1
Изобретение относится к области обработки металлов давлением и может быть применено, например, для гибки деталей из листового материала типа коробок: плат, пане- :1ей, дверей, релейных оснований, применяемых в производстве аппаратуры связи.
Известен универсальный гибочный штамп , содержащий сменные рабочие инструменты. При изменении размера изготавливаемой детали меняется инструмент.
Известен гибочный штамп 2, рабочие инструменты которого выполнены в виде сдвоенных призматических сухарей, симметрично подвижных в плоскости изгибания материала. На этих штампах можно иаготав- ливать детали, один размер которых меняется. Настройка таких штамлов сложная.
Известна установка для гибки коробок, сборный пуансон которого выполнен из отдельных элементов длиной 30-300 мм, собираемых через 1 мм.
Недостатками данной конструкции являются невозможность гибки больших дпин, сложность конструкции и изготовления, большая трудоемкость при переналадке в связи с из-
менением длины гибки, а также неудобство в эксплуатации и хранении.
Известен также штамл 4 для гибки деталей преимущественно коробчатого типа, содержащий рабочие инструменты, поперечные сечения которых имеют определенную длину или ширину.
Эти штамлы позволяют изготавливать детали, имеющие размеры, соответствующие определенной длине или ширине инструмента. С целью изготовления заданного количества деталей с размерами меньшими длины или ширины инструмента по крайней мере один рабочий инструмент выполнен с пазаь т расположенными вдоль его длины или ширины на расстояниях,соотБетствующих заданным размерам деталей.
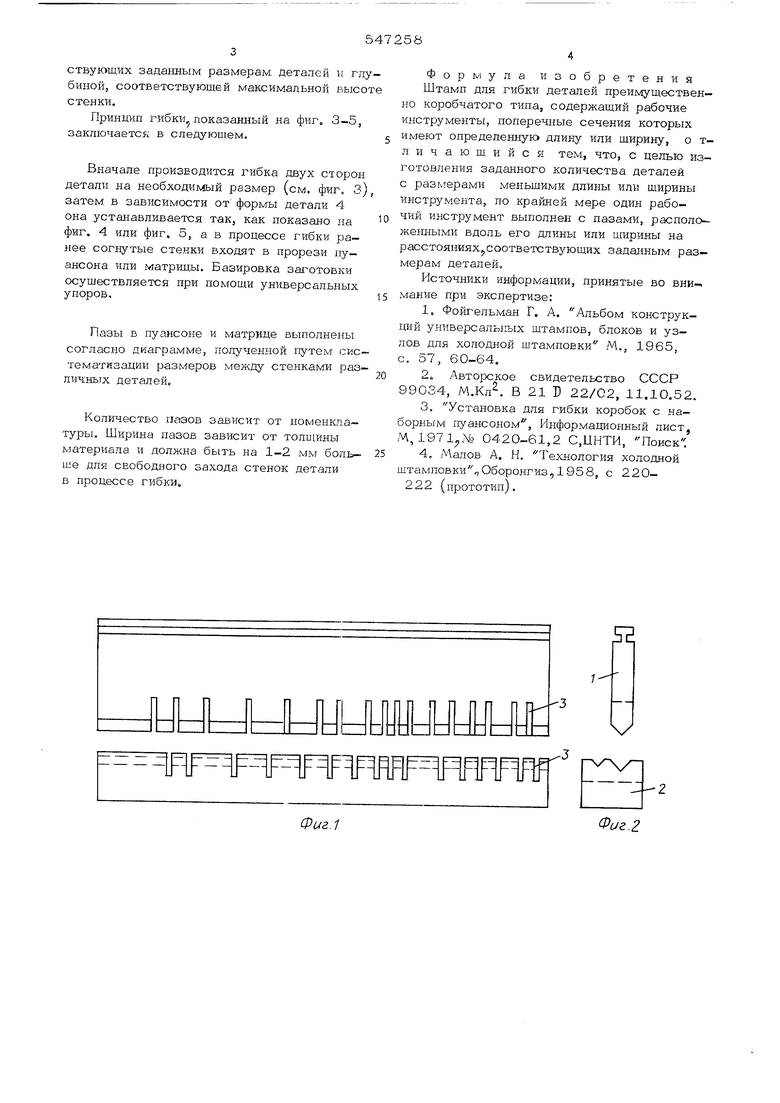
На фиг. 1 изображен предлагаемый штам общий вид на фиг. 2 - то же, вид сбоку; на фиг, 3-5 дана последовательность технологических операций при гибке стенок деталей.
