Изобретение относится к обработке металлов давлением, и в частности, к оснастке, применяемой в листовой штамповке. Может быть использовано в листоштамповочном производстве в единичном и мелкосерийном производстве крупных изделий. Изобретение предназначено для гибки цилиндрических обечаек различных размеров, в том числе и крупных.
Известен универсально-сборный штамп (УСШ) для групповой штамповки элементов листовых крупногабаритных деталей, содержащий нижнюю и верхнюю плиты с взаимно перпендикулярными Т-образными пазами, и нормализованный комплект основных деталей штампа с направляющими колонками и втулками [Фойгельман Г.А. Альбом конструкций универсальных штампов, блоков и узлов для холодной штамповки. М. Машиностроение, 1980, стр. 31, 36].
Так как особенностью работы крупных машиностроительных заводов с единичным и мелкосерийным производством является небольшая годовая программа листоштампованных деталей больших размеров, изготавливать штамп для каждой детали экономически невыгодно. Кроме того производство больших по размерам листоштампованных деталей требует применения крупных кривошипных листоштамповочных прессов. Изготовление для такого оборудования крупных УСШ относительно дорого, так как изготовление плит с Т-образными пазами больших размеров требует применения уникальных продольно-фрезерных и строгальных станков. Тем не менее, для производства деталей крупных размеров с применением операций гибки, пробивки и т.п. предпочтение отдается УСШ, так как альтернативных конструктивных решений не существует. Основным их недостатком является то, что их нельзя установить на пресс с меньшими размерами стола, поэтому их применение ограничено. Поэтому в единичном и мелкосерийном производстве крупных изделий такие штампы большую часть рабочего времени не используются, что снижает эффективность их применения.
Наиболее близким решением из известных является универсальный штамп для гибки деталей с различными радиусами, содержащий нижнюю и верхнюю плиты, направляющие колонки и втулки, сменную матрицу и гибочный пуансон с шарнирно-закрепленными пакетами пластин с радиусными рабочими кромками в месте закругления [Фойгельман Г.А. Альбом конструкций универсальных штампов, блоков и узлов для холодной штамповки. М. Машиностроение, 1980, с. 34, 44]. Однако такой штамп не позволяет производить гибку деталей с большими размерами и радиусами закругления в виде цилиндрических обечаек.
Технической задачей изобретения является улучшение возможностей устройства для получения цилиндрических обечаек различного диаметра.
Технический результат - повышение эффективности заявленного штампа обеспечивается за счет расширения его технических возможностей.
Поставленная задача достигается тем, что в штампе для получения цилиндрических обечаек гибкой, содержащим верхнюю и нижнюю плиты, матрицу и пуансонодержатель с гибочным пуансоном, согласно изобретению, гибочный пуансон выполнен составным в виде цилиндра, имеющего возможность изменения длины и диаметра, и установлен с возможностью перемещения в горизонтальной плоскости в пуансонодержателе, матрица выполнена сменной из двух половин, снабженных выполненными с возможностью перемещения в горизонтальной плоскости роликами, длина которых соответствует длине пуансона, а верхняя и нижняя плиты выполнены съемными, имеют Т-образные пазы и состоят из блоков, выполненных с возможностью сборки из них плит с размерами, соответствующими размерам стола пресса, при этом блоки соединены между собой шпильками с возможностью регулирования зазора между ними.
Кроме того, штамп снабжен прокладками, выполненными с возможностью установки между блоками нижней плиты и столом пресса для регулировки закрытой высоты штампа.
Конструктивные особенности заявляемого устройства по сравнению с прототипом, характеризующиеся отличительными признаками, позволяют расширить технические возможности устройства и изготавливать цилиндрические обечайки различных размеров, в том числе и большого диаметра.
По отношению к прототипу у предлагаемой установки имеются следующие отличительные признаки.
