1
Изобретение относится к области производства крупногабаритных железобетонных пустотных блоков и может быть использовано при строительстве мостов, путепроводов, а также зданий производственного назначения с безбалочными перекрытиями.
Известно устройство для образования замкнутых пустот при изготовлении железобетонных изделий, включающее опорный корпус прямоугольного сечения, состоящий из двух шарнирио соединенных в верхней части Г-образных щитов, нижняя подвижная часть кал дого из которых шарнирными рычагами соединена с центральной тягой, укрепленной посредством поперечных упоров на корпусе 1.
Недостатком этого сердечника является то, что при изготовлении блока с замкнутыми пустотами предварительно необходимо отформовать нижнюю плиту блока, а затем уже устанавливать сердечник. Причем установка сердечника в форму сопряжена с выполнением целого ряда операций, в том числе с установкой компенсаторов, герметизацией стыков между компенсаторами и боковыми щитами. Извлечение сердечника нз изделия связано с выполнением ряда операций, как-то: снятие компенсаторов, складывание щитов и извлечение сердечника из изделия. При этом последний трется рабочей поверхностью щитов по плите изделия. Это ухудщает
чистоту поверхности щитов и вынуждает производить извлечеиие сердечника с небольшой скоростью. Все это делает процесс формования изделий с замкнутыми пустотамн и малопроизводительным.
Известен также сердечник, включающий корпус прямоугольного сечения и катки, причем корпус содерлсит шарнирно соединенные верхний и четыре боковых щита, два из которых щарнирно связаны с укрепленным на центральной тяге механизмом складывания, выполненным в виде копиров, взаимодействующих с роликами, вертикально перемещающимися по жестко прикрепленным к верхнему щиту направляющим 2. Конструкция этого сердечника устраняет ряд недостатков нредыдущего, упрощая процесс складывания и извлечения его из изделия, а также вызывает необходимость пр.и изготовлении изделий с замкнутыми пустотами предварительно отформовать нижнюю плиту. Это усложняет процес формования и делает его малопроизводительным.
С целью упрощения процесса формования и повышения производительности в предлагаемом сердечнике корпус снабжен нижним щитом, а механизм складывания - дополнительными конирами, щарнирно связанными с нижним щитом, при этом катки смонтированы в