Универсальный штамл содержит пуансон 1, матрицу 2, на которых выполнены пазы 3, расположенные на расстояниях, соответствующих заданным, размерам петапеА и гл биной, соответствующей максимапьной выс стенки. Принцип гибки, показанный на фиг, 3-5, заключается в следующем. Вначале произЕодится гибка двух сторон детали на необходимый размер (см, фиг. З затем в зависимости от формы детали 4 она устанавливается так, как показано на фиг, 4 или фиг. 5, а в процессе гибки ранее согнутые стенки входят в прорези пуансона или матрицы. Базировка заготовки осуществляется при помощи универсальных упоров. Пазы в пуансоне и матрице выполнены согласно диаграмме, полученной путем сис тематизации размеров между стенками раз личных деталей. Количество пазов зависит от номенклатуры. Ширина пазов зависит от толщины материала и должна быть на 1-2 мм боль- ше для свободного захода стенок детали в процессе гибки. Формула изобретения Штамп для гибки деталей преимущественно коробчатого типа, содержащий рабочие инструменты, поперечные сечения которых имеют определенную длину или ширину, о тличающийся тем, что, с целью изготовпения заданного количества деталей с размерами меньшим.и длины или щирины инструмента, по крайней мере один рабочий инструмент выполнен с пазами, расположенными вдоль его длины или щирины на расстояниях,,соответствующих заданным размерам деталей. Источники информации, принятые во вни-мание при экспертизе; 1. Фойгельман Г. А. Альбом конструкций универсальных штампов, блоков и узлов для холодной штамповки М,, 1965, с. 57, 60-64. 2 Авторское свидетельство СССР 99034, М.Кл, В 21 Б 22/02, 11.10.52, 3, Установка для гибки коробок с наборным пуансоном. Информационный лист, М, 1971,,№ 0420-61,2 С,ЦНТИ, Поиск 4,Малов А. Н. Технология холодной штамповки тОборонгиз, 1958, с 220- 222 (прототип).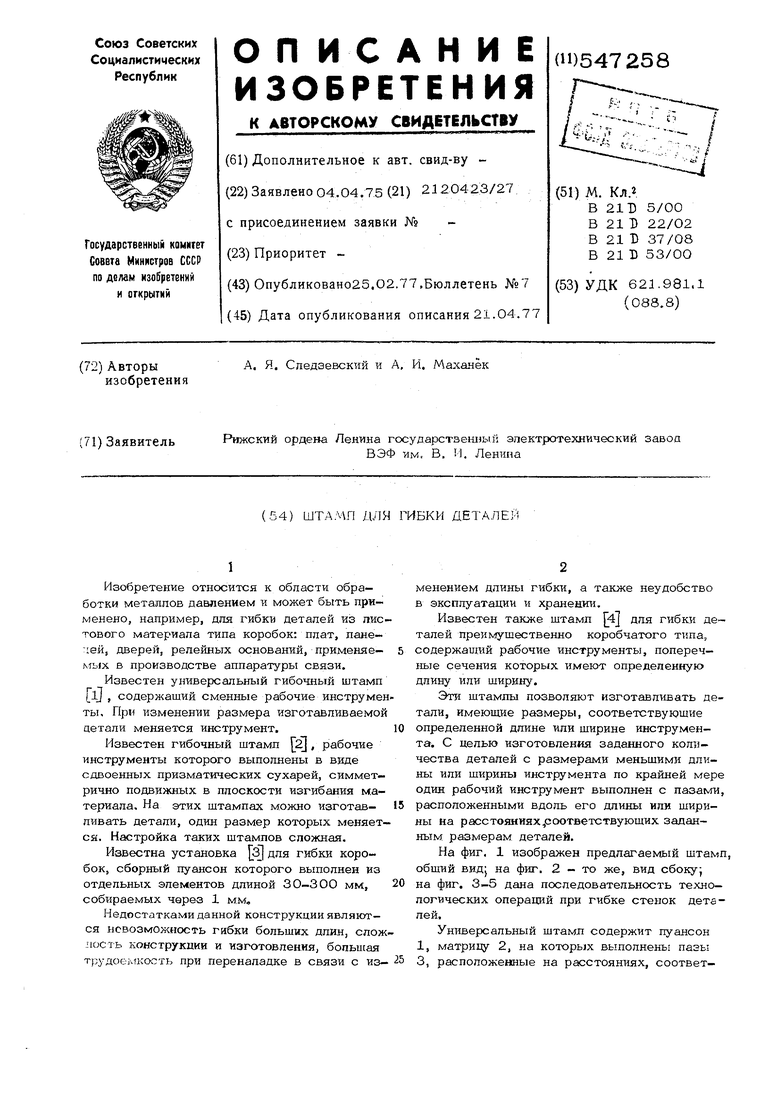
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп для получения цилиндрических обечаек гибкой | 2022 |
|
RU2802880C1 |
| Штамп для гибки деталей | 1982 |
|
SU1118455A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| Штамп для скоростной вырубки деталей из листового материала | 1974 |
|
SU490534A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ И ТРУБЧАТЫХ ДЕТАЛЕЙ С ВЫСТУПАМИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397832C2 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Матричный узел отрезки многопереходного штампа | 1985 |
|
SU1274814A2 |
| Универсальный штамп для гибки листового металла | 2021 |
|
RU2766613C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОТОРОИДАЛЬНЫХ ИЛИ ЭЛЛИПТИЧЕСКИХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397836C2 |
шыщ|ышшишиун
P fr 4FlFT WIFWimffl
Фиг.1
у
Фиг.г
Фиг. 5
Фиг.ч