Выполнение пуансона цилиндрическим составным с изменяющимися длиной и диаметром, дает возможность изготовить цилиндрические обечайки различных размеров. Возможность перемещения пуансона в горизонтальной плоскости в пуансонодержателе позволяет извлечь готовую деталь из штампа.
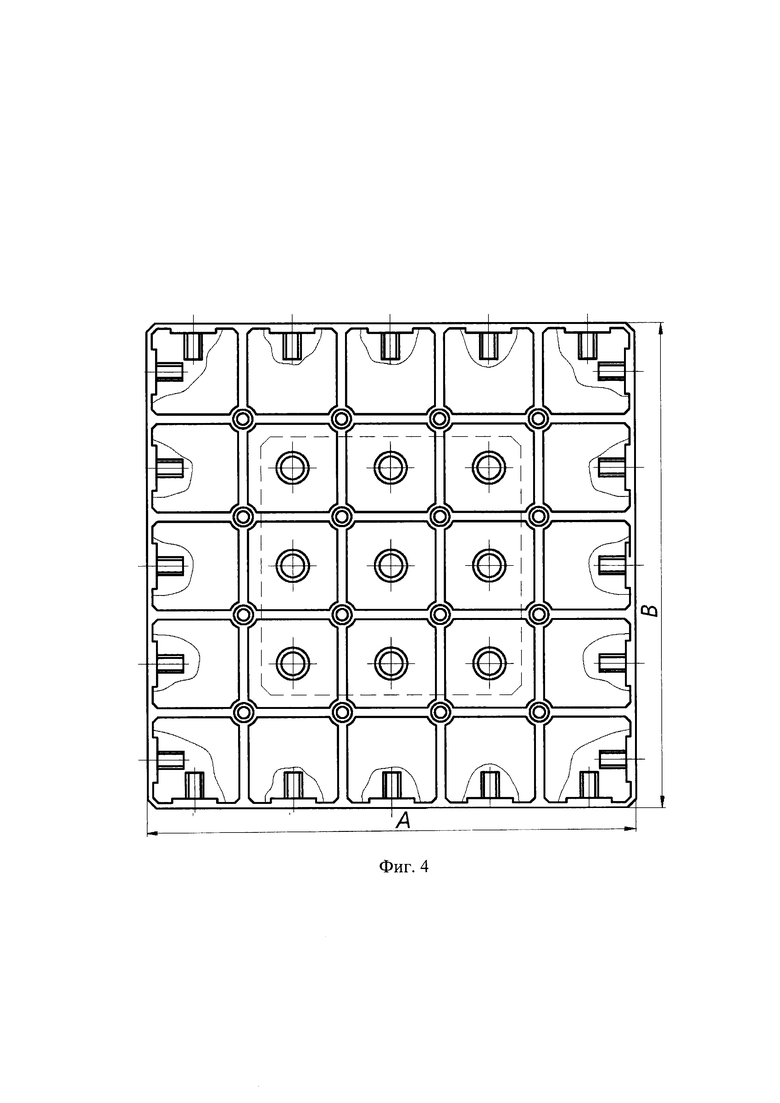
Для установки штампа на ряд прессов с разными размерами столов съемные плиты с Т-образными пазами выполнены из сборных блоков, что позволяет выполнить штамп по размерам стола любого кривошипного пресса. А поскольку стол пресса имеет прямоугольную форму, блоки могут быть выполнены различных размеров и формы (квадратной или прямоугольной). Размеры блока выбирают из условия кратности размеров и минимального количества блоков для каждого пресса. При этом сборка съемной плиты из блоков различных размеров позволяет подобрать плиты, как по размерам стола выбранного пресса, так и по толщине плиты с учетом допустимой высоты штампа при установке на этот пресс.
