1
Изобретение относится к области окончательной обработки деталей, заключающейся в снятии фасок, заусенцев, неровностей на новерхностн деталей, н может найти шнрокое применение в нрессовых и штамновочных цехах нреднриятнй для снятия с деталей облоя, в особенности с деталей, имеющих прямоугольную или квадратную форму (крыщки, коробки, емкости).
Известно устройство для удаления облоя с нластмассовых деталей, содержащее смонтированные на основании механизм транспортировки деталей в зону обработки н обрабатывающие инструменты 1. В известном устройстве можно удалять облой только с деталей цилиндрической формы.
Иаиболее близко к изобретению устройство для удаления облоя с пластмассовых деталей прямоугольной формы, содержащее смонтированные на основании механизм транспортировки деталей в зону обработки, узел поворота деталей на 90° и расположенные но обеим сторонам механизма транспортировки до и после узла поворота обрабатывающие инструменты.
Иа известном устройстве можно обрабатывать детали только прямоугольной формы, причем узел поворота выполнен в виде кулачка и может поворачивать деталь, которая должна подаваться к нему большей стороной,
т. е. надо правильно ориентировать детали перед их подачей на механизм транспортировки. Детали квадратной формы обрабатывать па этом устройстве уже нельзя.
Цель изобретения - новышение экснлуатацнонпых возможностей.
