Изобретение относится к обработке металлов давлением, и в частности, к оснастке, применяемой в листовой штамповке. Изобретение предназначено для гибки листовых заготовок и деталей в единичном и мелкосерийном производстве при изготовлении небольших партий, отличающихся друг от друга размерами, толщиной материала, различными углами и радиусами гиба, как в холодном, так и в горячем состоянии.
Известен штамп, содержащий нижнюю и верхнюю плиты, матрицу и гибочный пуансон с шарнирно-закрепленными пакетами пластин с радиусными рабочими кромками в месте закругления [Фойгельман Г.А. Альбом конструкций универсальных штампов, блоков и узлов для холодной штамповки. М. Машиностроение, 1970].
Наиболее близким решением из известных является штамп, у которого пуансон выполнен в виде четырехугольной призмы, ребра которой закруглены различными радиусами [Авторское свидетельство СССР №626859, кл. B21D 22/02, 1978]. С его помощью можно получать различные углы и радиусы гиба. Но полуматрицы в этом штампе выполнены цельными, что не позволяет использовать заготовки, имеющие различные размеры по ширине, и ограничивает углы и радиусы гиба.
Технической задачей изобретения является улучшение возможностей устройства за счет расширенного диапазона возможных углов и радиусов гиба.
Технический результат - повышение эффективности процесса листовой штамповки за счет более универсальной конструкции штампа, уменьшения массы и трудоемкости изготовления штампа.
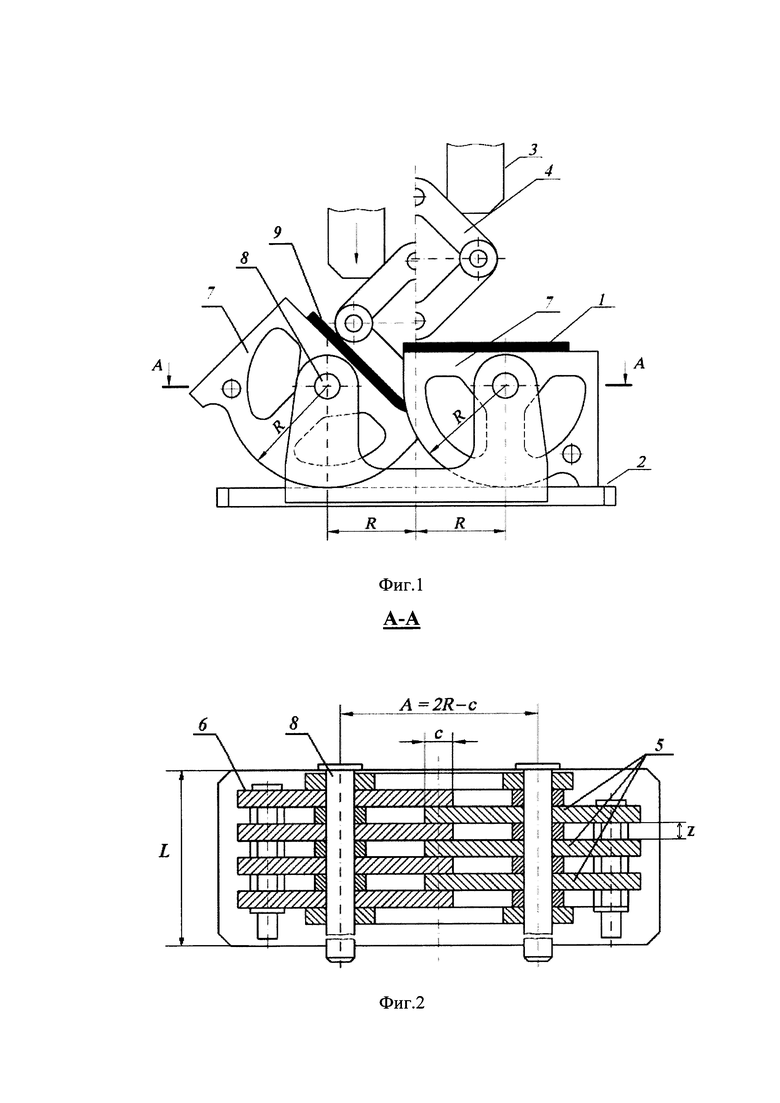
Поставленная задача достигается тем, что универсальный штамп для гибки листового металла, включающий нижнюю и верхнюю плиты, шарнирный пуансон, выполненный в виде четырехугольной призмы, ребра которой закруглены различными радиусами, и матрицу шириной L с различными углами и радиусами гиба, состоящую из двух полуматриц, каждая из которых имеет радиусную опорную часть, расположена на оси и вращается вокруг нее в процессе гибки, согласно изобретению, матрица выполнена составной из набора пластин, собранных в пакет с зазором z между ними, а расстояние между осями вращения полуматриц позволяет производить гибку с радиусом гиба R≥S, где R - радиус гиба, S - толщина материала и определяется соотношением A=2R-c, где с - размер взаимного перекрытия пластин.