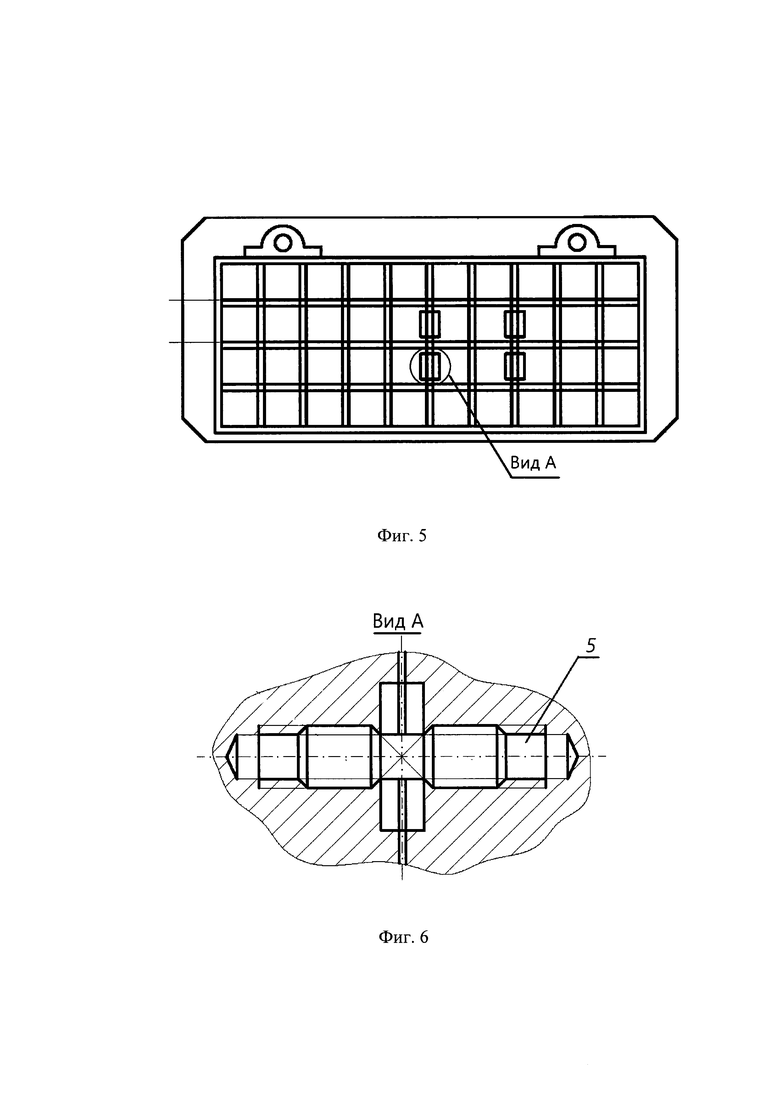
Предложенное устройство имеет еще одно преимущество, заключающееся в том, что сборку блоков в жесткую конструкцию можно осуществить с необходимым зазором, при этом его регулировка может осуществляться при помощи шпилек. Так как при разработке конструкции такого штампа одним из основных требований является жесткость соединения блоков, а также возможность относительного сдвига между ними, шаг сдвига должен обеспечить совпадение Т-образных пазов двух соединяемых блоков, причем жесткость соединения обеспечивается шпильками для заданного размера между ними.
Для обеспечения установки штампа на пресс закрытая высота штампа должна быть не больше закрытой высоты пресса. Поэтому между столом пресса и универсальными блоками располагают комплект прокладок, позволяющих регулировать закрытую высоту штампа путем подбора соответствующего количества прокладок заданной толщины.