Это достигается тем, что узел поворота выполнен в виде смонтированного в опоре диска с ориентирующими пазами на торце, соединенного зубчатой передачей с рычагом, несущим ролик, взаимодействующий с копиром, жестко закрепленным на механизме транспортировки. Механнзм транснортировки выполнен в виде подвижного ползупа, соединенного с ирнводом его перемещения через транспортирующую вилку, взаимодействующую с толкателями, шарнирно установленными на иолзуне, смонтированном с возможностью продольного перемещения относительно транспортирующей вилки.
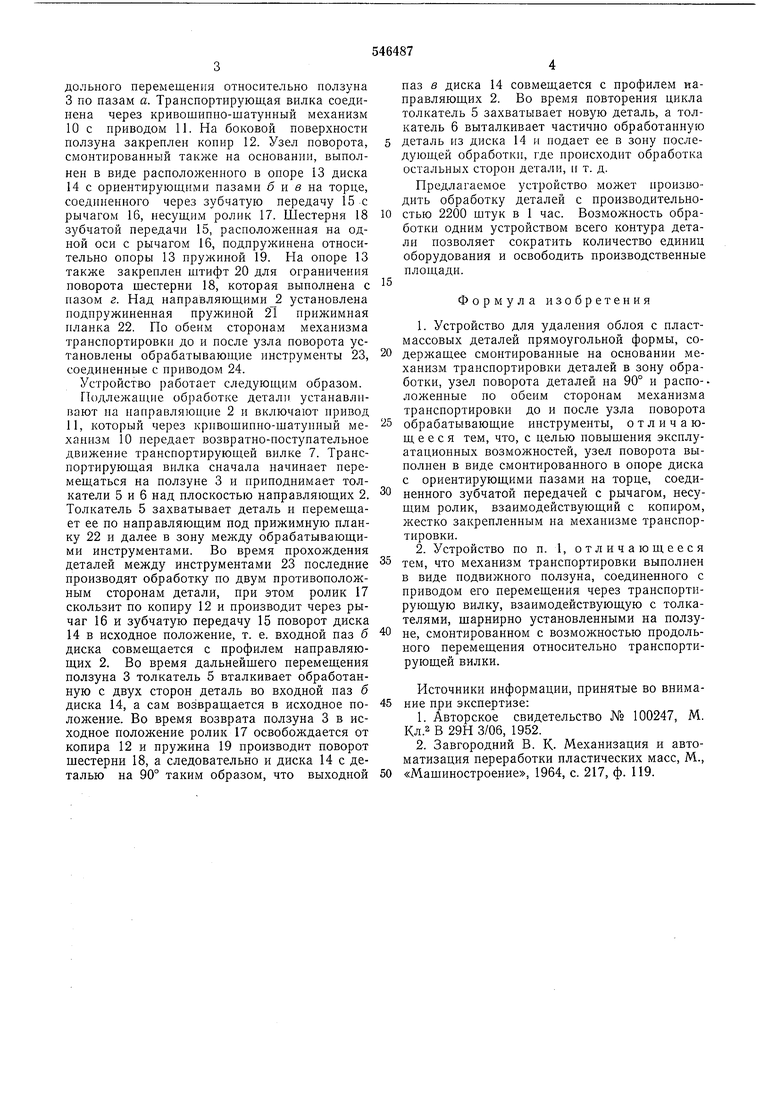
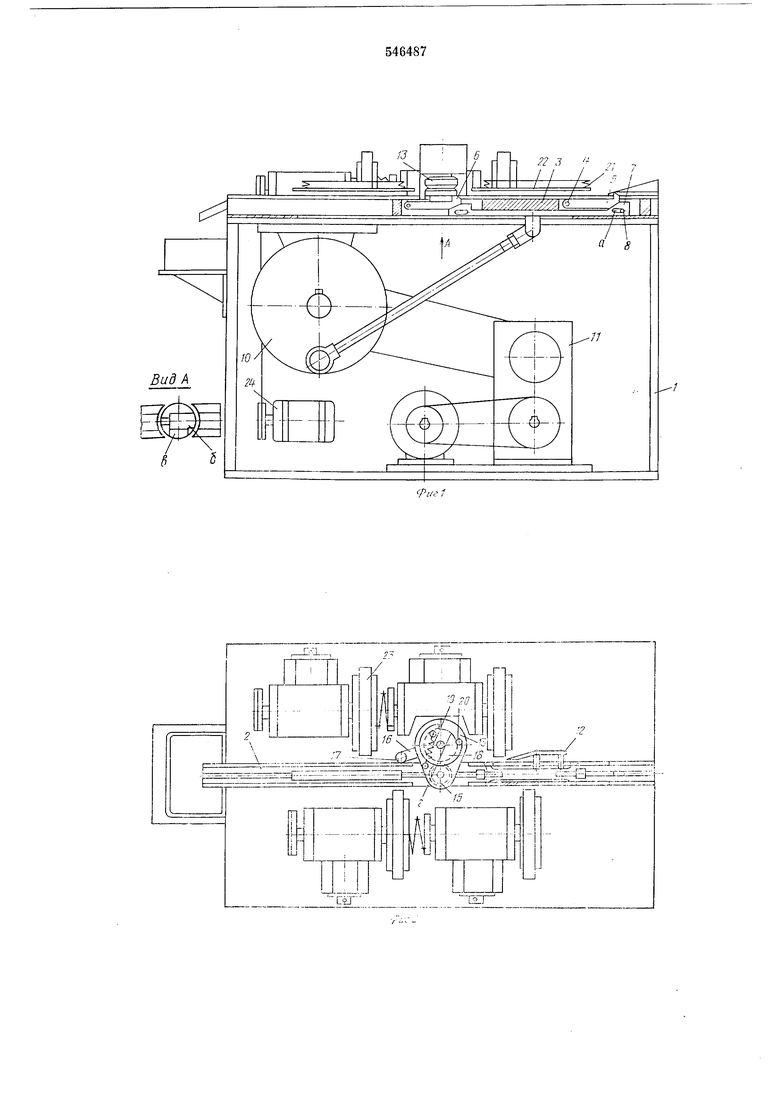
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 показан узел поворота.
Устройство содержит неподвижно закрепленные на основании 1 ианравляющие 2, на которых установлен ползун 3 механизма транспортировки. На ползуне 3 на щтифтах 4 смонтированы толкатели 5 и 6, взаимодействующие с транспортирующей вилкой 7, установленной на щтифтах 8 с возможностью продольного перемещения относительно ползуна 3 по пазам а. Транспортирующая вилка соедииена через кривошиппо-шатунный механизм 10 с приводом 11. На боковой поверхности ползуна закреплен копир 12. Узел поворота, смонтированный также на основании, выполнен в виде расположенного в опоре 13 диска 14 с ориентирующими пазами б и s иа торце, соединенного через зубчатую передачу 15 с рычагом 16, несущим ролик 17. Шестерня 18 зубчатой передачи 15, расположенная на одной оси с рычагом 16, подпружинена относительно опоры 13 пружиной 19. На опоре 13 также закреплен штифт 20 для ограничения поворота шестерни 18, которая выполнена с назом г. Над направляющими 2 установлена подпружиненная пружиной 21 прижимная планка 22. По обеим сторонам механизма транспортировки до и после узла поворота установлены обрабатывающие инструменты 23, соединенные с нриводом 24.