Кроме того, матрица выполнена таким образом, что размер по ширине L может варьироваться либо за счет изменения количества пластин, либо за счет изменения расстояния между пластинами, что дает возможность использовать заготовки различной ширины.
Конструктивные особенности заявляемого устройства по сравнению с прототипом, характеризующиеся отличительными признаками, позволяют расширить технические возможности устройства.
По отношению к прототипу у предлагаемой установки имеются следующие отличительные признаки.
Выполнение матрицы составной из набора пластин, имеющих радиусную поверхность опорной части, собранных в пакет на оси с зазором z между пластинами и заданным расстоянием между осями вращения полуматриц, позволяет избежать продольного зазора между половинками полуматрицы в любом ее положении при повороте их вокруг оси в момент гибки и производить ее с радиусом гиба R≥S, где R - радиус гиба, S - толщина материала. Конструктивно он выполняется согласно соотношения А=2R-с, где R -радиус гиба, с - размер взаимного перекрытия пластин. Кроме того, за счет изменения количества пластин и расстояния между пластинами появляется возможность варьировать размер L, тем самым использовать заготовки различной ширины.
На фиг 1. показан штамп в начале процесса гибки (справа) и в момент окончания гибки (слева), и Фиг. 2 - вид А-А.
Заявляемое изобретение - универсальный штамп для гибки листовой заготовки 1 включает нижнюю 2 и верхнюю 3 плиты, шарнирный пуансон 4, выполненный в виде четырехугольной призмы, и составленную из пластин 5 матрицу 6, состоящую из двух полуматриц 7, расположенных на осях 8, для получения изогнутой детали 9.
В процессе работы шарнирный пуансон 4, закрепленный в верхней плите 3 штампа и настроенный на определенный угол гибки, перемещается ползуном пресса и нажимает на листовую заготовку 1, лежащую горизонтально на составленной из пластин матрице 6. Вращающиеся вокруг осей 8 полуматрицы 7 по д давлением пуансона изгибают заготовку до жесткого упора и формируют деталь 9 с заданным углом гибки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для п-образной гибки деталей | 1979 |
|
SU784967A1 |
| Штамп для угловой гибки | 1980 |
|
SU978977A1 |
| Штамп для получения цилиндрических обечаек гибкой | 2022 |
|
RU2802880C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Штамп для гибки труб | 1983 |