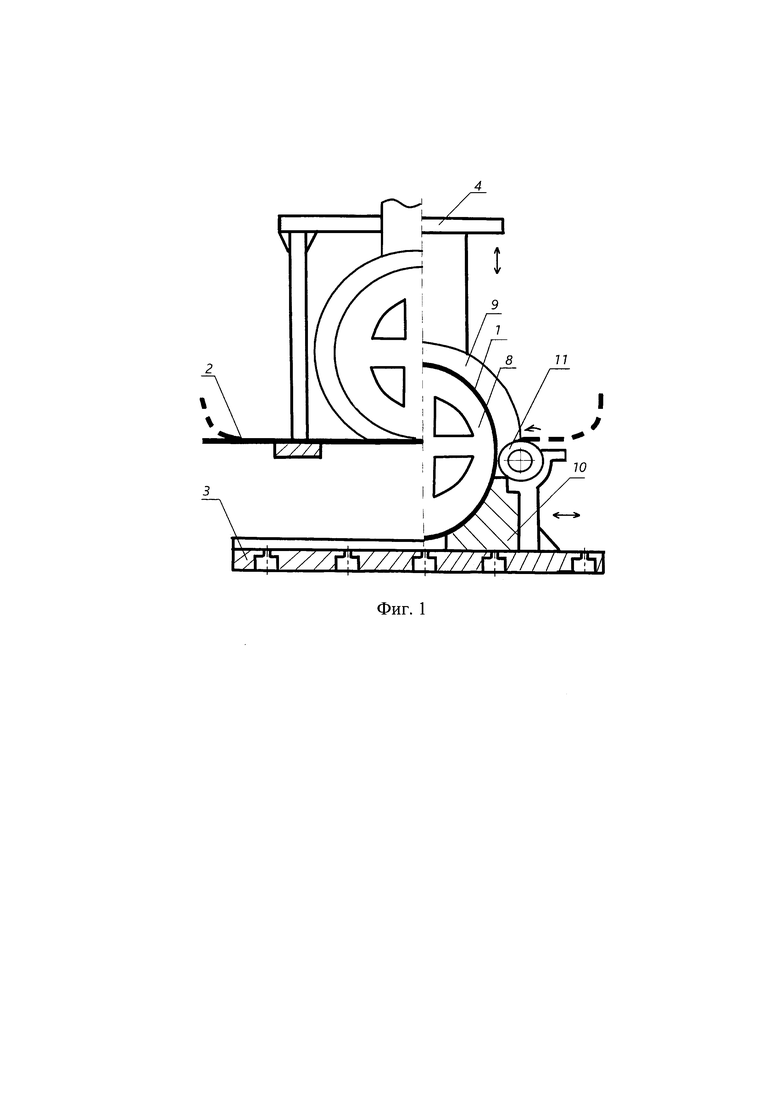
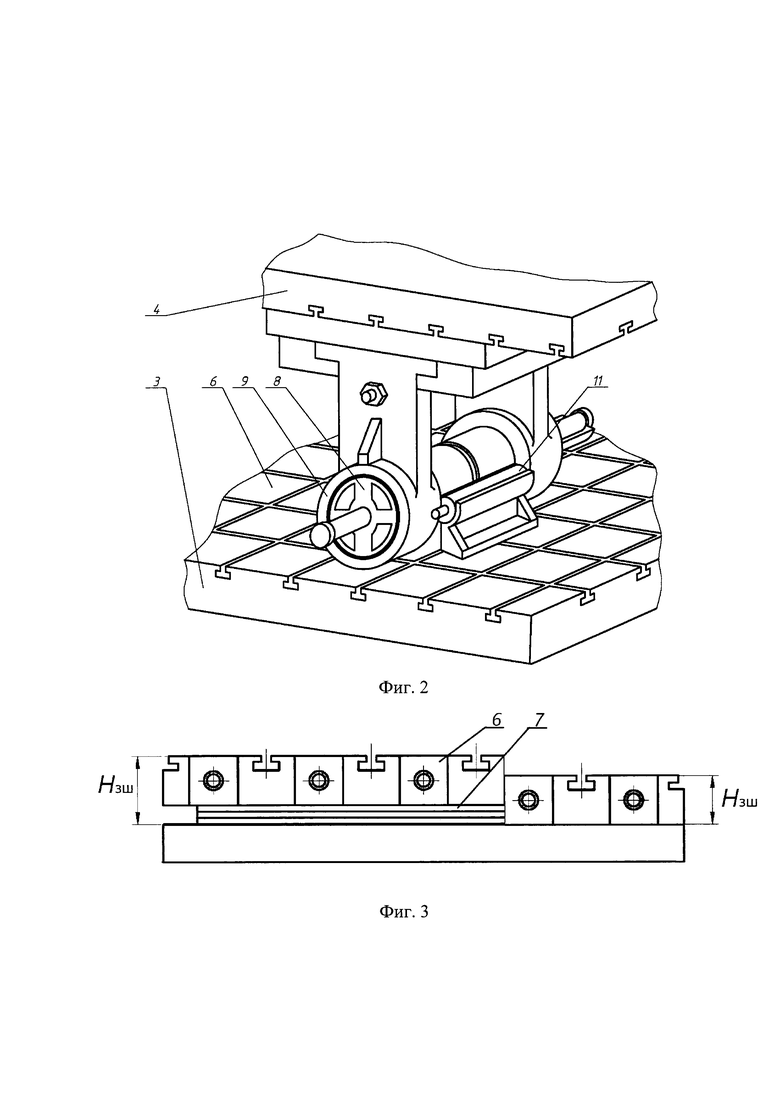
На фиг. 1 показан штамп в начале процесса гибки (слева) и в момент окончания гибки (справа). На фиг. 2 представлен общий вид штампа в изометрии. На фиг. 3 показаны варианты конструкции блоков штампа с возможностью изменения его закрытой высоты Нзш. На фиг. 4 представлен общий вид плиты размерами АхВ, собранной из блоков. На фиг. 5 представлена схема сборки плит из блоков. На фиг. 6 показан вид узла для регулирования зазора между блоками с помощью шпилек.
Заявляемое изобретение - штамп для получения цилиндрических обечаек 1 из листовой заготовки 2 включает нижнюю 3 и верхнюю 4 плиты с Т-образными пазами, собранные с помощью шпилек 5 из сборных блоков 6, между которыми и нижней плитой находятся прокладки 7, гибочный пуансон 8, пуансонодержатель 9, матрицу 10, состоящую из двух половин, ролики 11.
В процессе работы гибочный пуансон 8, закрепленный в верхней плите 4 штампа, имеющий размеры, отвечающие размерам обечайки 7, перемещается ползуном пресса вниз и нажимает на листовую заготовку 2, лежащую горизонтально на матрице 10. Вращающиеся ролики И прижимают заготовку к правой половине матрицы 10 и под действием пуансона 8 осуществляют гибку части заготовки 2. Затем ролики 11, перемещаясь в горизонтальной плоскости, освобождают заготовку, а пуансон 8 поднимается в исходное верхнее положение. Заготовку переворачивают, задают в штамп противоположным концом