Устройство работает следующим образом.
Г1с)длежап1,ие обработке детали устанавливают иа наиравляюни1е 2 и включают привод 11, который через крнвошиино-шатунный механизм 10 передает возвратно-поступательное движение транспортирующей вилке 7. Транспортирующая вилка сначала начинает неремещаться на ползуне 3 и ириподнимает толкатели 5 и 6 над плоскостью направляющих 2. Толкатель 5 захватывает деталь и перемещает ее по направляющим под прижимную планку 22 и далее в зону между обрабатывающими инструментами. Во время прохождения деталей между инструментами 23 последние производят обработку по двум противоположным сторонам детали, при этом ролик 17 скользит по копиру 12 и производит через рычаг 16 и зубчатую передачу 15 поворот диска 14 в исходное положение, т. е. входной паз б диска совмещается с профилем направляющих 2. Во время дальнейщего перемещения ползуна 3 толкатель 5 вталкивает обработанную с двух сторон деталь во входной паз б диска 14, а сам возвращается в исходное положение. Во время возврата ползуна 3 в исходное положение ролик 17 освобождается от копира 12 и пружина 19 производит поворот щестерни 18, а следовательно и диска 14 с деталью на 90° таким образом, что выходной
паз в диска 14 совмещается с профилем направляющих 2. Во время повторения цикла толкатель 5 захватывает новую деталь, а толкатель 6 выталкивает частично обработанную деталь из диска 14 i подает ее в зону последующей обработки, где происходит обработка остальных сторон детали, и т. д.
Предлагаемое устройство может производить обработку деталей с производительностью 2200 штук в 1 час. Возможность обработки одним устройством всего контура детали позволяет сократить количество единиц оборудования и освободить производственные площади.
Формула изобретения
1.Устройство для удаления облоя с пластмассовых деталей прямоугольной формы, содержащее смонтированные на основании механизм транспортировки деталей в зону обработки, узел поворота деталей на 90° и распо-ложенные ио обеим сторонам механизма транспортировки до и после узла поворота обрабатывающие инструменты, отличающееся тем, что, с целью новышения эксплуатационных возможностей, узел поворота выиолнен в виде смонтированного в опоре диска с ориентирующими пазами на торце, соединенного зубчатой передачей с рычагом, несущим ролик, взаимодействующий с копиром, жестко закрепленным на механизме транспортировки.
2.Устройство по п. 1, отличающееся тем, что механизм транспортировки выполнен в виде подвижного ползуна, соединенного с нриводом его перемещения через транспортирующую вилку, взаимодействующую с толкателями, щарнирно установленными на ползуне, смонтированном с возможностью продольного перемещения относительно транспортирующей вилки.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство № 100247, М. Кл.2 В 29Н 3/06, 1952.
2.Завгородний В. К. Механнзация и автоматизация переработки пластических масс, М., «Машиностроение, 1964, с. 217, ф. 119.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления облояС пРяМОугОльНыХ плАСТМАССОВыХ дЕТАлЕй | 1979 |
|
SU793783A1 |
| Устройство для удаления облоя с прямоугольных пластмассовых деталей | 1988 |
|
SU1500490A2 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| Автомат для зачистки острых кромок | 1984 |
|
SU1220745A1 |
| ПРЕССОВЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 1990 |
|
RU2082614C1 |
| Роторно-конвейерная машина с вертикальной осью для листовой штамповки | 1986 |
|
SU1428562A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Устройство для механической обработки пластмассовых деталей | 1989 |
|
SU1643161A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КАПСЮЛЕЙ- ДЕТОНАТОРОВ | 1967 |
|
SU201184A1 |
1Ц17
Фиг. 5
/fo.Ji7 tfef uf Z
Вг/дВ
Ч