торцах корпуса и шарнирно соединены с боковыми щитами.
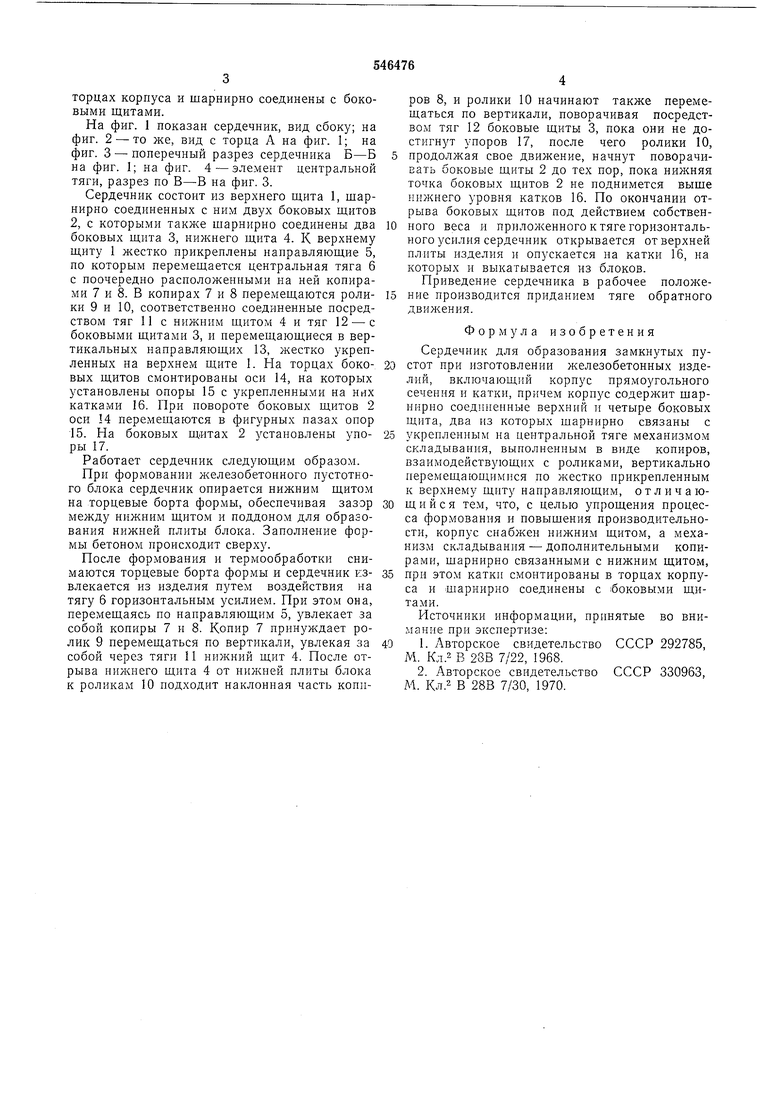
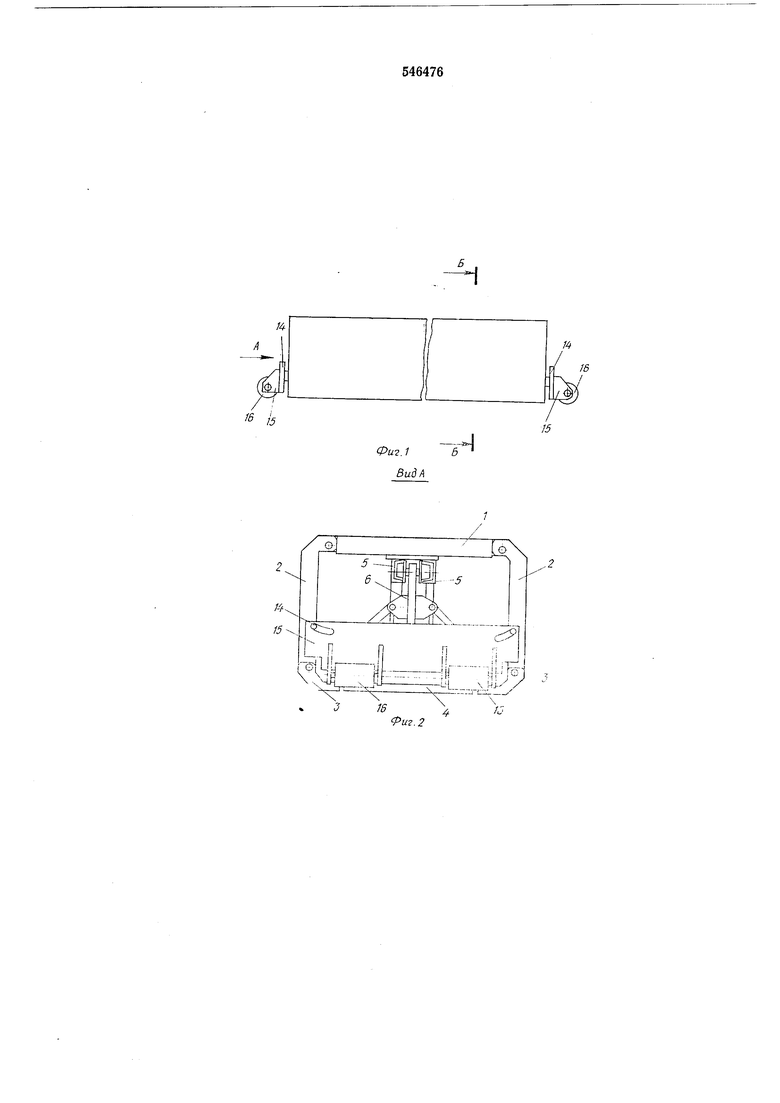
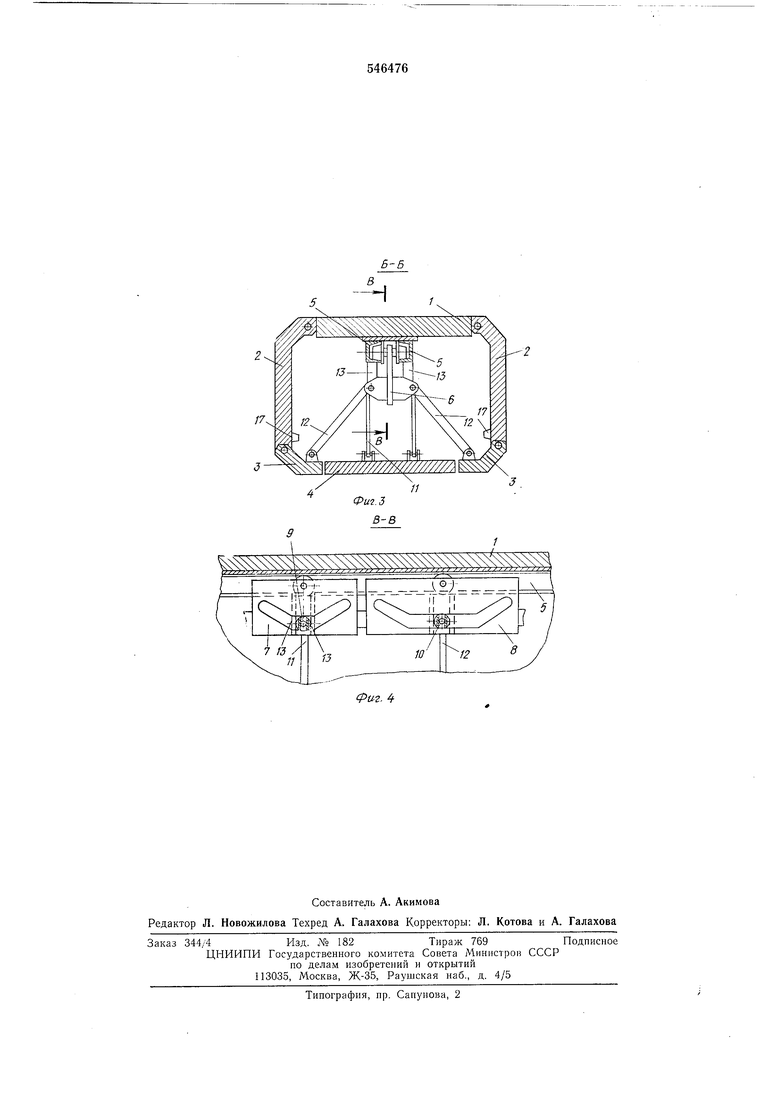
На фиг. 1 показан сердечник, вид сбоку; на фиг. 2 - то же, вид с торца А на фиг. 1; на фиг. 3 - поперечный разрез сердечника Б-Б на фиг. I; на фиг. 4 - элемент центральной тяги, разрез по В-В на фиг. 3.
Сердечник состоит из верхнего щита 1, шарнирно соединенных с ним двух боковых щитов 2, с которыми также шарнирно соединены два боковых щита 3, нижнего щита 4. К верхнему щиту 1 жестко прикреплены направляющие 5, по которым перемещается центральная тяга 6 с поочередно расположенными на ней копирами 7 и 8. В копирах 7 и 8 перемещаются ролики 9 и 10, соответственно соединенные посредством тяг И с нижним щитом 4 и тяг 12 - с боковыми щитами 3, и перемещающиеся в вертикальных направляющих 13, жестко укрепленных на верхнем щите 1. На торцах боковых щитов смонтированы оси 14, на которых установлены опоры 15 с укрепленными на ннх катками 16. Нри повороте боковых щитов 2 оси 4 перемещаются в фигурных пазах опор 15. На боковых Щйтах 2 установлены упоры 17.