|
SU1233985A1 |
| Способ изготовления профилей W-образного сечения из листовых заготовок | 2022 |
|
RU2791199C1 |
| ШТАМП ДЛЯ ГИБКИ ДЕТАЛЕЙ КОРЫТООБРАЗНОГО СЕЧЕНИЯ | 1997 |
|
RU2122480C1 |
| Способ получения П-образных изделий | 1987 |
|
SU1526870A1 |
| Способ изготовления П-образных деталей | 1989 |
|
SU1750789A1 |
| СПОСОБ ГИБКИ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2132758C1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке, применяемой в листовой штамповке. Штамп для гибки листового материала содержит нижнюю и верхнюю плиты. В верхней плите закреплен шарнирный пуансон в виде четырехугольной призмы, выполненной с возможностью настройки угла гибки. Предусмотрена матрица в виде двух полуматриц, каждая из которых имеет опорную часть с радиусной поверхностью и расположена с возможностью вращения на оси. Матрица выполнена составной из пластин, собранных в пакет с зазором между ними и с обеспечением взаимного перекрытия. Расстояние между осями вращения полуматриц A определено соотношением A=2R-c, где R – радиус гиба, c – размер взаимного перекрытия пластин. В результате обеспечивается расширение технологических возможностей штампа за счет расширения диапазона возможных углов и радиусов гибки. 1 з.п. ф-лы, 2 ил.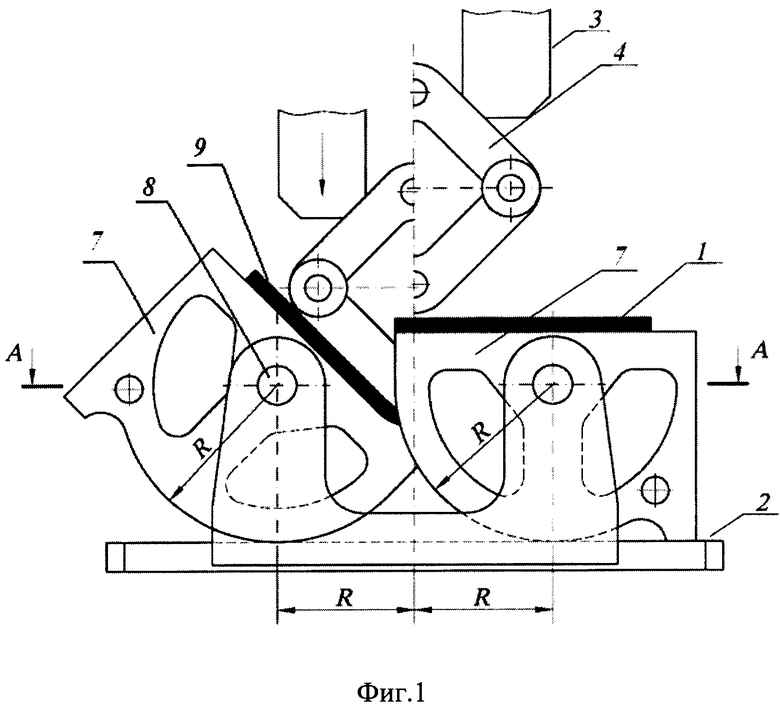
1. Универсальный штамп для гибки листового материала, содержащий нижнюю и верхнюю плиты, закрепленный в верхней плите шарнирный пуансон в виде четырехугольной призмы, выполненной с возможностью настройки угла гибки, и матрицу в виде двух полуматриц, каждая из которых имеет опорную часть с радиусной поверхностью и расположена с возможностью вращения на оси в процессе гибки, отличающийся тем, что матрица выполнена составной из пластин, собранных в пакет с зазором между ними и с обеспечением взаимного перекрытия, а расстояние между осями вращения полуматриц A определено соотношением A=2R-c, где R – радиус гиба, c – размер взаимного перекрытия пластин.
2. Штамп по п.1, отличающийся тем, что матрица выполнена с возможностью изменения ее ширины путем изменения количества пластин и зазора между ними.
| Пуансон для гибки листовых заготовок | 1977 |
|
SU626859A1 |
| RU 2055671 C1, 10.03.1996 | |||
| Универсальный гибочный штамп | 1987 |
|
SU1565560A1 |
| US 10486214 B2, 26.11.2019 | |||
| US 6098435 A1, 08.08.2000. | |||