и повторяют цикл гибки части заготовки, но уже с противоположного конца. Далее ролики 11 поджимают среднюю часть заготовки к обеим половинам матрицы 10 и пуансон 8, перемещаясь вниз, производит окончательную гибку, образуя обечайку 1 в виде кольцевой детали. После окончания гибки пуансон 8 перемещается в пуансонодержателе 9 в горизонтальном направлении, и обечайка 1 извлекается из штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для гибки штучных заготовок | 1982 |
|
SU1060273A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Штамп для гибки деталей | 1985 |
|
SU1287967A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ | 1992 |
|
RU2083305C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в листоштамповочном производстве. Штамп содержит верхнюю и нижнюю плиты, матрицу и пуансонодержатель с гибочным пуансоном. Пуансон выполнен составным в виде цилиндра, имеющего возможность изменения длины и диаметра, и установлен с возможностью перемещения в горизонтальной плоскости в пуансонодержателе. Матрица выполнена сменной из двух половин, снабженных роликами. Длина роликов соответствует длине пуансона. Верхняя и нижняя плиты выполнены съемными, имеют Т-образные пазы и состоят из блоков. Блоки обеспечивают сборку из них плит с размерами, соответствующими размерам стола пресса, и соединены шпильками с возможностью регулирования зазора между ними. В результате расширяются технические возможности штампа. 1 з.п. ф-лы, 6 ил.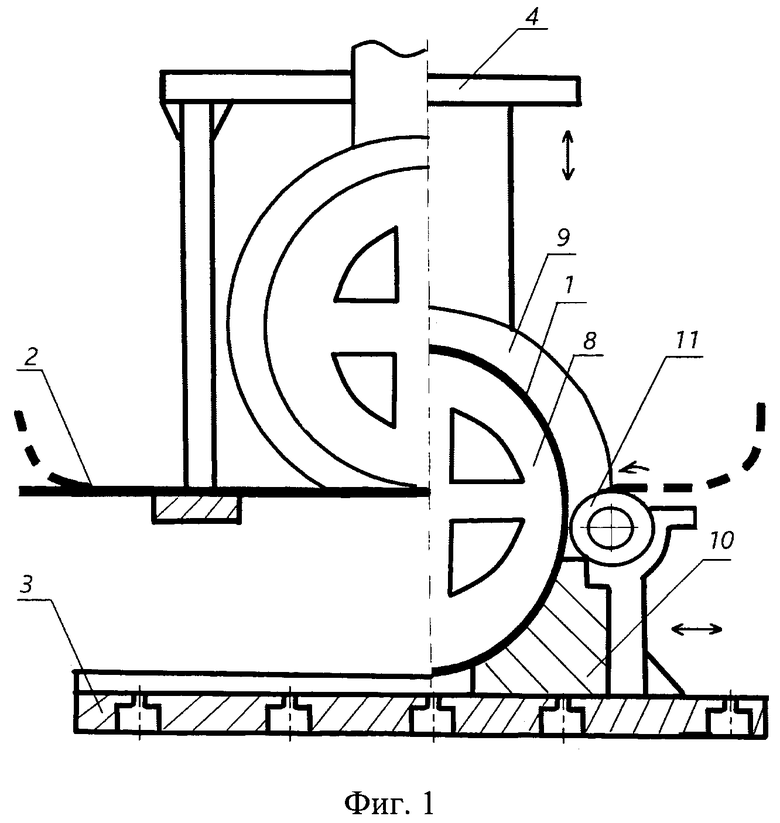