Работает сердечник следующим образом.
Нри формовании железобетонного пустотного блока сердечник опирается нижним щитом на торцевые борта формы, обеспечивая зазор между нижним щитом и поддоном для образования нижней плиты блока. Заполнение формы бетоном происходит сверху.
Носле фор.мования и термообработки снимаются торцевые борта формы и сердечник извлекается из изделия пзтем воздействия на тягу 6 горизонтальным усилием. Нри этом она, перемещаясь по паправляющим 5, увлекает за собой копиры 7 и 8. Копир 7 принунодает ролик 9 перемещаться по вертикали, увлекая за собой через тяги 11 нижний щит 4. После отрыва щита 4 от нижней плиты блока к роликам 10 подходит наклонная часть копиров 8, и ролики 10 начинают также перемещаться по вертикали, поворачивая посредством тяг 12 боковые щиты 3, пока они не достигнут упоров 17, после чего ролики 10, продолжая свое движение, начнут поворачивать боковые щиты 2 до тех пор, пока нижняя точка боковых щитов 2 не поднимется выше нижнего уровня катков 16. Но окончании отрыва боковых щитов под действием собственпого веса и приложенного к тяге горизонтального усилия сердечник открывается от верхней плиты изделия и опускается на катки 16, на которых и выкатывается из блоков.
Нриведенне сердечника в рабочее положение производится приданием тяге обратного движения.
Формула изобретения
Сердечник для образования замкнутых пустот при изготовлении железобетонных изделий, включающий корпус прямоугольного сечения и катки, причем корпус содержит шарпирпо соединенные верхний и четыре боковых щита, два из которых шарнирно связаны с
укрепленным на центральной тяге механизмом складывания, выполненным в виде копиров, взаимодействующих с роликами, вертикально перемещающимися по жестко прикрепленным к верхнему щиту направляющим, отличающ и и с я тем, что, с целью упрощения процесса формования и повышения производительности, корпус снабжен нижним щитом, а механизм складывания - дополнительными копирами, шарнирно связанными с нижни.м щитом,
при этом катки смонтированы в торцах корпуса и шарнирно соединены с боковыми щитами.
Нсточники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР 292785, М. Кл.2 В 28В 7/22, 1968.
2. Авторское свидетельство СССР 330963, М. Кл.2 В 28В 7/30, 1970.
К
№
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕРДЕЧНИК ДЛЯ ОБРАЗОВАНИЯ ЗАМКНУТБ1Х ПУСТОТ ПРИ ИЗГОТОВЛЕНИИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1972 |
|
SU330963A1 |
| СЕРДЕЧНИК ДЛЯ ОБРАЗОВАНИЯ ЗАМКНУТЫХ ПУСТОТ ПРИ ИЗГОТОВЛЕНИИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU292785A1 |
| Устройство для формования объемных блоков | 1977 |
|
SU743875A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Пустотообразователь для изготовле-Ния жЕлЕзОбЕТОННыХ издЕлий | 1979 |
|
SU844328A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Подвижная экструзионная машина для непрерывного изготовления многопустотных железобетонных изделий | 1979 |
|
SU974931A3 |
| Установка для изготовления строительных изделий | 1980 |
|
SU992192A1 |
| Пустотообразователь для изготовления железобетонных изделий | 1982 |
|
SU1096362A1 |
| Сердечник для изготовления изделий из бетонных смесей с пустотами | 1989 |
|
SU1719212A1 |
Фи-г. Вид А
/4 /5-,
C lj-иг -Ш
.J E xii----
JS4
ш.2
