование кинематической цепи подачи и сцепление полумуфт 8 и 9 управляемой муфты сцепления. Кинематическая цепь подачи замыкается, и через червячную пару щестерен 6 и 7, муфту сцепления, шлицевой вал 10, зубчатые колеса 11 и 12, кулак 13 осуществляется рабочая подача пиноли 5 со шпинделем 1 и инструментом. Таким образом начинается процесс ре510 15 20 25 30 35 40 45 50 55 60 65 зания и датчик 24 исходного положения пиноли переходит в положение «Включено. При перегрузке инструмента вследствие возрастания на нем крутящего момента сверх предварительно заданной величины датчик 25 контроля величины крутящего момента выдает команду на коммутирующий элемент 26. Последний, выключая механизм переключения 14 и обеспечивая этим немедленный разрыв и фиксирование кинематической цепи подачи (запоминание точки прекращения резания), одновременно посылает команду на переключающее устройство 27, которое, подводя воздух в соответствующую полость пневмоцилиндра 18 привода вспомогательных перемещений, обеспечивает незамедлительный быстрый отвод салазок 17 с силовой частью головки. Датчик 21 переходит в состояние «Выключено. По достижении салазками 17 своего заднего положения (инструмент при этом выводится из отверстия) датчик 22, не реходя в состояние «Включено, через датчик 24, находящийся в аналогичном состоянии в течение всего процесса обработки, подает команду на переключающее устройство 27, которое, воздействуя на пневмоцилиндр 18, обеспечивает немедленный возврат салазок 17 с силовой частью головки в крайнее переднее положение. Инструмент при этом возвращается в точку прекращения резания, после чего обработка детали продолжается по вышеописанному циклу. По окончании обработки, кулак подачи 13 возвращает пиноль 5 в ее исходное положение. Датчик 24 переходит в состояние «Выключено, и салазки 17 с силовой частью головки возвращаются в свое заднее положение. При этом датчик 22 переходит в положение «Включено, но, поскольку датчик 24 к этому моменту уже находится в состоянии «Выключено, команда на переключающее устройство 27 не поступает, и салазки 17 остаются в своем заднем положении. На этом цикл обработки детали заканчивается. Предлагаемая силовая головка надежна в работе и имеет высокую производительность, обеспечиваемую благодаря значительным скоростям вспомогательных перемещений и точности возврата инструмента в точку прекращения резания. Формула изобретения Силовая головка, содержащая датчик контроля величины крутящего момента на инструменте, управляемую муфту сцепления в кинематической цепи подачи, связанную с механизмом ее переключения, привод вспомогательных перемещений и датчики положения, один из которых связан с подвижной частью привода вспомогательных перемещений, а другой - с пинолью, отличающаяся тем, что, с целью повышения надежности защиты инструмента от перегрузок, датчик контроля величины крутящего момента связан с механизмом переключения управляемой муфты сцепления коммутирующим элементом, соедивенным с приводом вспомогательных перемещений с помощью переключающего устройства, связанного посредством датчика исходного положения пиноли с датчиком заднего поло-5 жения подйижной части упомянутого привода, а подвижная полумуфта управляемой муфты сцепления жестко связана с подвижной частью тормозной муфты, неподвижная часть которой закреплена на корпусе головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления силовой головкой | 1974 |
|
SU534315A1 |
| Головка к фрезерному станку | 1979 |
|
SU874273A2 |
| Резьбонарезная головка | 1988 |
|
SU1690979A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ЗЕНКОВАНИЯ ТРУБОК | 1973 |
|
SU366035A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| РЕДУКТОР ОТБОРА МОЩНОСТИ ДЛЯ СИЛОВОЙ ПЕРЕДАЧИ | 2008 |
|
RU2486067C2 |