1. Штамп для получения цилиндрических обечаек гибкой, содержащий верхнюю и нижнюю плиты, матрицу и пуансонодержатель с гибочным пуансоном, отличающийся тем, что гибочный пуансон выполнен составным в виде цилиндра, имеющего возможность изменения длины и диаметра, и установлен с возможностью перемещения в горизонтальной плоскости в пуансонодержателе, матрица выполнена сменной из двух половин, снабженных выполненными с возможностью перемещения в горизонтальной плоскости роликами, длина которых соответствует длине пуансона, а верхняя и нижняя плиты выполнены съемными, имеют Т-образные пазы и состоят из блоков, выполненных с возможностью сборки из них плит с размерами, соответствующими размерам стола пресса, при этом блоки соединены между собой шпильками с возможностью регулирования зазора между ними.
2. Штамп по п. 1, отличающийся тем, что он снабжен прокладками, выполненными с возможностью установки между блоками нижней плиты и столом пресса для регулировки закрытой высоты штампа.
| Устройство для пошаговой гибки цилиндрической обечайки | 1981 |
|
SU1114323A3 |
| Способ изготовления обечаек и устройство для его осуществления | 1976 |
|
SU727265A1 |
| Штамп для гибки полу обечаек для котлов и других подобных изделий на прессах | 1955 |
|
SU106638A1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ИСТОЧНИКА КОЛЛЕКЦИИ КРИСТАЛЛОВ АЛМАЗА | 2009 |
|
RU2413931C1 |
| US 4513596 A1, 30.04.1985. | |||
